
一种耐磨钢球用钢及该钢球的轧制加工方法.pdf

小凌****甜蜜


1/10
2/10
3/10
4/10
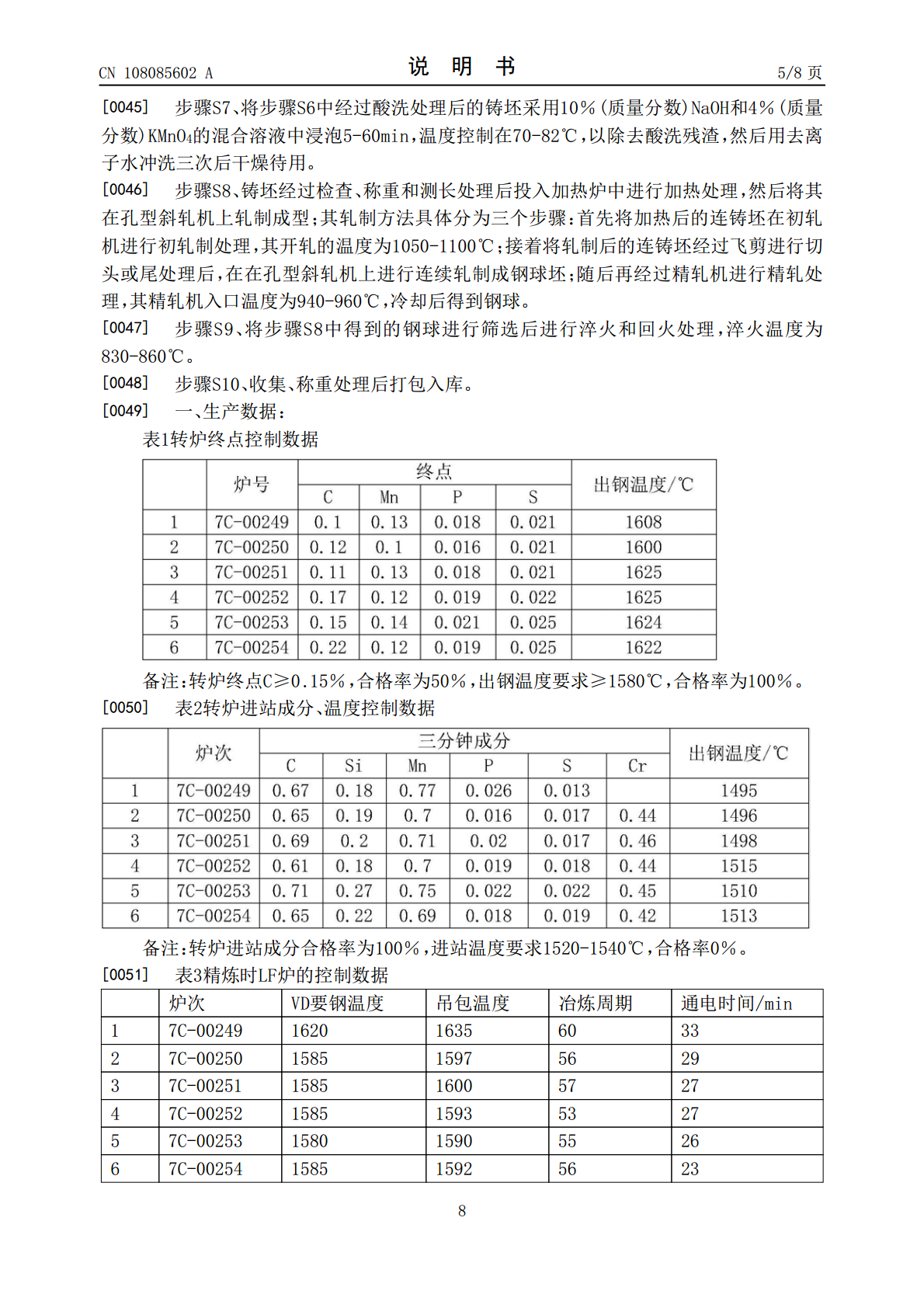
5/10
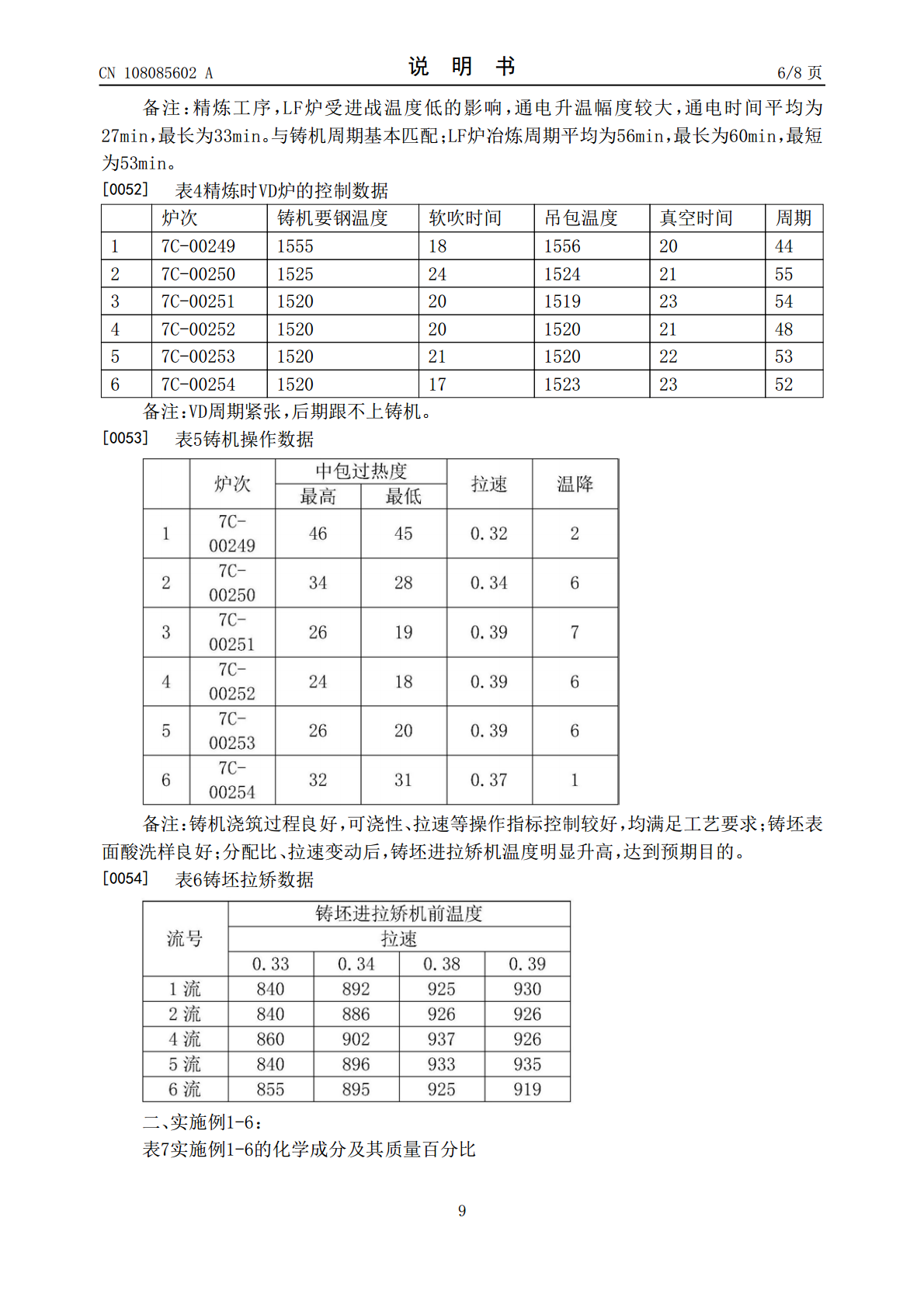
6/10

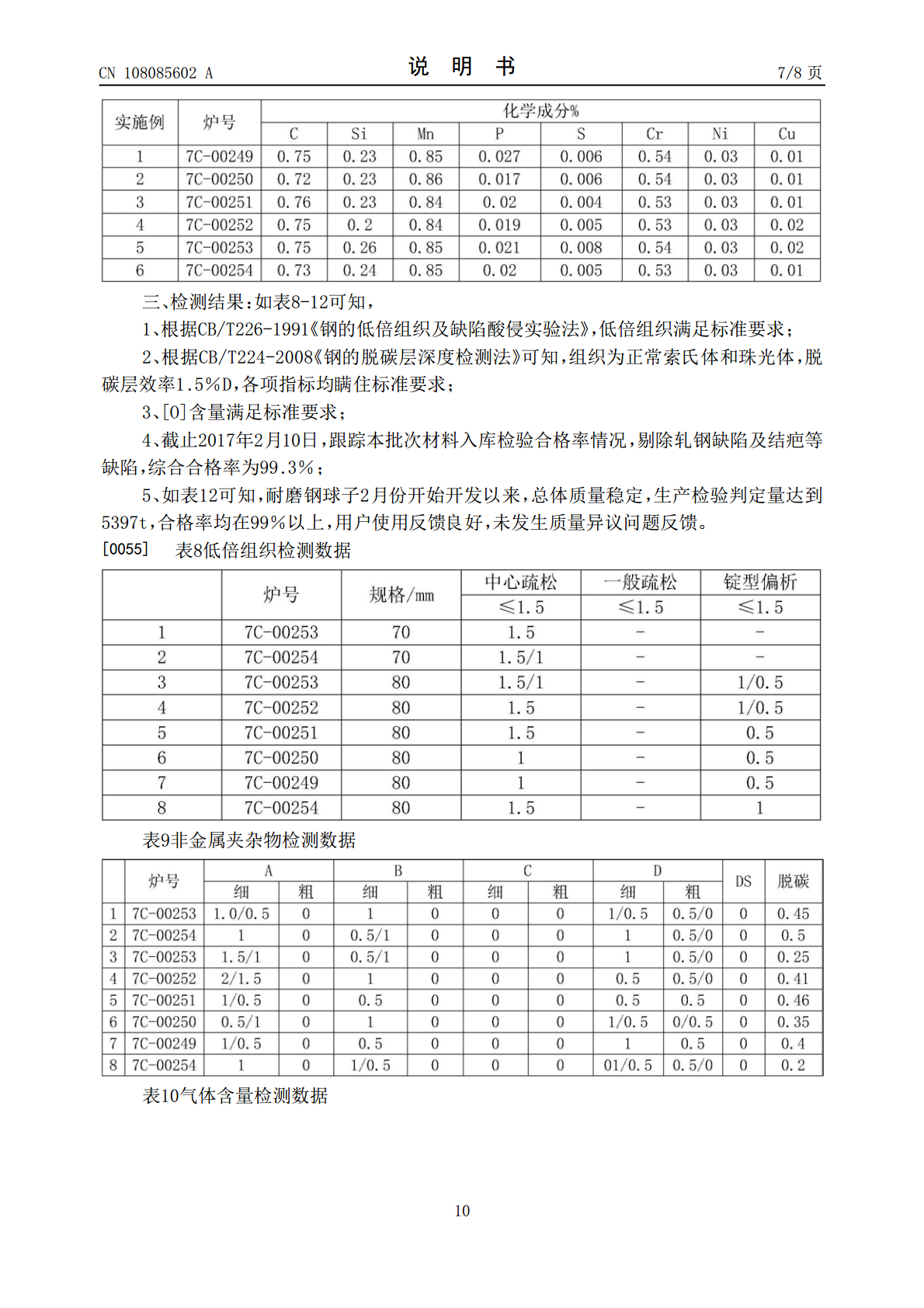
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种耐磨钢球用钢及该钢球的轧制加工方法.pdf
本发明公开了一种耐磨钢球用钢及该钢球的轧制加工方法,属于球形钢材加工技术领域,其技术要点是:一种耐磨钢球用钢,所述耐磨钢球的化学成分中各主要合金元素的质量百分比为碳0.70‑0.78%,硅0.15‑0.35%,锰0.80‑0.90%,磷≤0.03%,硫≤0.03%,铬0.5‑0.6%,镍≤0.25%,铜≤0.25%。其工艺流程包括转炉、LF精炼、VD精炼、连铸、矫直、酸洗、中和、轧制、淬火回火以及打包入库后制得耐磨钢球。本发明通过采用轧制的方式制得的钢球不仅生产效率高,而且钢球质量较高;轧制工艺采用连轧机
一种钢球用钢及制造该钢球的方法.pdf
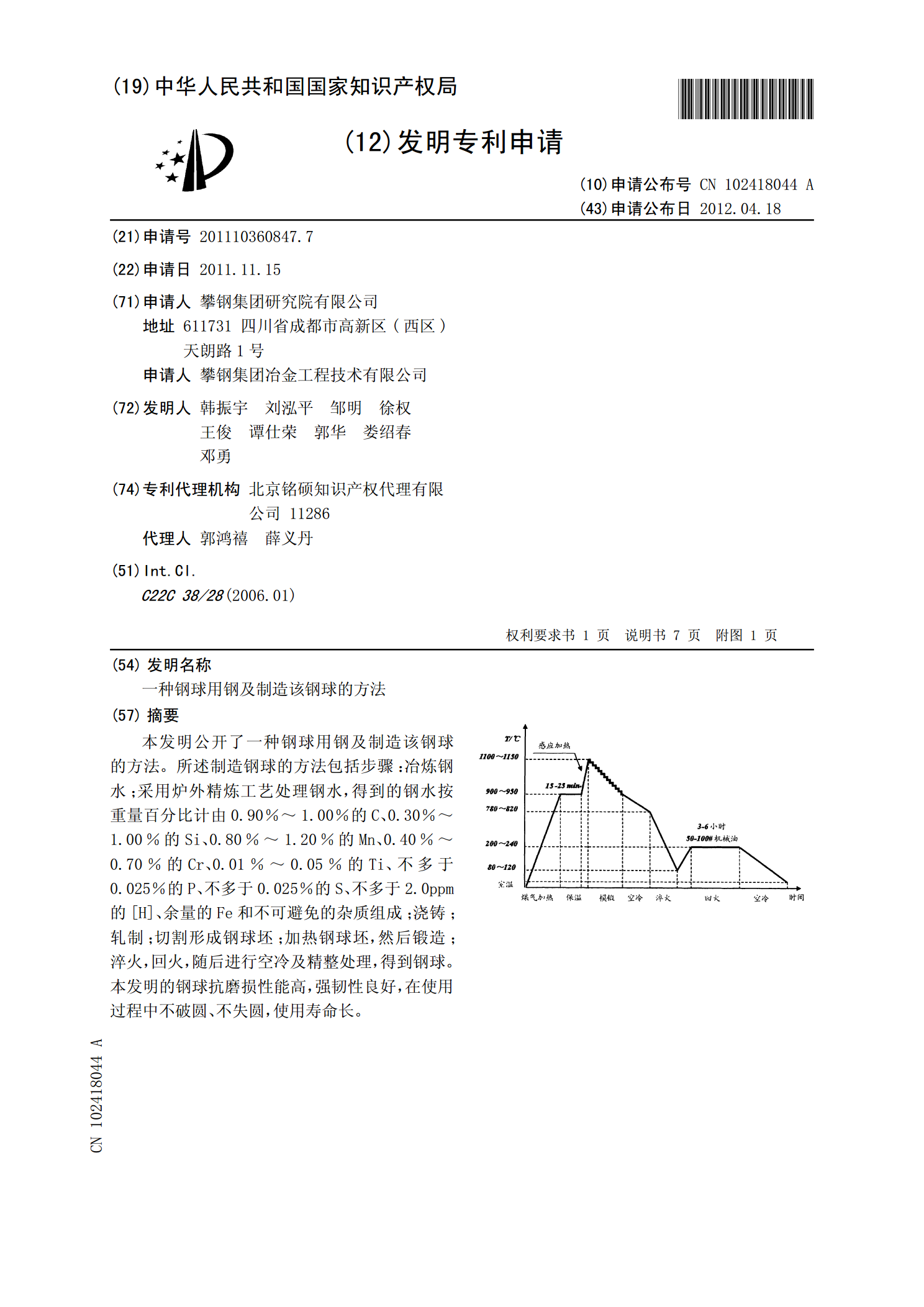
本发明公开了一种钢球用钢及制造该钢球的方法。所述制造钢球的方法包括步骤:冶炼钢水;采用炉外精炼工艺处理钢水,得到的钢水按重量百分比计由0.90%~1.00%的C、0.30%~1.00%的Si、0.80%~1.20%的Mn、0.40%~0.70%的Cr、0.01%~0.05%的Ti、不多于0.025%的P、不多于0.025%的S、不多于2.0ppm的[H]、余量的Fe和不可避免的杂质组成;浇铸;轧制;切割形成钢球坯;加热钢球坯,然后锻造;淬火,回火,随后进行空冷及精整处理,得到钢球。本发明的钢球抗磨损性能高
耐磨钢球及其加工方法.pdf
本发明提供了一种耐磨钢球及其加工方法,其中,所述加工方法包括:1)将待熔炼原料置于真空条件下进行熔炼,经除氧后,制得熔炼液;2)将步骤1)中制得的熔炼液入模,待冷却成型后,得到球坯;3)将步骤2)中制得的球坯顺次经淬火、一次回火和二次回火后,出炉,制得耐磨钢球;其中,淬火过程为置于甲醇和/或丙酮气氛下进行,且淬火的温度为800~850℃,保温时间为70~100min;一次回火温度为150~220℃,保温时间为100~120min;二次回火温度为140~180℃,保温时间为100~120min。通过上述设计
一种超高碳轧制钢球用钢及其制备方法.pdf
本发明公开了一种超高碳轧制钢球用钢,按质量百分含量,该钢的化学组成包括:C:0.9~1.02%,Mn:0.85~0.95%,Si:0.4~0.6%,Cr:0.5~0.7%,Al:0.02~0.04%,P:不大于0.035%,S:不大于0.02%,余量为Fe。其制备步骤包括:a)高温加热炉加热,b)轧球机轧制,c)淬火,d)回火,e)在空气中自然冷却至室温即为成品钢球。成品钢球不含珠光体,残余奥氏体含量大于15%,回火马氏体占淬火马氏体的比例大于95%;成品钢球冲击功检测值大于18焦耳,体积硬度大于60HR
高强耐磨型球磨机钢球用钢及其制备方法.pdf
本发明公开了一种高强耐磨型球磨机钢球用钢,包括以下重量百分比的组分:C0.9~1.0%,Si0.2~0.4%,Mn0.8~1.2%,Cr1.0~1.3%,W0.15~0.23%,Ti0.04~0.10%,P≤0.03%,S≤0.03%,余量为Fe及少量杂质,其制备方法为:S1:熔炼,先对W,Fe,Cr和Ti进行熔炼,即得熔炼钢液;S2:精炼,将熔炼钢液转至精炼炉中,加入C,Si,Mn,P和S及精炼剂进行初步精炼,再进行真空脱气和脱硫工序,即得精炼液;S3:将精炼液置于连铸机中,经成型,冷却和切