
一种热轧钢板边部翘皮的控制方法.pdf

书生****萌哒


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热轧钢板边部翘皮的控制方法.pdf
本发明公开了一种热轧钢板边部翘皮的控制方法,包括控制热轧钢板板坯加热温度不高于1200℃,加热时间不高于200分钟;调整板坯定宽机减宽量;调整二级立辊减宽量;采用调整后的温度和宽量对热轧钢板板坯进行轧制。本发明提供的热轧钢板边部翘皮的控制方法,通过采用降低板坯加热温度和减少在炉时间有效降低加热能耗,同时能够降低板坯烧损提高成材率,可降低生产成本;优化板坯定宽机减宽量和二级立辊减宽量分配,不影响正常的生产节奏,同时对设备精度没有额外要求,具有良好的推广价值。
一种消除热轧工具钢边部翘皮的方法.pdf
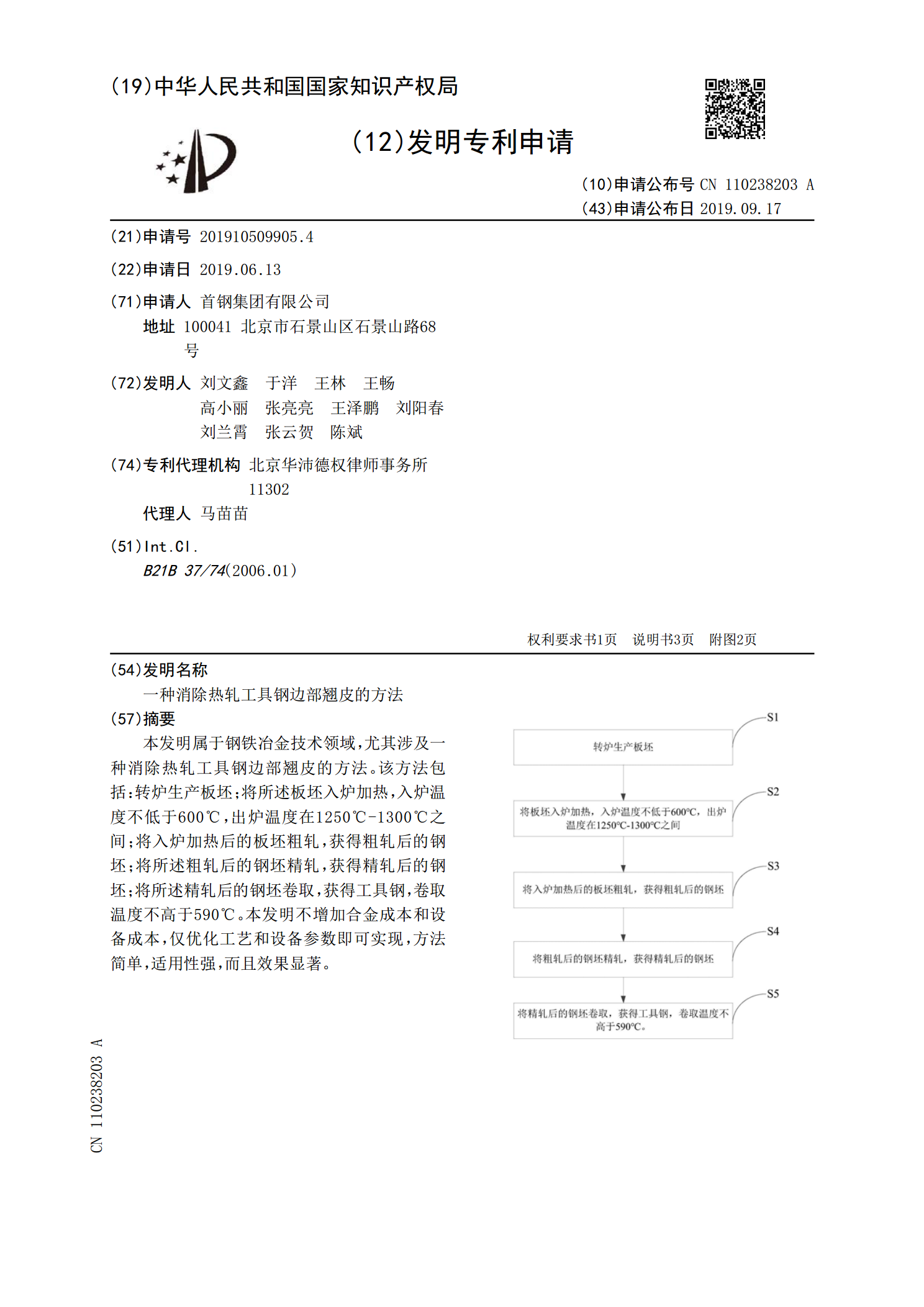
本发明属于钢铁冶金技术领域,尤其涉及一种消除热轧工具钢边部翘皮的方法。该方法包括:转炉生产板坯;将所述板坯入炉加热,入炉温度不低于600℃,出炉温度在1250℃‑1300℃之间;将入炉加热后的板坯粗轧,获得粗轧后的钢坯;将所述粗轧后的钢坯精轧,获得精轧后的钢坯;将所述精轧后的钢坯卷取,获得工具钢,卷取温度不高于590℃。本发明不增加合金成本和设备成本,仅优化工艺和设备参数即可实现,方法简单,适用性强,而且效果显著。
一种热轧品种钢粗轧翘头的控制方法.pdf
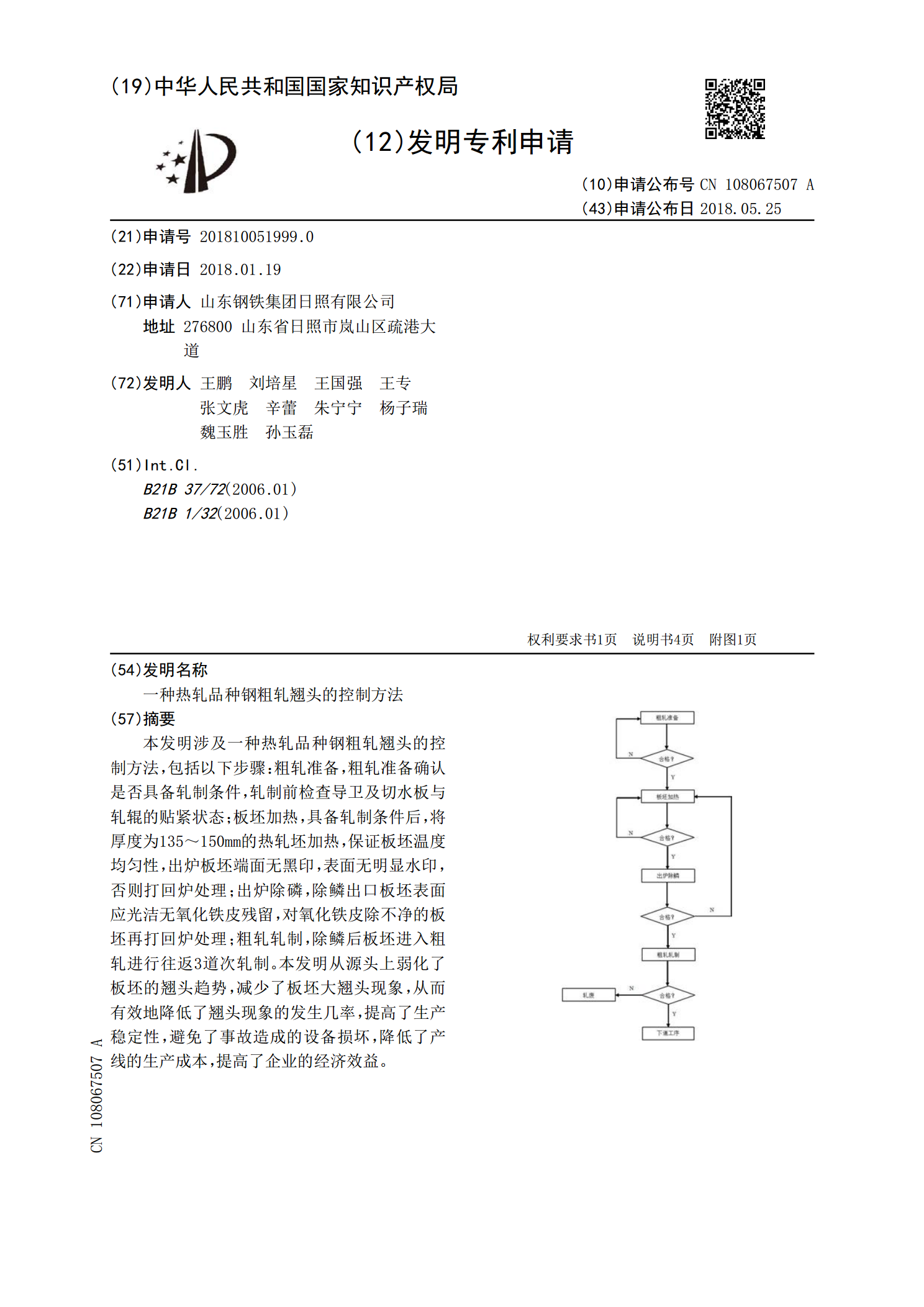
本发明涉及一种热轧品种钢粗轧翘头的控制方法,包括以下步骤:粗轧准备,粗轧准备确认是否具备轧制条件,轧制前检查导卫及切水板与轧辊的贴紧状态;板坯加热,具备轧制条件后,将厚度为135~150mm的热轧坯加热,保证板坯温度均匀性,出炉板坯端面无黑印,表面无明显水印,否则打回炉处理;出炉除磷,除鳞出口板坯表面应光洁无氧化铁皮残留,对氧化铁皮除不净的板坯再打回炉处理;粗轧轧制,除鳞后板坯进入粗轧进行往返3道次轧制。本发明从源头上弱化了板坯的翘头趋势,减少了板坯大翘头现象,从而有效地降低了翘头现象的发生几率,提高了生
热轧SPA-H带钢表面点状翘皮缺陷的控制方法.pdf
本申请公开了一种热轧SPA‑H带钢表面点状翘皮缺陷的控制方法,依次包括以下步骤:S1铁水KR脱硫;S2转炉冶炼;S3LF精炼,控制LF精炼结束时钢水中化学成分质量百分比;S4板坯连铸,控制中间包钢水过热度20‑30℃,连铸拉速1.0‑1.2米/分钟;S5加热炉加热,将连铸板坯置于加热炉中加热处理,所述加热炉装钢温度不高于600℃;S6一次除鳞;S7粗轧;S8二次除鳞;S9精轧;S10层流冷却;S11卷取。本发明的优点在于在不改造现有设备,不改变生产流程的情况下,利用现有设备有效解决了热轧SPA‑H带钢表面
一种解决SPHC+B热轧钢带翘皮的方法.pdf
本发明属于热轧钢带制备领域,具体涉及一种解决SPHC+B热轧钢带翘皮的方法。SPHC+B热轧钢带的成品成分为C:≤0.05%、Si:≤0.03%、Mn:0.15‑0.30%、P:≤0.015%、S:≤0.015%、AlS:0.015‑0.040%、B:0.0008‑0.0025%、Ti:0.005‑0.01%、N:≤0.004%。在钢水冶炼过程中延长Ar气底吹时间3‑4分钟,炉后出钢降低脱氧深度,LF炉精炼循环利用率40‑50%。另外通过对过程温度,冷却速度等工艺的精准控制可以在后续的生产过程中继续降低残