
一种消除热轧工具钢边部翘皮的方法.pdf

努力****梓颖

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除热轧工具钢边部翘皮的方法.pdf
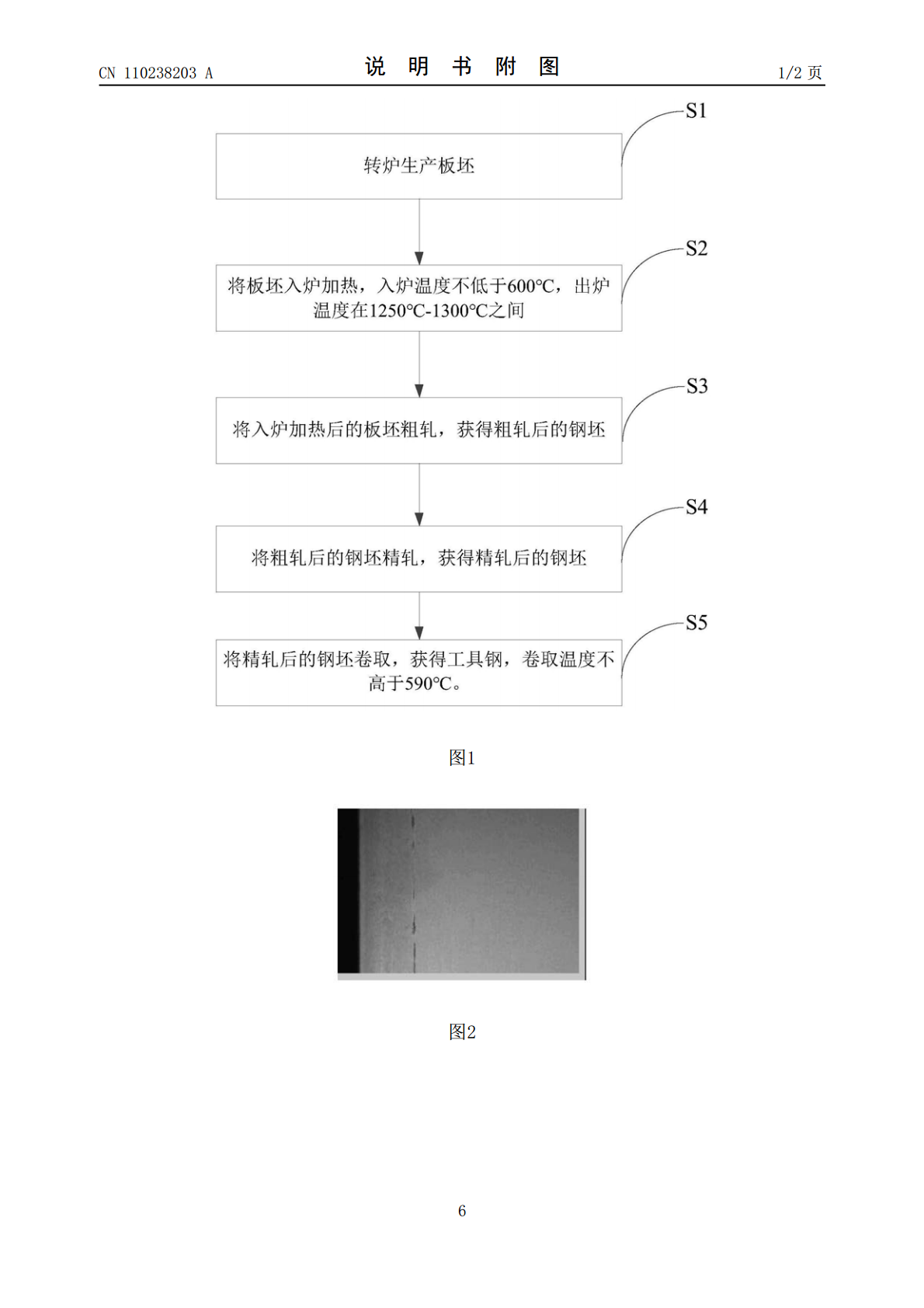
本发明属于钢铁冶金技术领域,尤其涉及一种消除热轧工具钢边部翘皮的方法。该方法包括:转炉生产板坯;将所述板坯入炉加热,入炉温度不低于600℃,出炉温度在1250℃‑1300℃之间;将入炉加热后的板坯粗轧,获得粗轧后的钢坯;将所述粗轧后的钢坯精轧,获得精轧后的钢坯;将所述精轧后的钢坯卷取,获得工具钢,卷取温度不高于590℃。本发明不增加合金成本和设备成本,仅优化工艺和设备参数即可实现,方法简单,适用性强,而且效果显著。
消除硅钢边部翘皮的方法及硅钢.pdf
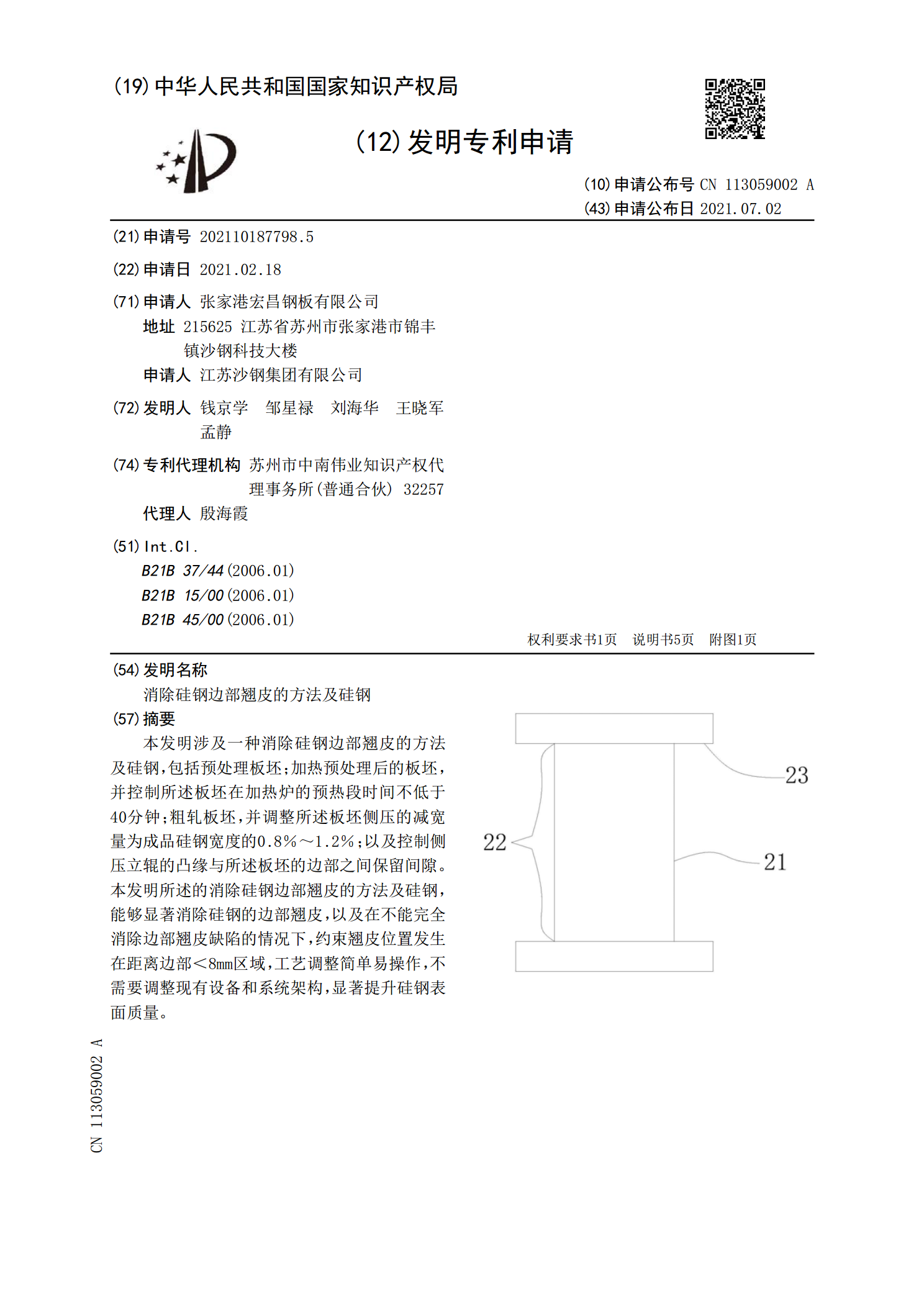
本发明涉及一种消除硅钢边部翘皮的方法及硅钢,包括预处理板坯;加热预处理后的板坯,并控制所述板坯在加热炉的预热段时间不低于40分钟;粗轧板坯,并调整所述板坯侧压的减宽量为成品硅钢宽度的0.8%~1.2%;以及控制侧压立辊的凸缘与所述板坯的边部之间保留间隙。本发明所述的消除硅钢边部翘皮的方法及硅钢,能够显著消除硅钢的边部翘皮,以及在不能完全消除边部翘皮缺陷的情况下,约束翘皮位置发生在距离边部<8mm区域,工艺调整简单易操作,不需要调整现有设备和系统架构,显著提升硅钢表面质量。

热轧低碳钢边部翘皮产生原因分析.docx
热轧低碳钢边部翘皮产生原因分析热轧低碳钢边部翘皮是在热轧过程中经常出现的一种缺陷,对于钢材的质量和使用性能都会产生不利影响。针对这一问题,本文将从热轧过程中的原料质量、轧机设备、工艺参数和操作环境等方面进行分析,以期找出产生边部翘皮的原因。热轧低碳钢边部翘皮的原因分析如下:1.原料质量热轧低碳钢边部翘皮的主要原因之一是原料质量不佳。原料中存在夹杂物、气孔或结晶细度不均匀等缺陷会引起边部翘皮。此外,原料的化学成分和机械性能也会对边部翘皮有一定影响。如硫含量过高会影响钢的塑性,导致边部翘皮问题。2.轧机设备轧

热轧带钢边部翘皮缺陷成因分析.docx
热轧带钢边部翘皮缺陷成因分析热轧带钢边部翘皮缺陷成因分析摘要:热轧带钢是一种重要的金属材料,在工业生产中广泛应用。然而,热轧带钢在生产过程中常常会出现边部翘皮缺陷,严重影响产品质量和使用寿命。本论文通过对热轧带钢边部翘皮缺陷的成因进行深入分析,探讨了热轧带钢边部翘皮缺陷的形成机制和影响因素,并提出了相应的解决方法和改进措施。一、引言热轧带钢是通过钢坯经过多道次的热轧加工而成的,具有优异的力学性能和工艺加工性能。然而,在热轧带钢生产过程中,边部翘皮缺陷经常发生,严重影响了产品的质量和使用寿命。因此,对热轧带

SPHD热轧带钢边部翘皮缺陷分析.docx
SPHD热轧带钢边部翘皮缺陷分析随着工业化的加速,建筑结构用钢的需求不断增加,而热轧带钢成为建筑结构中重要的材料之一。然而在生产过程中,可能会出现边部翘皮缺陷,给生产和使用带来一定的麻烦。因此,本文将对SPHD热轧带钢边部翘皮缺陷进行分析。1、SPHD热轧带钢的特点SPHD热轧带钢是一种常见的钢材,其主要成分是碳、硅、锰、硫、磷和铁等,为一种低碳钢板。热轧带钢的生产过程是通过加热钢坯,在高温下进行轧制成型。热轧带钢具有以下特点:(1)高强度:热轧带钢的强度较高,是强度和韧性的良好平衡。(2)成本低:相对于