
热轧SPA-H带钢表面点状翘皮缺陷的控制方法.pdf

春波****公主

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热轧SPA-H带钢表面点状翘皮缺陷的控制方法.pdf
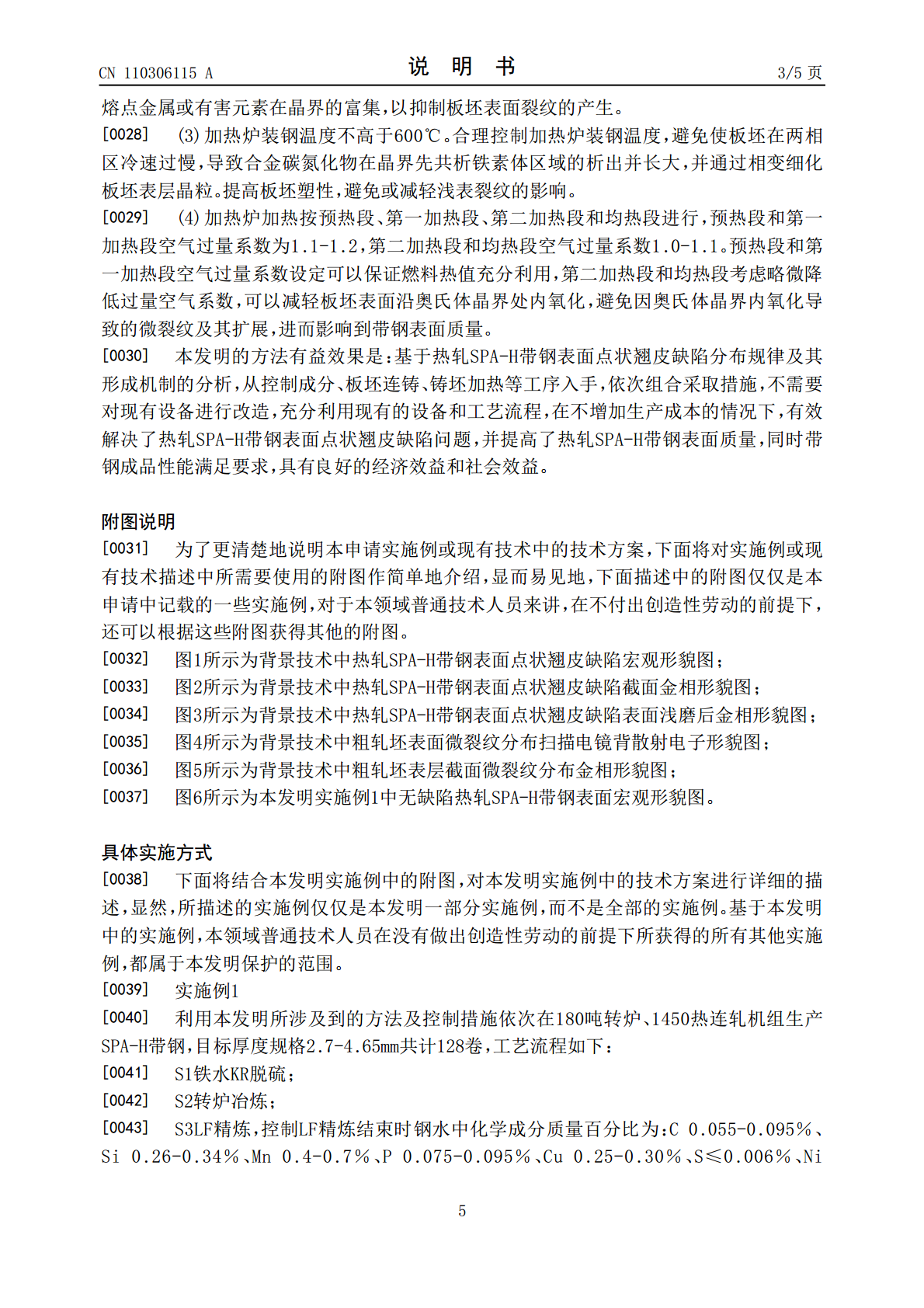
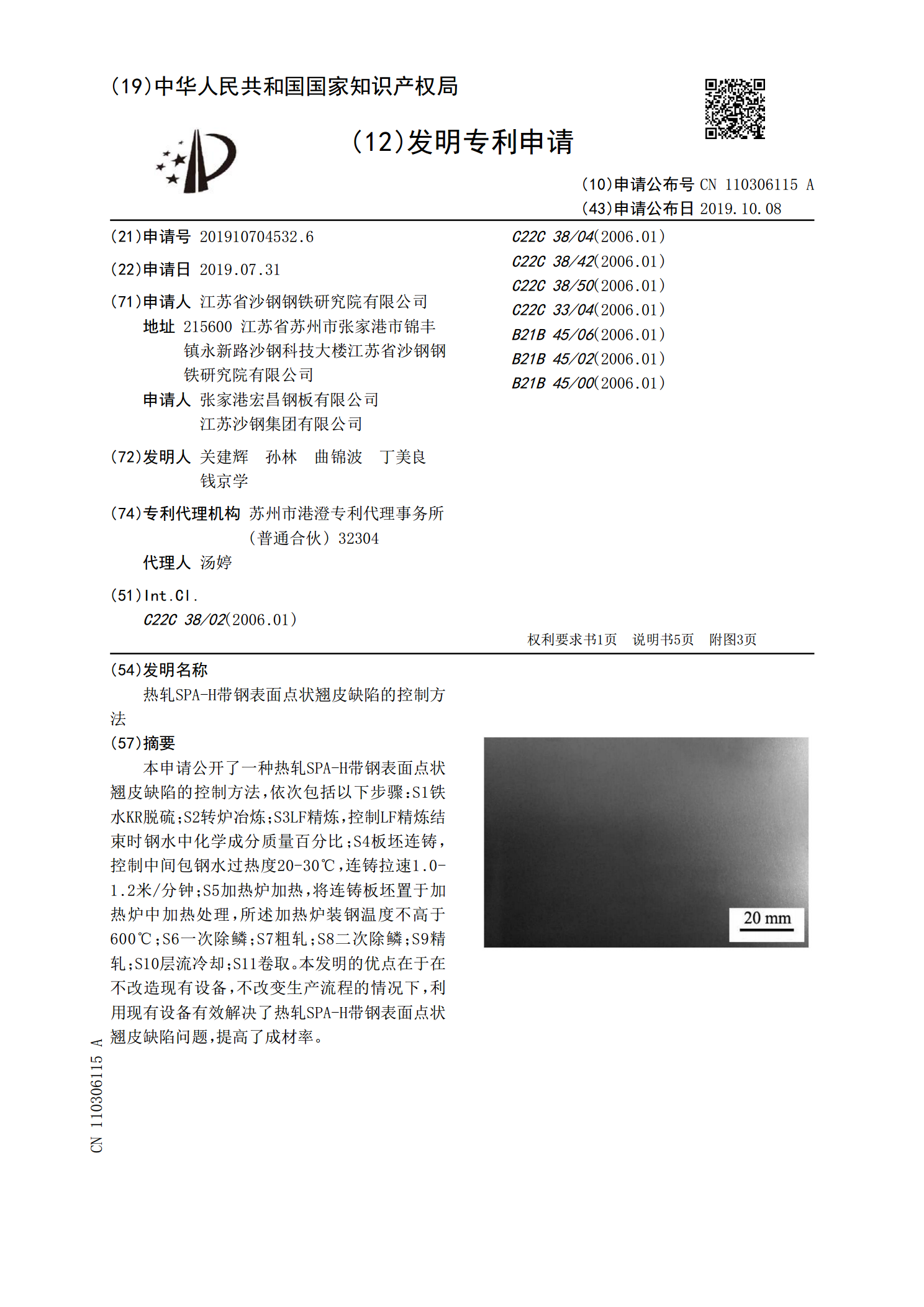
本申请公开了一种热轧SPA‑H带钢表面点状翘皮缺陷的控制方法,依次包括以下步骤:S1铁水KR脱硫;S2转炉冶炼;S3LF精炼,控制LF精炼结束时钢水中化学成分质量百分比;S4板坯连铸,控制中间包钢水过热度20‑30℃,连铸拉速1.0‑1.2米/分钟;S5加热炉加热,将连铸板坯置于加热炉中加热处理,所述加热炉装钢温度不高于600℃;S6一次除鳞;S7粗轧;S8二次除鳞;S9精轧;S10层流冷却;S11卷取。本发明的优点在于在不改造现有设备,不改变生产流程的情况下,利用现有设备有效解决了热轧SPA‑H带钢表面
消除热连轧带钢边部翘皮缺陷的方法及该方法生产的带钢.pdf
本发明属于炼钢技术领域,具体涉及一种消除热连轧带钢边部翘皮缺陷的方法及该方法生产的带钢。将连铸坯置于步进式加热炉中加热,在1220‑1270℃保温50‑80min;铸坯出炉后采用除鳞箱除鳞,进入粗轧机轧制,开轧温度1100℃‑1150℃,粗轧轧制5~7道次,其中前2个道次不投入粗轧除鳞水,以获得较高的中间坯温度,使整个粗轧阶段中间坯温度均处于塑性区,粗轧第2道次之后粗轧除鳞水全部投入,消除中间坯表面氧化铁皮;随后进入精轧机组轧制,终轧温度850℃‑930℃;层流冷却后卷取,卷取温度500℃‑750℃,最终
一种热轧带钢生产精轧翘头控制方法.pdf
一种热轧带钢翘头控制方法,包括下述步骤:(1)利用精轧除鳞前下喷水改善厚度方向温度差异,开启精轧除鳞前的下喷水,以降低带钢下表温度,减少前机架的翘头发生,(2)轧制时空过F2~F4间的一个机架。由于带钢在高温下热量的损失以热辐射为主,中间坯在辊道上传输时,上表热辐射损失大于下表面,容易造成中间坯下表面温度高于上表面,就会导致轧制过程中带钢下表延伸大于上表,出现翘头现象。根据本发明,采用开启精轧除鳞前的下喷水以降低带钢下表温度,减少前机架的翘头发生。
一种热轧钢板边部翘皮的控制方法.pdf
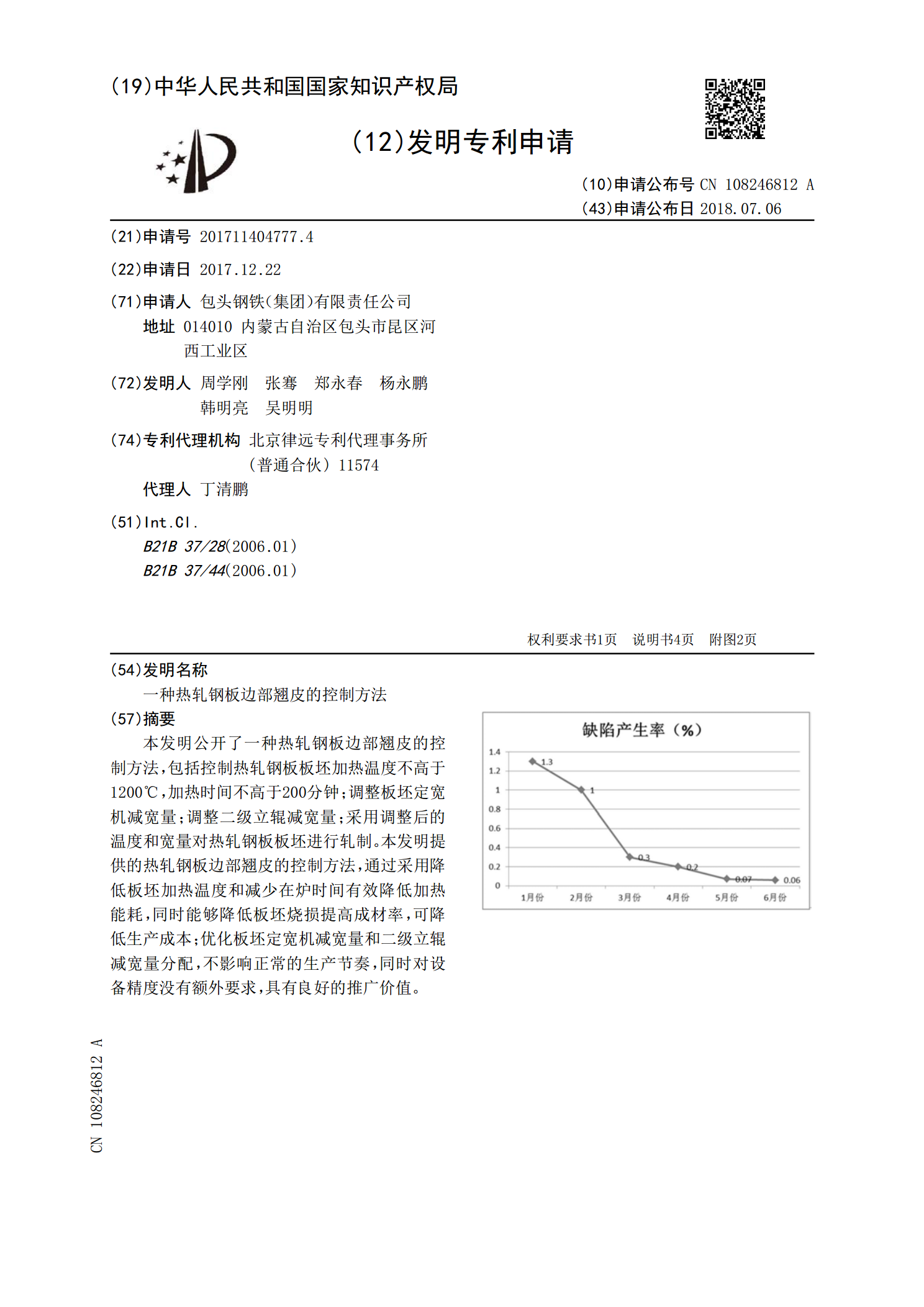
本发明公开了一种热轧钢板边部翘皮的控制方法,包括控制热轧钢板板坯加热温度不高于1200℃,加热时间不高于200分钟;调整板坯定宽机减宽量;调整二级立辊减宽量;采用调整后的温度和宽量对热轧钢板板坯进行轧制。本发明提供的热轧钢板边部翘皮的控制方法,通过采用降低板坯加热温度和减少在炉时间有效降低加热能耗,同时能够降低板坯烧损提高成材率,可降低生产成本;优化板坯定宽机减宽量和二级立辊减宽量分配,不影响正常的生产节奏,同时对设备精度没有额外要求,具有良好的推广价值。
热轧带钢层流冷却边部浪形缺陷的控制方法.pdf
本发明提供一种热轧带钢层流冷却边部浪形缺陷的控制方法。本发明的方法为:精轧出口带钢在层流辊道上对中运行,卷取机侧导板中心线与精轧7个机架中心线在一条直线上,对冷却集管边部采用堵木塞方法代替控制系统复杂的边部遮蔽设备;在层流冷却过程中,Bank1至Bank7集管每隔1排对边部0.2m内的集管进行堵塞,Bank1至Bank7工作侧集管每隔3排在原0.2m的基础上往内多堵一个集管;Bank8至Bank13集管每隔2排对边部0.2m内的集管进行堵塞,Bank14、Bank15均作为前段冷却、后段冷却的精调集管,边