
一种新型冷轧高牌号无取向电工钢及其生产方法.pdf

醉香****mm

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型冷轧高牌号无取向电工钢及其生产方法.pdf
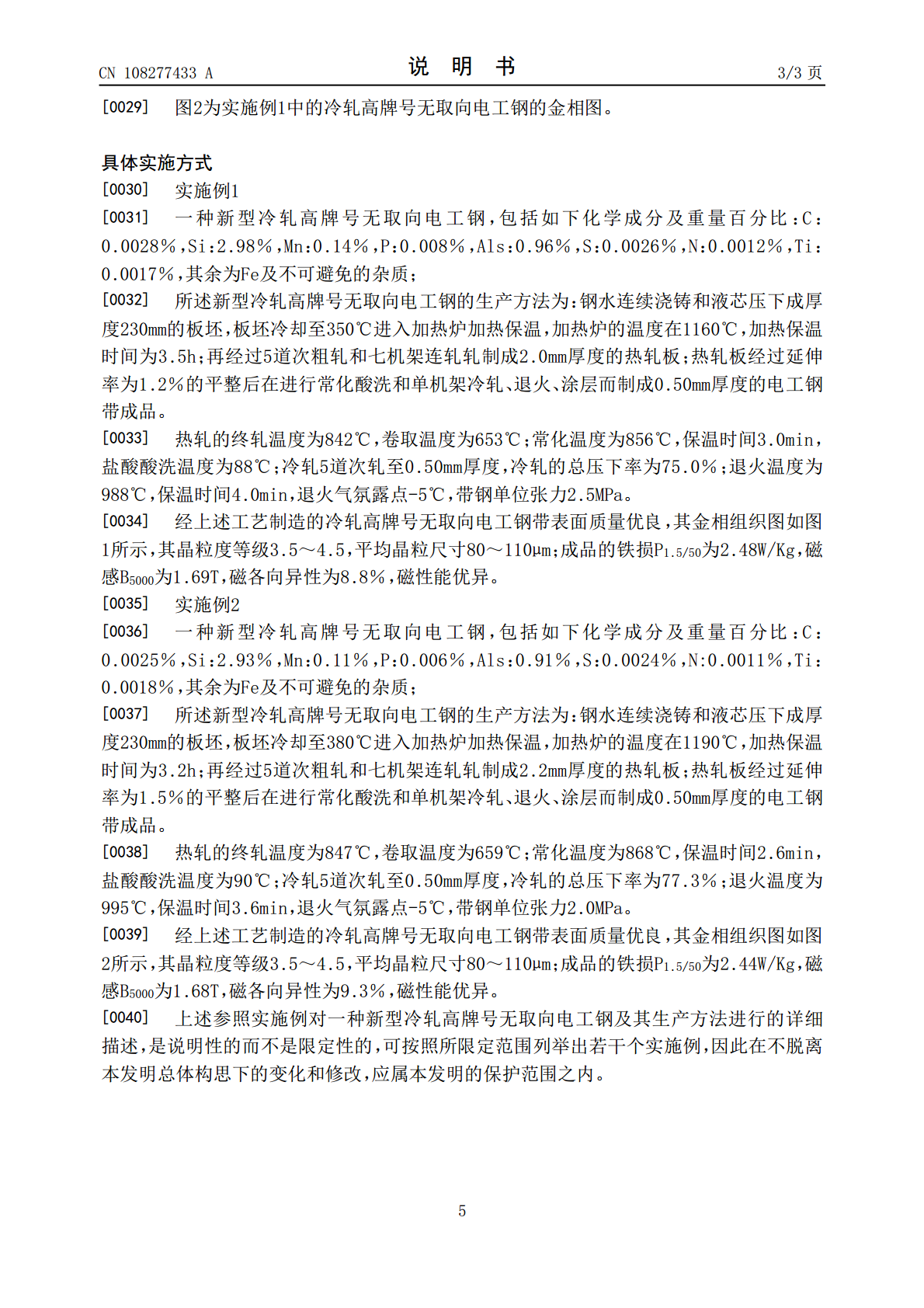
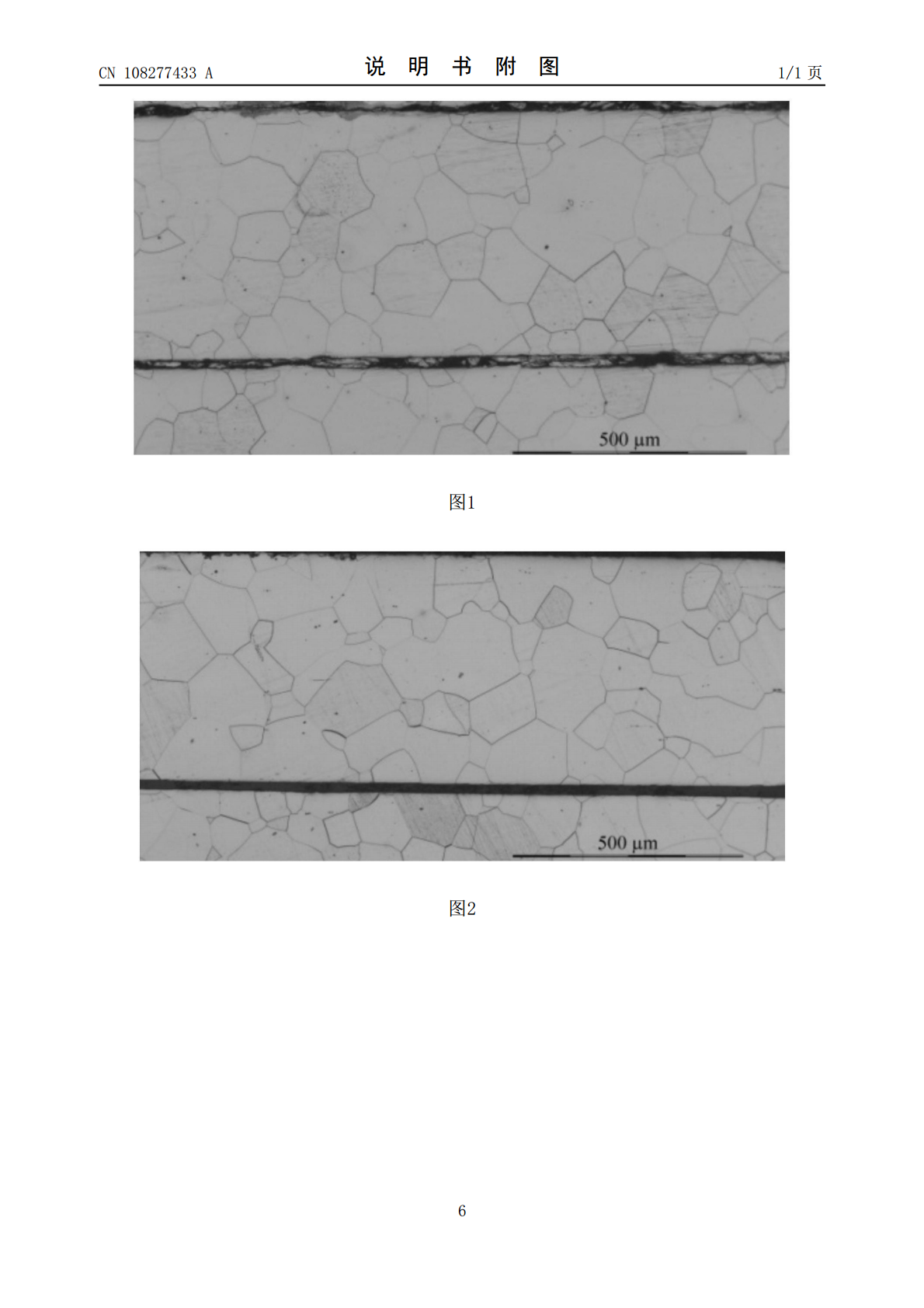
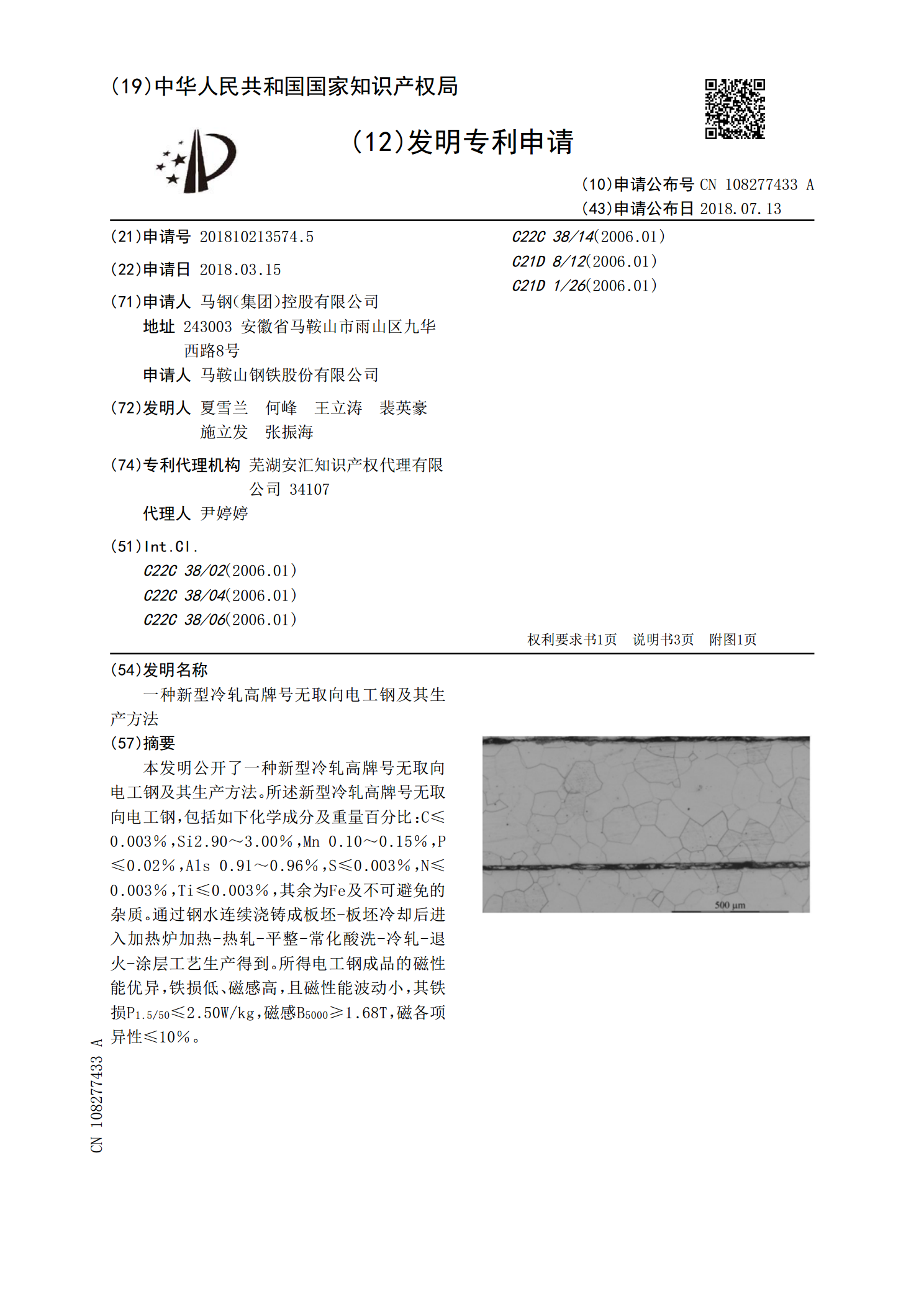
本发明公开了一种新型冷轧高牌号无取向电工钢及其生产方法。所述新型冷轧高牌号无取向电工钢,包括如下化学成分及重量百分比:C≤0.003%,Si2.90~3.00%,Mn0.10~0.15%,P≤0.02%,Als0.91~0.96%,S≤0.003%,N≤0.003%,Ti≤0.003%,其余为Fe及不可避免的杂质。通过钢水连续浇铸成板坯‑板坯冷却后进入加热炉加热‑热轧‑平整‑常化酸洗‑冷轧‑退火‑涂层工艺生产得到。所得电工钢成品的磁性能优异,铁损低、磁感高,且磁性能波动小,其铁损P
一种中牌号冷轧无取向电工钢的制造方法.pdf
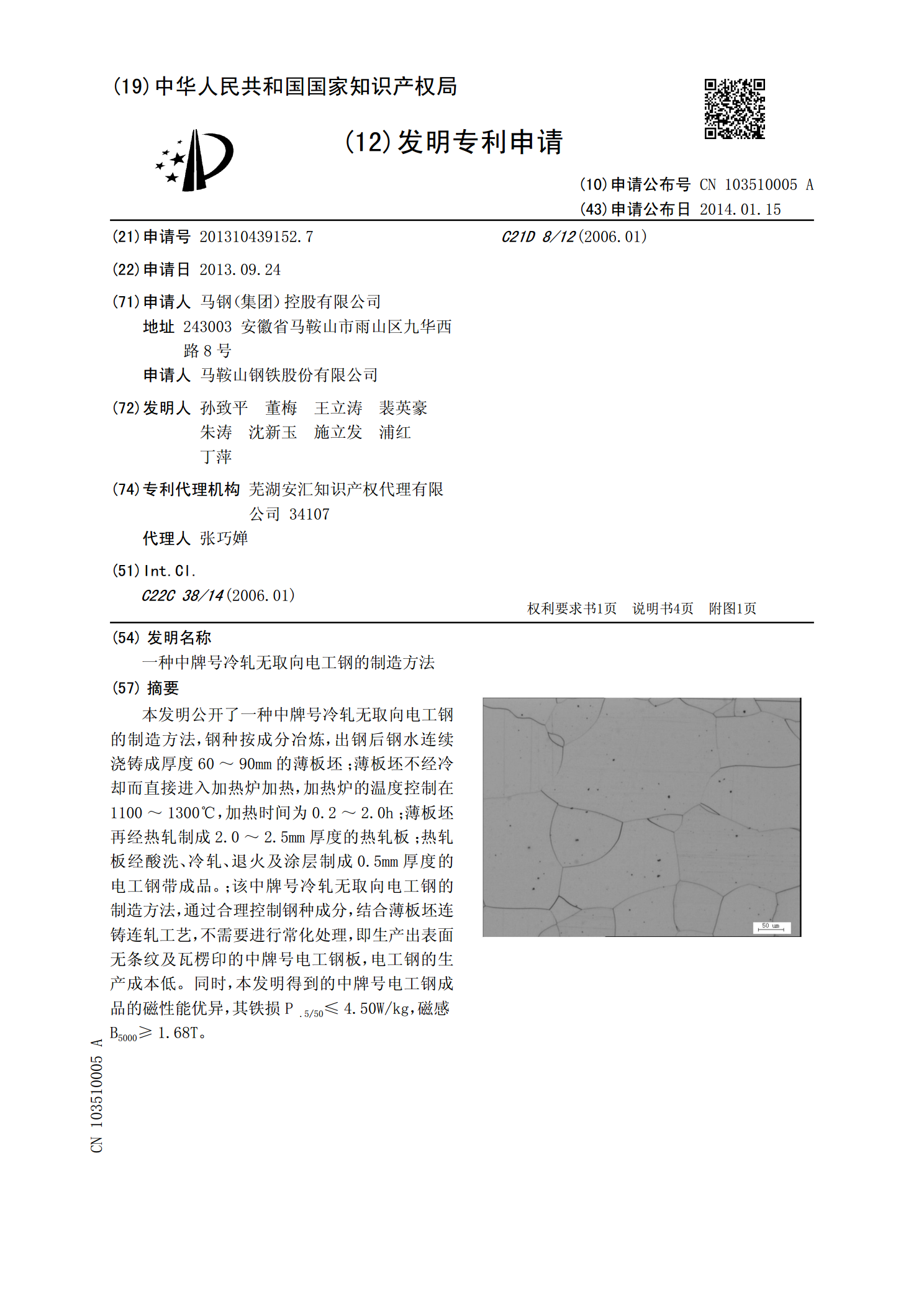
本发明公开了一种中牌号冷轧无取向电工钢的制造方法,钢种按成分冶炼,出钢后钢水连续浇铸成厚度60~90mm的薄板坯;薄板坯不经冷却而直接进入加热炉加热,加热炉的温度控制在1100~1300℃,加热时间为0.2~2.0h;薄板坯再经热轧制成2.0~2.5mm厚度的热轧板;热轧板经酸洗、冷轧、退火及涂层制成0.5mm厚度的电工钢带成品。;该中牌号冷轧无取向电工钢的制造方法,通过合理控制钢种成分,结合薄板坯连铸连轧工艺,不需要进行常化处理,即生产出表面无条纹及瓦楞印的中牌号电工钢板,电工钢的生产成本低。同时,本发
一种低牌号冷轧无取向电工钢的制造方法.pdf
本发明公开了一种低牌号冷轧无取向电工钢的制造方法,钢种按成分冶炼,钢水连续浇铸成厚度60~90mm的薄板坯;薄板坯不经冷却而直接进入加热炉加热,加热炉的温度控制在1150~1250℃,加热时间为0.3~2.0h;薄板坯再经热轧制成2.0~2.2mm厚度的热轧板;热轧板经酸洗连轧、退火和涂层而制成0.5mm厚度的电工钢带成品;本发明通过合理调整控制钢种化学成分配比,将钢中Si含量控制在0.15%以下,采用薄板坯连铸连轧工艺,电工钢的生产成本低,经济性好;同时,本发明得到的电工钢成品的磁性能优异,铁损P1.5
一种高牌号冷轧无取向硅钢的制造方法.pdf
本发明涉及一种高牌号冷轧无取向硅钢的制造方法,它包括依次的步骤:I将碳含量0.02%-0.05%,氧含量0.04%-0.08%,温度≥1590℃的钢水兑入钢包;II将钢水包开至钢包炉扒渣位扒渣,将渣厚控制在20mm以下;III在钢包炉造渣升温,每吨钢水加入石灰3.8±0.2Kg,萤石1.3±0.2Kg,送电升温至不低于1630℃;IV将钢水包吊至真空脱碳设备中进行真空处理,抽真空开始后3分钟将真空度抽至1mbar以下;V加入铝和硅,每吨钢水加硅铁42±4Kg,另外每脱0.001%的S,每吨钢水加1±0.2
一种低牌号无取向电工钢及其制造方法.pdf
本发明公开了一种低牌号无取向电工钢的制造方法,包括:在炼钢时,增加所述低牌号无取向电工钢的板坯的铝元素含量,增加量按重量百分比计为0.08%~0.12%;在热轧板坯加热时,控制所述板坯的出炉温度为1150℃~1200℃;在热轧粗轧时,控制所述板坯的粗轧RT2温度为1000~1050℃;上述方法通过提高铝含量,以升高低牌号无取向电工钢的相转变温度,再结合板坯的出炉温度控制和粗轧RT2温度控制,保证低牌号无取向电工钢在精轧过程中不会因为相变区轧制而产生轧制力波动,从而稳定精轧轧制过程,提高精轧后低牌号无取向电