
动车组驱动装置用轮毂锻造模具及其生产工艺.pdf

景山****魔王

1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

动车组驱动装置用轮毂锻造模具及其生产工艺.pdf
本发明涉及一种动车组驱动装置用轮毂锻造模具及其生产工艺,其生产步骤是:先进行锯切下料步骤再将下好的原材料依次放入加热炉650℃保温;再进行变形制坯步骤;再是进行锻制成形步骤;再是进行锻后热处理步骤;最后进行机加工步骤,机加工采用加工回转直径过800的普通卧式车床进行车削加工,按尺寸进行机加工,完成后探伤,尺寸检查入库。采用胎模锻的生产方式,生产出加工余量小,金属线性流向充分保证,产品机械性能稳定的动车组齿轮箱驱动装置中轮毂坯,得到高寿命高性能,高性价比的产品。

动车组车轮轮毂直径检测装置及其使用方法.pdf
本发明的动车组车轮轮毂直径检测装置及其使用方法属于轨道车辆轮毂直径检测装置及检测方法领域,该轮毂直径检测装置能够很好地适应轮毂的直径检测特征,其可根据轮毂的内、外端面圆环平面的轴向高度设定自身两个高度定位座的预置高度,通过载有球头定位点的电子游标测量端座精确地测量所加工轮毂的实际直径数值,并直接将所检测出的直径数值显示在数字液晶显示屏上。该直径检测装置能大幅提高动车组国产化轮毂直径的检测效率,并通过后续计算获得精确的加工误差,给后续的消除误差的补救工序提供精确定量的误差数值依据,该装置能够大幅提高检测效率
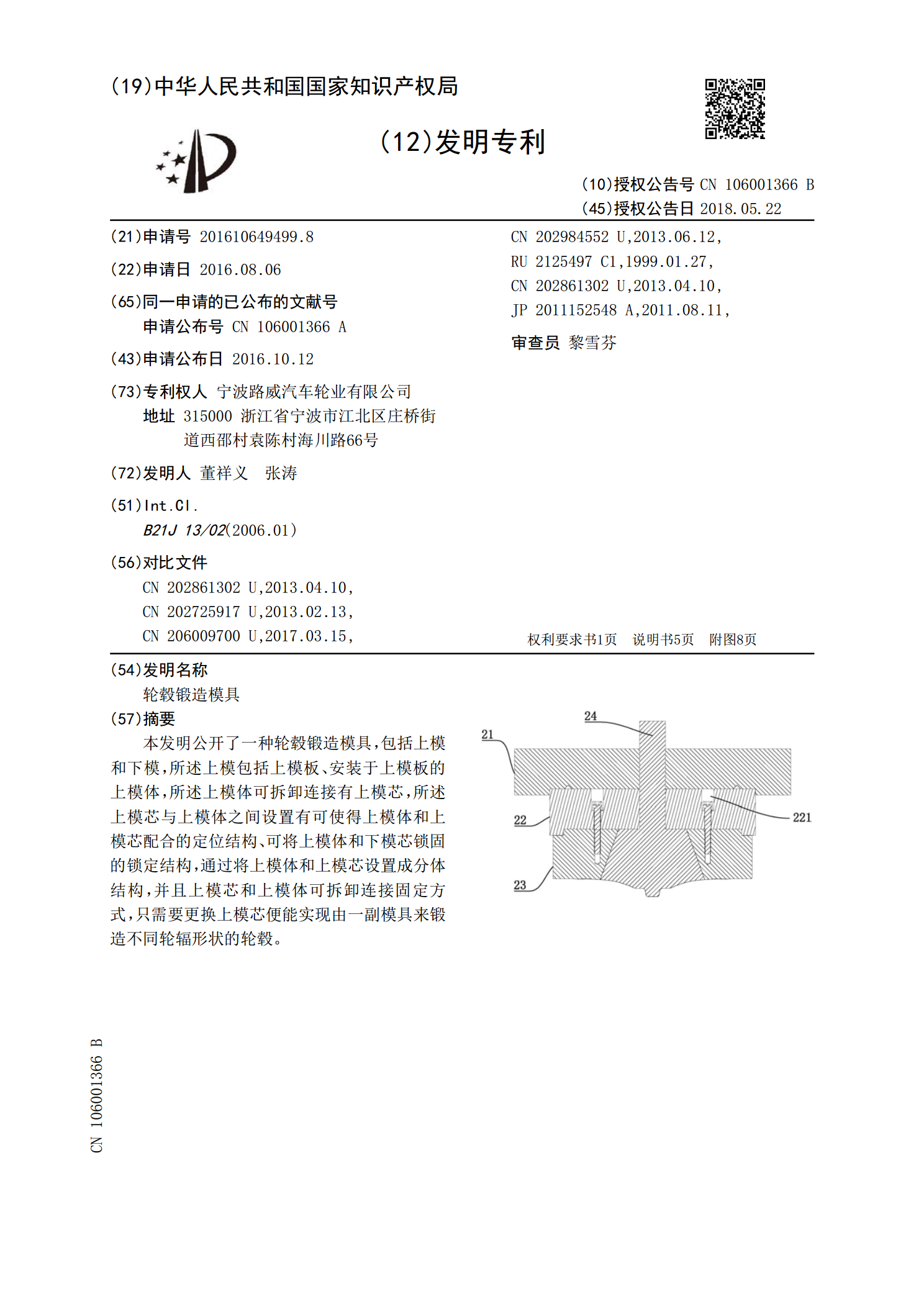
轮毂锻造模具.pdf
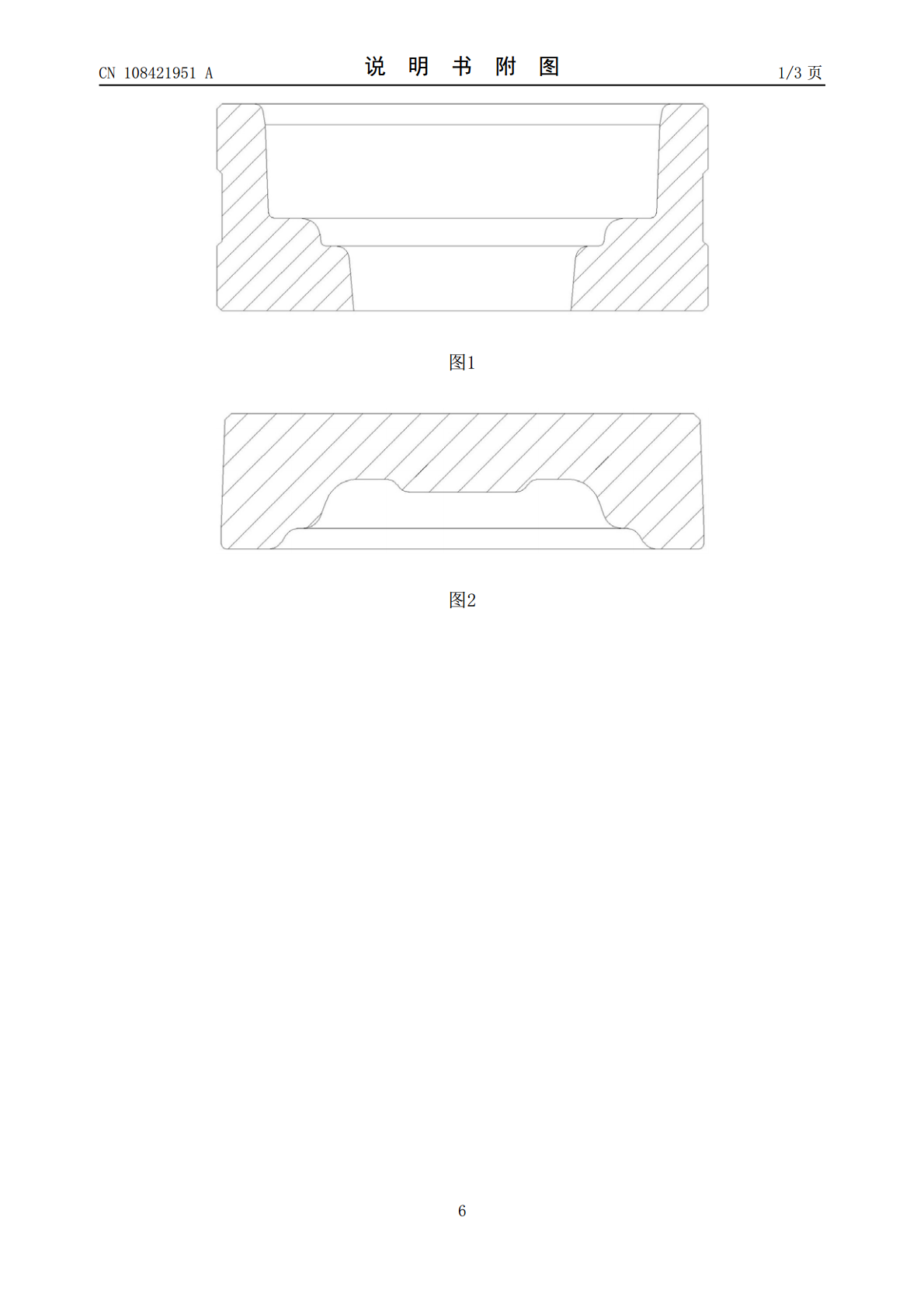
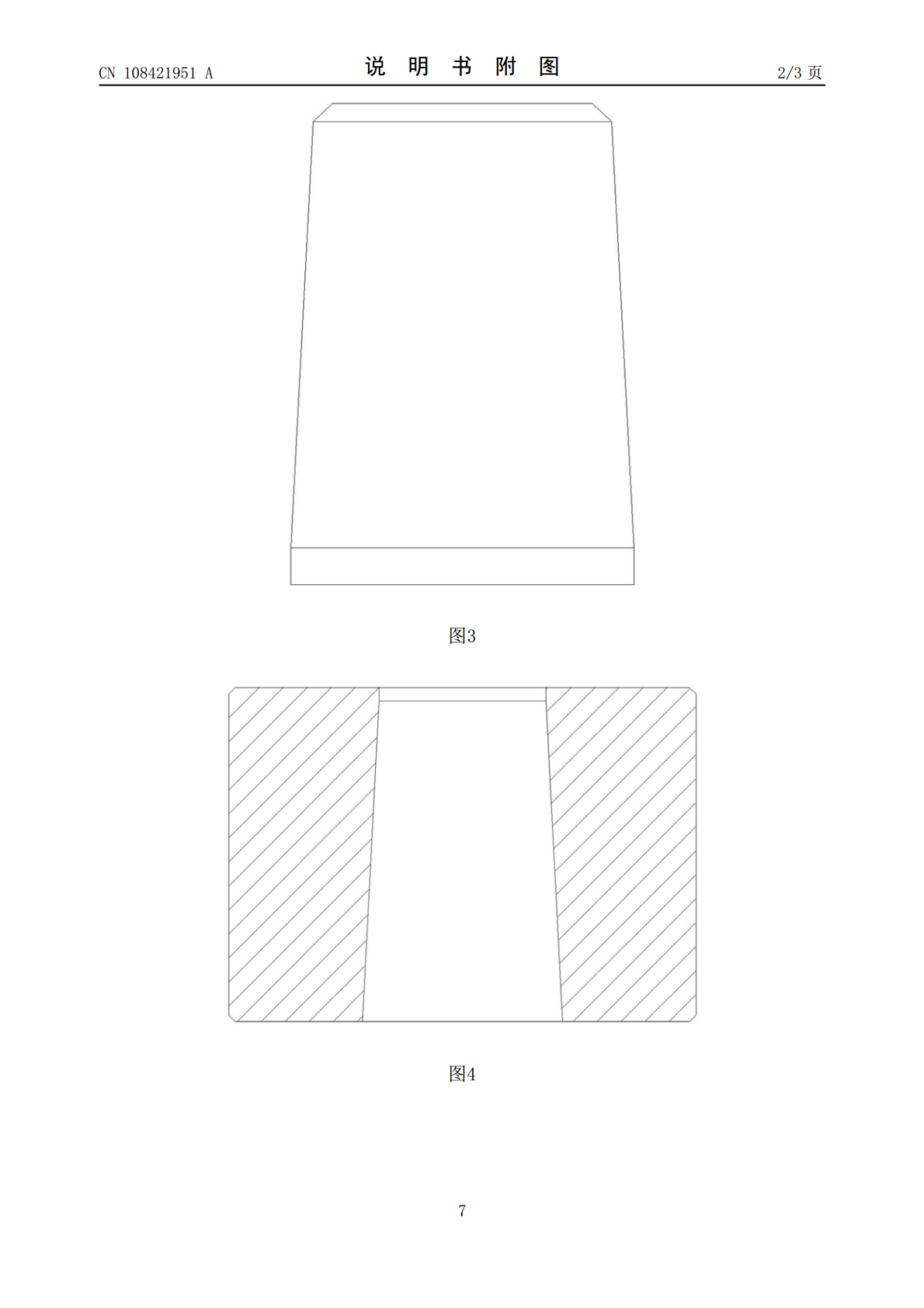
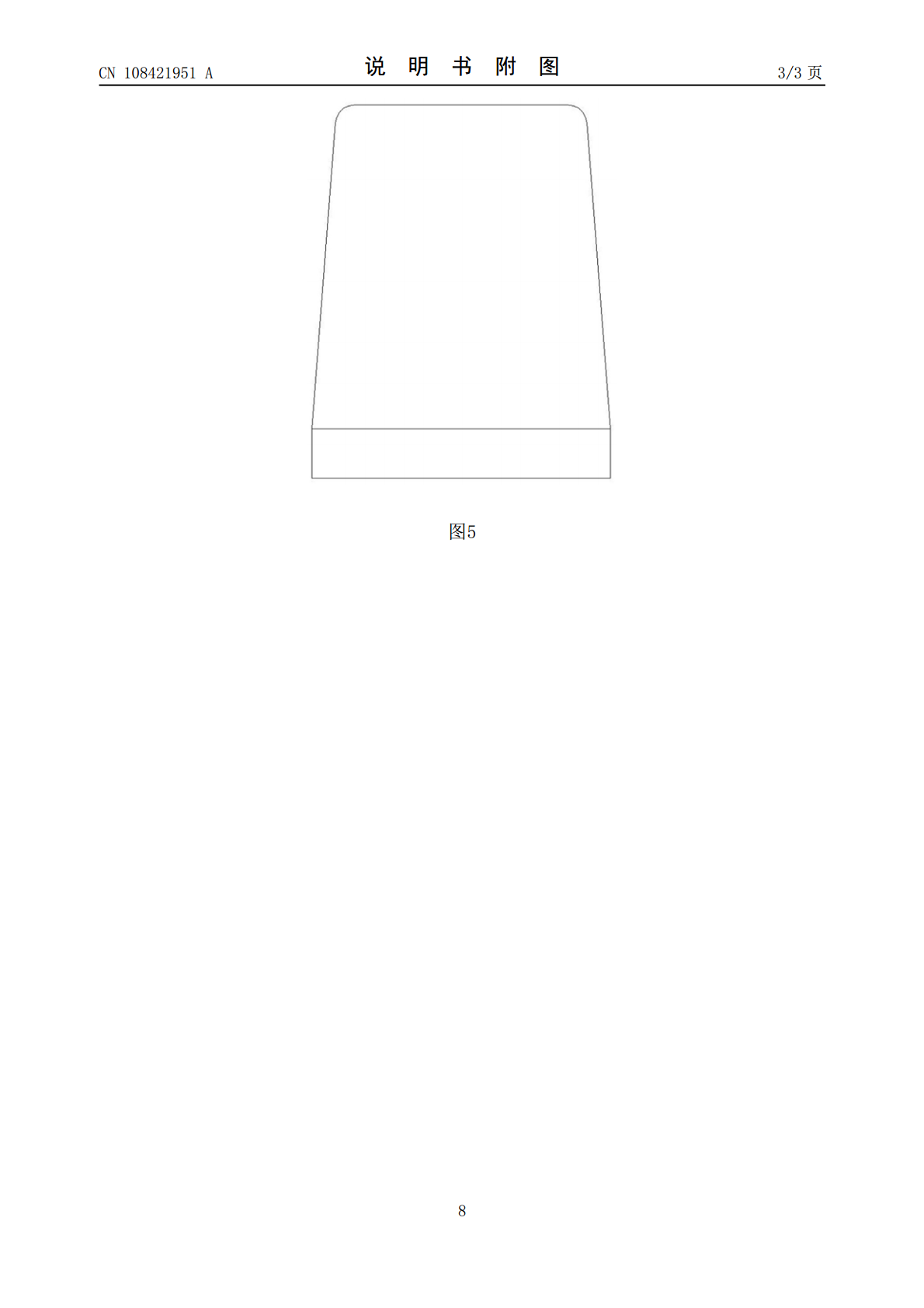
本发明公开了一种轮毂锻造模具,包括上模和下模,所述上模包括上模板、安装于上模板的上模体,所述上模体可拆卸连接有上模芯,所述上模芯与上模体之间设置有可使得上模体和上模芯配合的定位结构、可将上模体和下模芯锁固的锁定结构,通过将上模体和上模芯设置成分体结构,并且上模芯和上模体可拆卸连接固定方式,只需要更换上模芯便能实现由一副模具来锻造不同轮辐形状的轮毂。
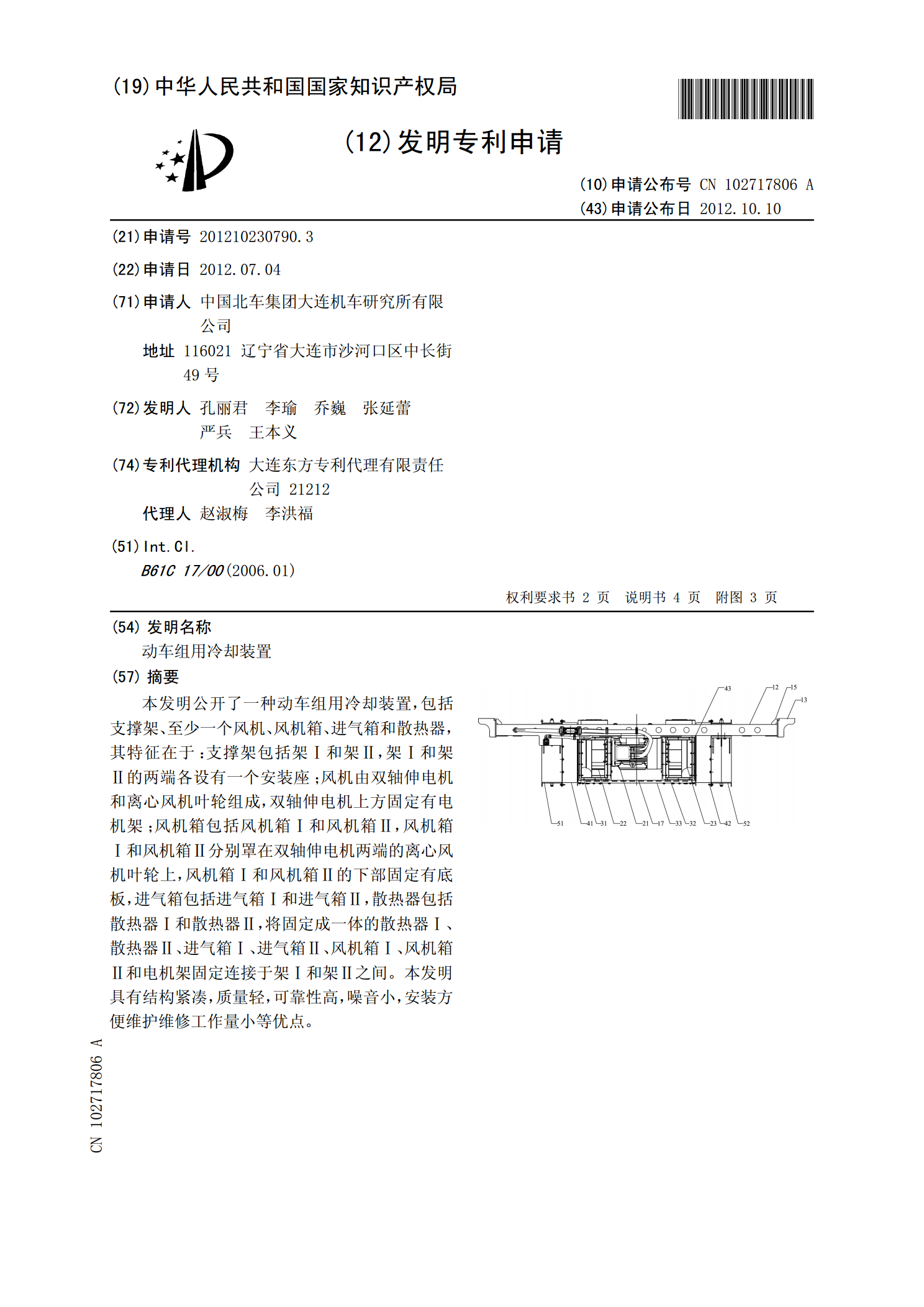
动车组用冷却装置.pdf
本发明公开了一种动车组用冷却装置,包括支撑架、至少一个风机、风机箱、进气箱和散热器,其特征在于:支撑架包括架Ⅰ和架Ⅱ,架Ⅰ和架Ⅱ的两端各设有一个安装座;风机由双轴伸电机和离心风机叶轮组成,双轴伸电机上方固定有电机架;风机箱包括风机箱Ⅰ和风机箱Ⅱ,风机箱Ⅰ和风机箱Ⅱ分别罩在双轴伸电机两端的离心风机叶轮上,风机箱Ⅰ和风机箱Ⅱ的下部固定有底板,进气箱包括进气箱Ⅰ和进气箱Ⅱ,散热器包括散热器Ⅰ和散热器Ⅱ,将固定成一体的散热器Ⅰ、散热器Ⅱ、进气箱Ⅰ、进气箱Ⅱ、风机箱Ⅰ、风机箱Ⅱ和电机架固定连接于架Ⅰ和架Ⅱ之间。本发
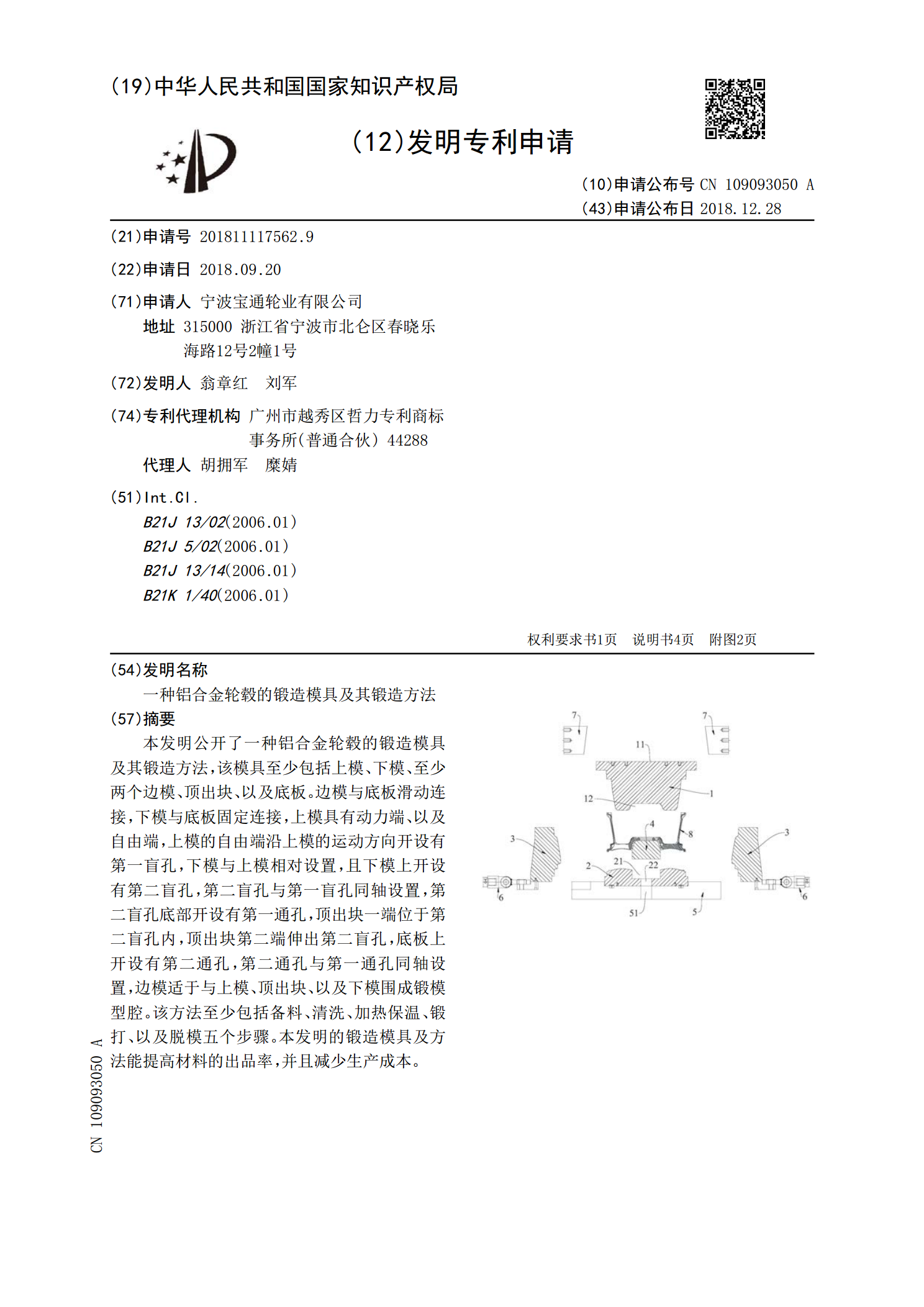
一种铝合金轮毂的锻造模具及其锻造方法.pdf
本发明公开了一种铝合金轮毂的锻造模具及其锻造方法,该模具至少包括上模、下模、至少两个边模、顶出块、以及底板。边模与底板滑动连接,下模与底板固定连接,上模具有动力端、以及自由端,上模的自由端沿上模的运动方向开设有第一盲孔,下模与上模相对设置,且下模上开设有第二盲孔,第二盲孔与第一盲孔同轴设置,第二盲孔底部开设有第一通孔,顶出块一端位于第二盲孔内,顶出块第二端伸出第二盲孔,底板上开设有第二通孔,第二通孔与第一通孔同轴设置,边模适于与上模、顶出块、以及下模围成锻模型腔。该方法至少包括备料、清洗、加热保温、锻打、