
动车组车轮轮毂直径检测装置及其使用方法.pdf

睿达****的的


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

动车组车轮轮毂直径检测装置及其使用方法.pdf
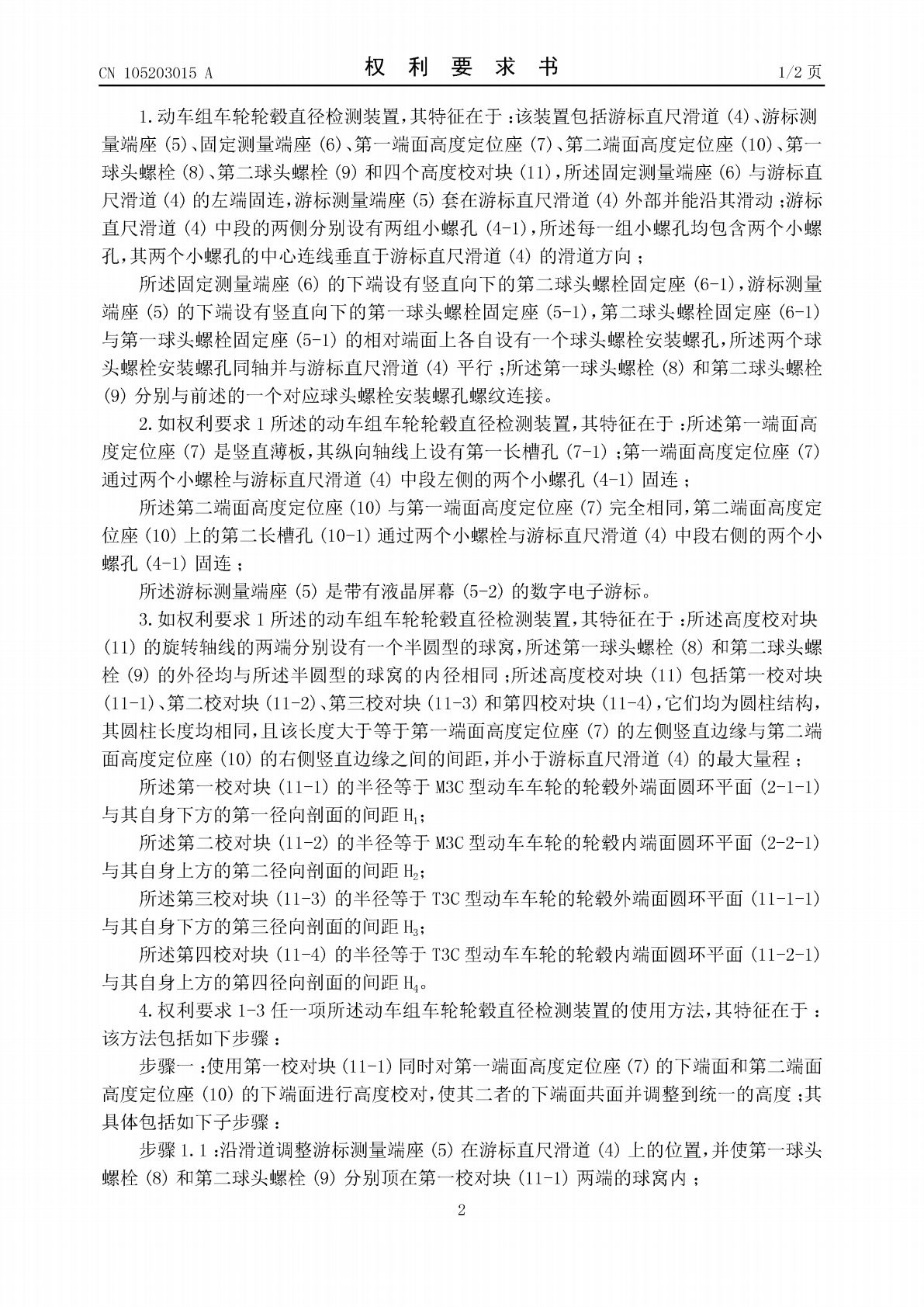
本发明的动车组车轮轮毂直径检测装置及其使用方法属于轨道车辆轮毂直径检测装置及检测方法领域,该轮毂直径检测装置能够很好地适应轮毂的直径检测特征,其可根据轮毂的内、外端面圆环平面的轴向高度设定自身两个高度定位座的预置高度,通过载有球头定位点的电子游标测量端座精确地测量所加工轮毂的实际直径数值,并直接将所检测出的直径数值显示在数字液晶显示屏上。该直径检测装置能大幅提高动车组国产化轮毂直径的检测效率,并通过后续计算获得精确的加工误差,给后续的消除误差的补救工序提供精确定量的误差数值依据,该装置能够大幅提高检测效率

一种汽车轮毂轴圆度检测修整装置及其使用方法.pdf
本发明公开了一种汽车轮毂轴圆度检测修整装置及其使用方法,包括固定底座,所述固定底座的顶部通过支撑杆固定连接有顶板,所述固定底座的表面从前到后分别固定连接有固定座和驱动电机,所述固定座的内腔固定连接有轴顶块,所述顶板的顶部滑动连接有测量杆,本发明涉及轴圆度检测技术领域。该汽车轮毂轴圆度检测修整装置及其使用方法,三爪卡盘带动轮毂轴以轮毂轴为圆心转动,轮毂轴转动时表面顶动顶球,带动顶球在限位架里运动,带动测量杆上下运动,位移传感器运动,将位移信号通过显示屏幕显示出来,对轮毂轴的圆度进行检测,固定简单,测量方便,

动车组驱动装置用轮毂锻造模具及其生产工艺.pdf
本发明涉及一种动车组驱动装置用轮毂锻造模具及其生产工艺,其生产步骤是:先进行锯切下料步骤再将下好的原材料依次放入加热炉650℃保温;再进行变形制坯步骤;再是进行锻制成形步骤;再是进行锻后热处理步骤;最后进行机加工步骤,机加工采用加工回转直径过800的普通卧式车床进行车削加工,按尺寸进行机加工,完成后探伤,尺寸检查入库。采用胎模锻的生产方式,生产出加工余量小,金属线性流向充分保证,产品机械性能稳定的动车组齿轮箱驱动装置中轮毂坯,得到高寿命高性能,高性价比的产品。
动车组车轮故障监测的方法、装置和系统.pdf
本发明提供一种动车组车轮故障监测的方法、装置和系统,该方法包括:获取车体对应区域的噪声信号,所述车体设置在动车组的转向架上,所述转向架上设置有多个轴箱,每个所述轴箱设置在所述转向架的一个车轮处,所述轴箱与所述车轮一一对应;根据噪声信号判断是否有设置在所述转向架上的车轮存在故障;若判断结果为是,根据获取的各所述轴箱的振动加速度信号确定存在故障的车轮。本发明能够实现快速地识别车轮故障和准确找出故障车轮,降低动车组运行的安全隐患。

一种轮毂直径测量装置及使用方法.pdf
本发明涉及一种轮毂直径测量装置,包括基板、编码器以及传动单元,所述基板为两块且对称安装在上产线上,两个基板上分别对称安装有传动单元,每个传动单元用于驱动固装在基板上的编码器。本测量装置通过两个滑块之间的移动距离可快速测得轮毂的直径,并通过弹簧可将滑块复位等待下测量下一个轮毂直径。本发明设计科学合理、结构简单,成本低廉,易于制作,可快速测量出轮毂的直径。