
一种全轻薄料废钢电炉冶炼方法及冶炼系统.pdf

Th****s3

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种全轻薄料废钢电炉冶炼方法及冶炼系统.pdf
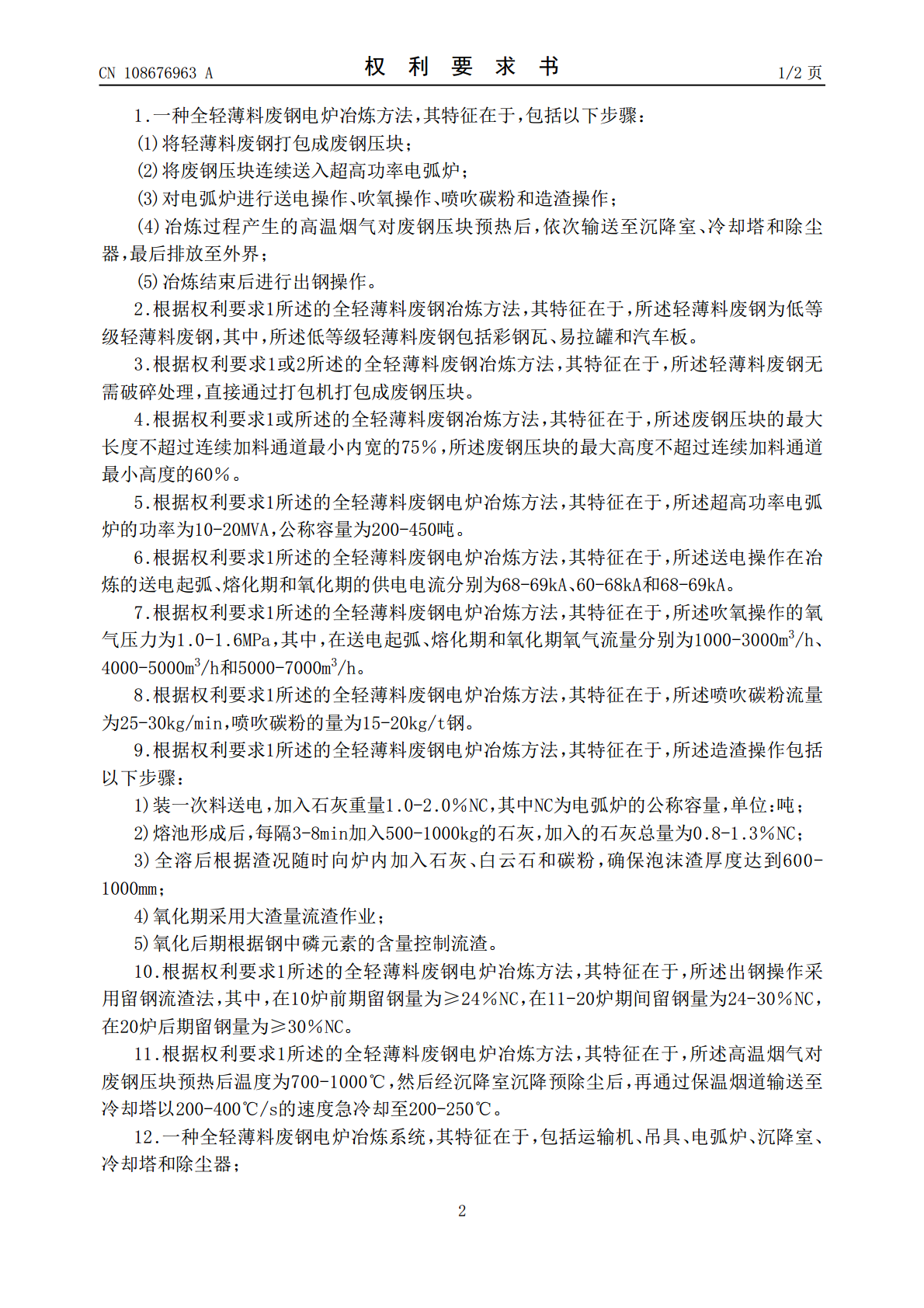
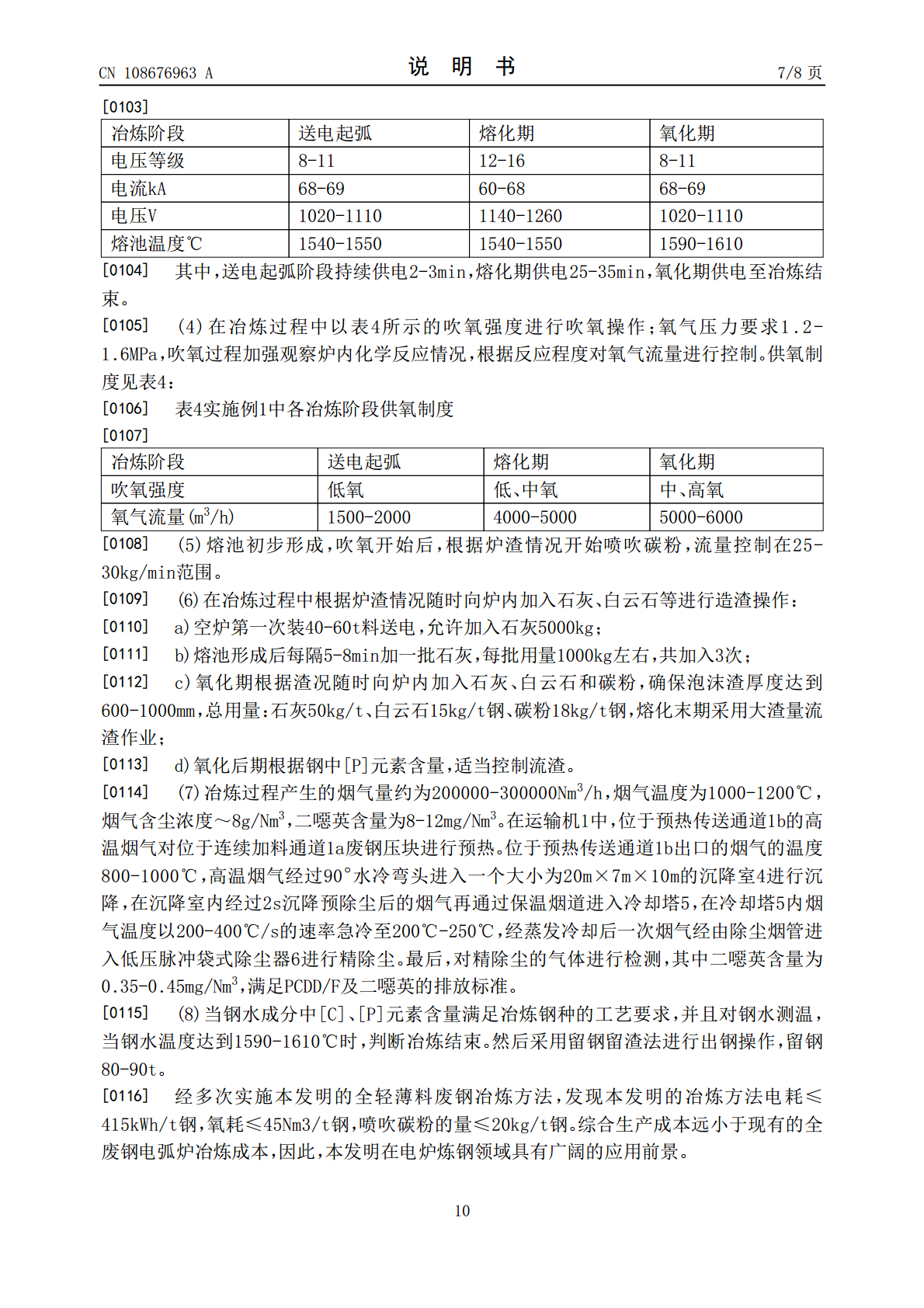
本发明涉及电炉炼钢领域,尤其涉及一种全轻薄料废钢电炉冶炼方法及冶炼系统。其中,全轻薄料废钢电炉冶炼方法包括以下步骤:(1)将轻薄料废钢打包成废钢压块;(2)将废钢压块连续送入超高功率电弧炉;(3)对电弧炉进行送电操作、吹氧操作、喷吹碳粉和造渣操作;(4)冶炼过程产生的高温烟气对废钢压块预热后,依次输送至沉降室、冷却塔和除尘器,最后排放至外界;(5)冶炼结束后进行出钢操作。本发明的冶炼系统包括运输机、吊具、电弧炉、沉降室、冷却塔和除尘器。本发明的全轻薄料废钢电炉冶炼方法及冶炼系统具有对环境友好、工序简单、能
电炉全废钢冶炼工艺.pdf
本申请公开了一种电炉全废钢冶炼工艺,包括:步骤1:配置第一料包和第二料包;步骤2:钢水冶炼,将第一料包加入电弧炉内,降下电极开始通电,同时炉壁枪由吹扫模式改为预热模式,当电耗达到50~60kWh/t,炉壁枪开启吹氧模式;当电耗达到150~160kWh/t时,将第二料包加入电弧炉内,通电冶炼,炉壁枪开启预热模式;步骤3:当电耗达到250~280kWh/t时,喷吹碳粉进行造泡沫渣并执行流渣操作;步骤4:当电耗达到350~360kWh/t,钢水温度达到1590~1610℃,执行出钢操作。本申请的一种电炉全废钢冶
一种在转炉内应用轻薄废钢的冶炼方法.pdf
一种在转炉内应用轻薄废钢的冶炼方法,包括以下步骤:利用破碎机将轻薄废钢进行破碎,同时选择粒度为6‑25mm的煤块,按照废钢重量:煤块重量=2‑4,将轻薄废钢与煤块进行掺混打包处理;上一炉出钢及溅渣护炉完成后,堵住出钢口,向转炉内加入轻薄废钢与煤块的打包块,此后下氧枪进行吹氧,燃烧煤块,加热废钢;当废钢被加热到半熔融状态开始滴液时,提起氧枪,向转炉内兑入铁水,再降下氧枪开始吹炼;当钢水成分、温度满足出钢要求后,停止吹炼,出钢。本发明一方面充分利用国内现有的轻薄废钢资源,实现废钢资源的循环利用,另一方面降低了
一种电炉全废钢冶炼的配料方法及冶炼工艺及一种石墨压球.pdf
本发明属于钢铁冶炼技术领域,具体提供了一种石墨压球,其组成成分,按照重量百分比,土状石墨矿85‑95%,膨润土1‑5%,工业糊精1‑11%。在电炉全废钢冶炼的配料方法中,采用石墨压球和废钢部分代替和全部代替生铁配碳。进行配料后,采用以下炼钢工序:EBT电炉—LF精炼炉—VD真空炉—中方坯连铸,采用压球粘合工艺生产石墨压球技术,可以在电炉全废钢冶炼代替生铁配碳。该方案保护利用了资源,也净化了环境,又可生产出炼钢需求的高质量石墨产品。同时在电炉全废钢冶炼使用石墨压块代替生铁配碳,直接装入废钢料罐,通过控制送电
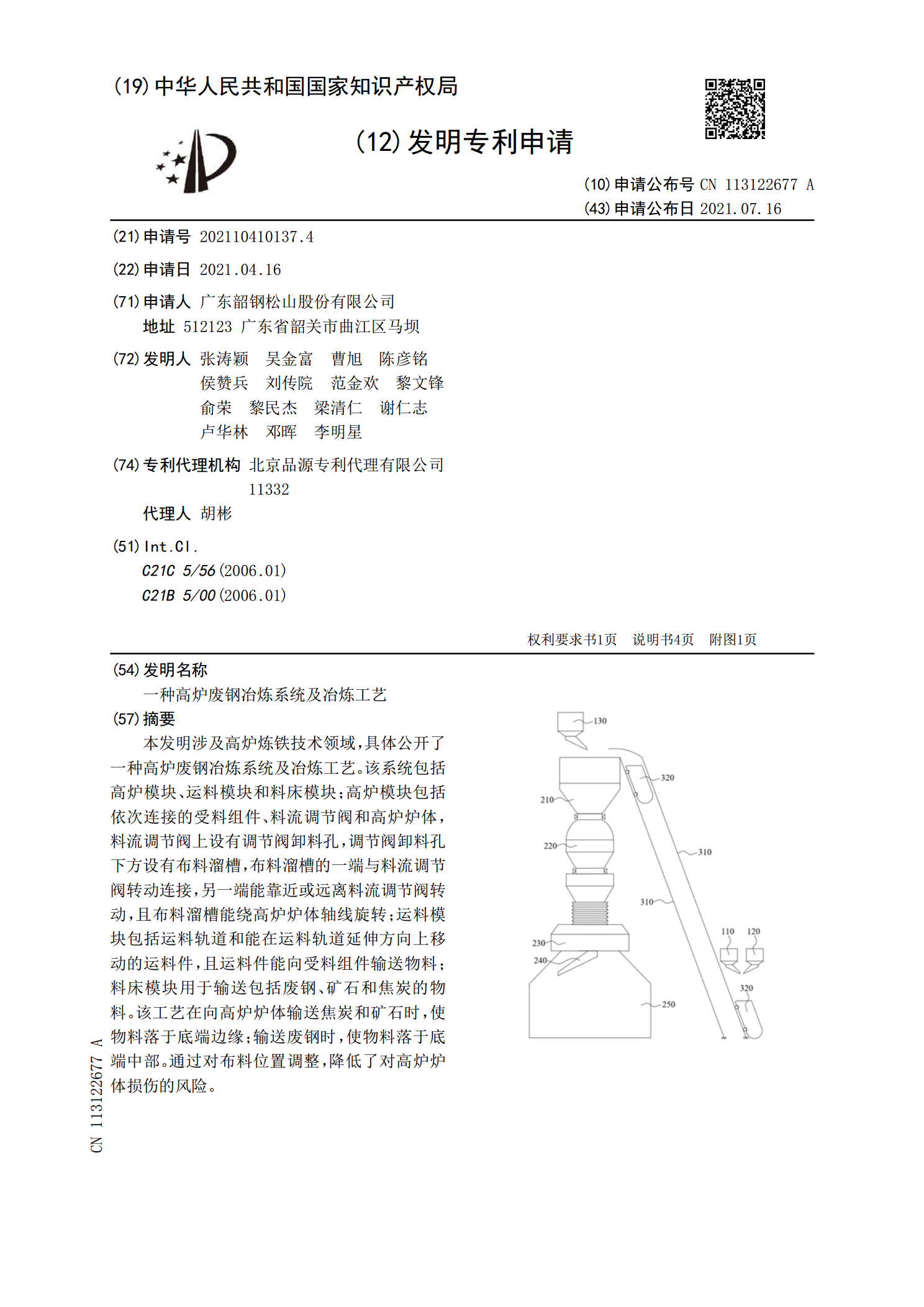
一种高炉废钢冶炼系统及冶炼工艺.pdf
本发明涉及高炉炼铁技术领域,具体公开了一种高炉废钢冶炼系统及冶炼工艺。该系统包括高炉模块、运料模块和料床模块;高炉模块包括依次连接的受料组件、料流调节阀和高炉炉体,料流调节阀上设有调节阀卸料孔,调节阀卸料孔下方设有布料溜槽,布料溜槽的一端与料流调节阀转动连接,另一端能靠近或远离料流调节阀转动,且布料溜槽能绕高炉炉体轴线旋转;运料模块包括运料轨道和能在运料轨道延伸方向上移动的运料件,且运料件能向受料组件输送物料;料床模块用于输送包括废钢、矿石和焦炭的物料。该工艺在向高炉炉体输送焦炭和矿石时,使物料落于底端边