
一种用于熔模精密铸造的蜡模制备方法.pdf

明轩****la


1/7
2/7

3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于熔模精密铸造的蜡模制备方法.pdf
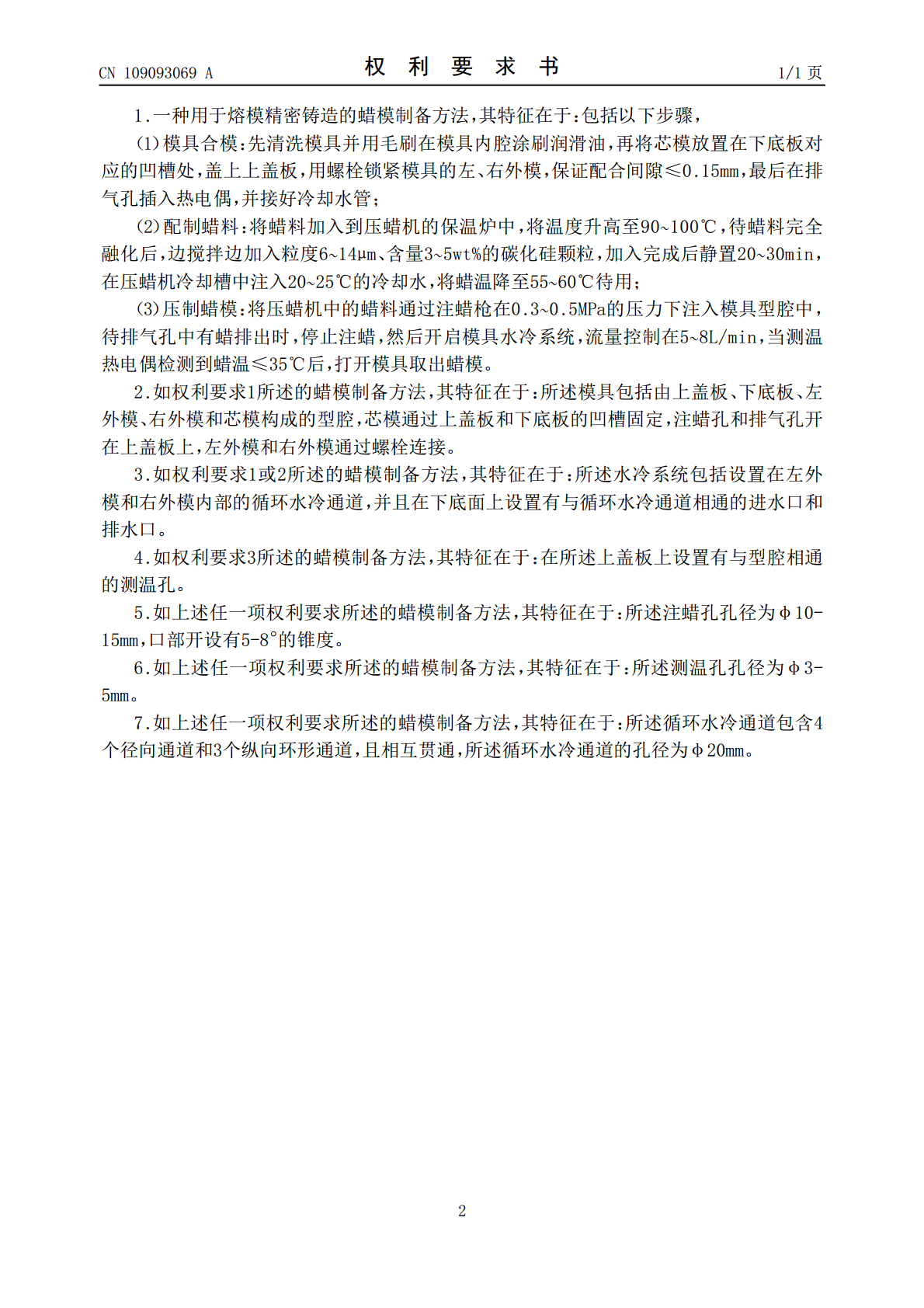
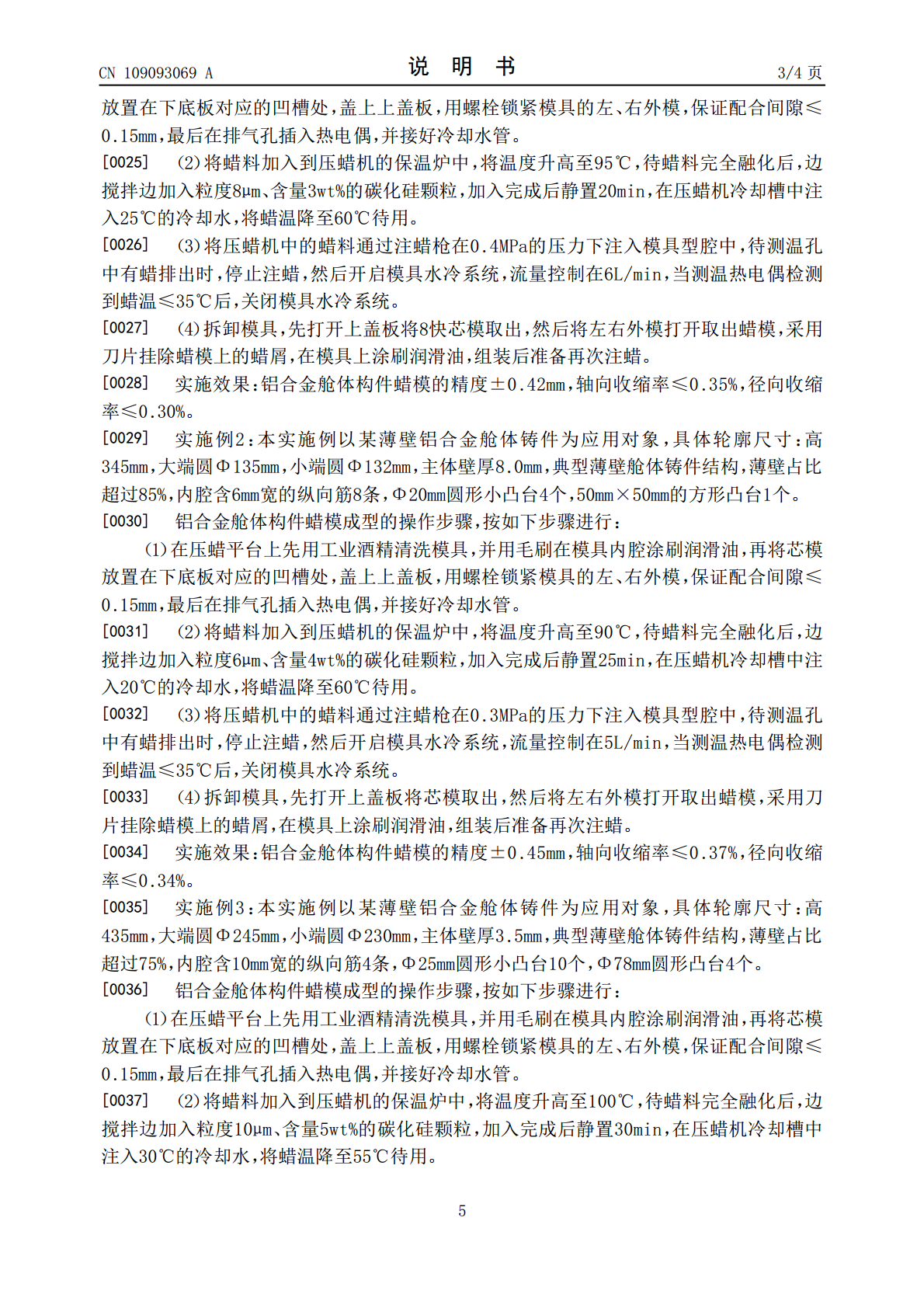
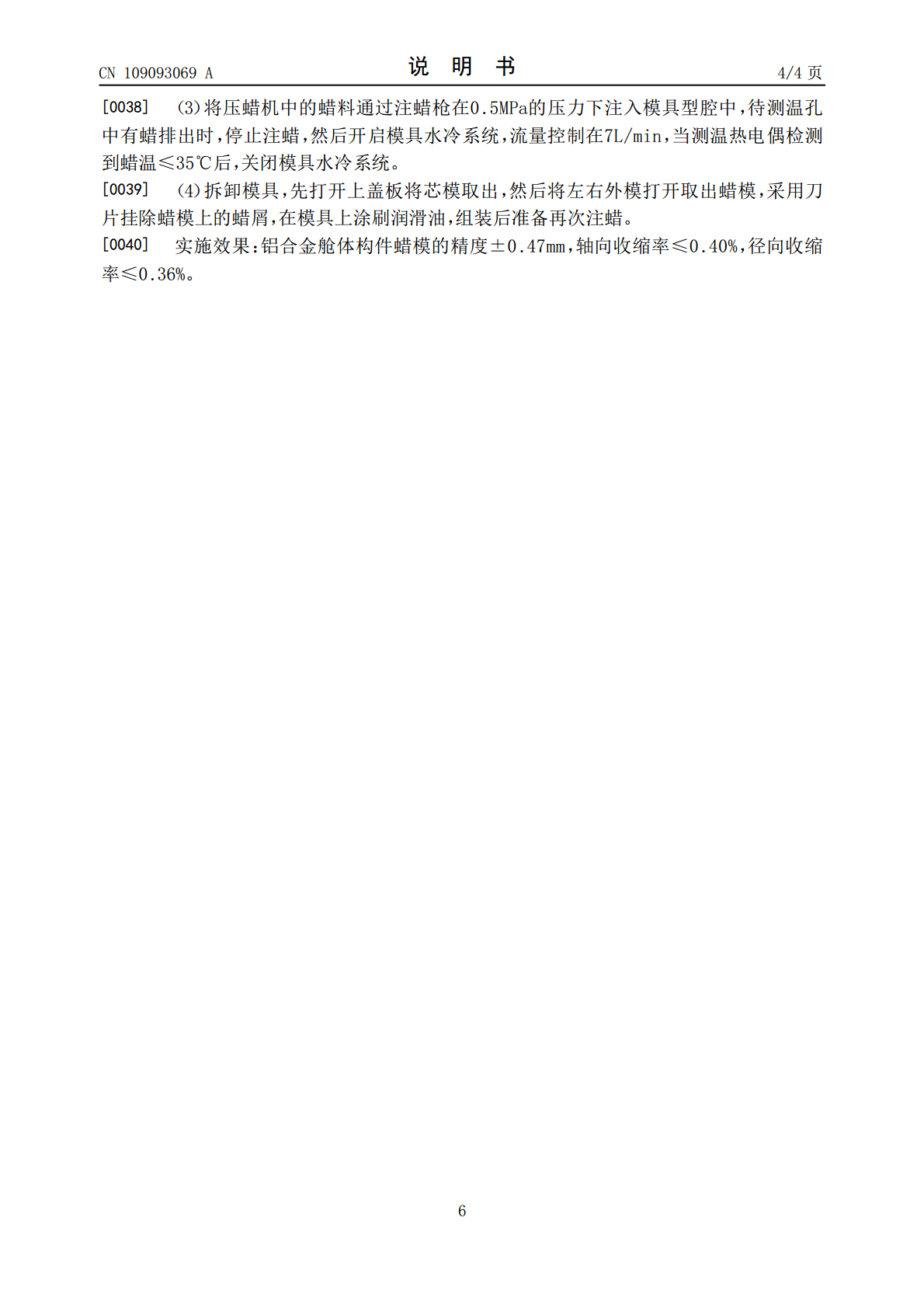
本发明公开了一种用于熔模精密铸造的蜡模制备方法,包括以下步骤,(1)模具合模(2)配制蜡料:将蜡料加入到压蜡机的保温炉中,将温度升高至90~100℃,待蜡料完全融化后,边搅拌边加入粒度6~14μm、含量3~5wt%的碳化硅颗粒,加入完成后静置20~30min,在压蜡机冷却槽中注入20~25℃的冷却水,将蜡温降至55~60℃待用;(3)压制蜡模:将压蜡机中的蜡料通过注蜡枪在0.3~0.5MPa的压力下注入模具型腔中,待排气孔中有蜡排出时,停止注蜡,然后开启模具水冷系统,流量控制在5~8L/min,当测温热电
一种用于熔模精密铸造的蜡料及其制备方法和装置.pdf
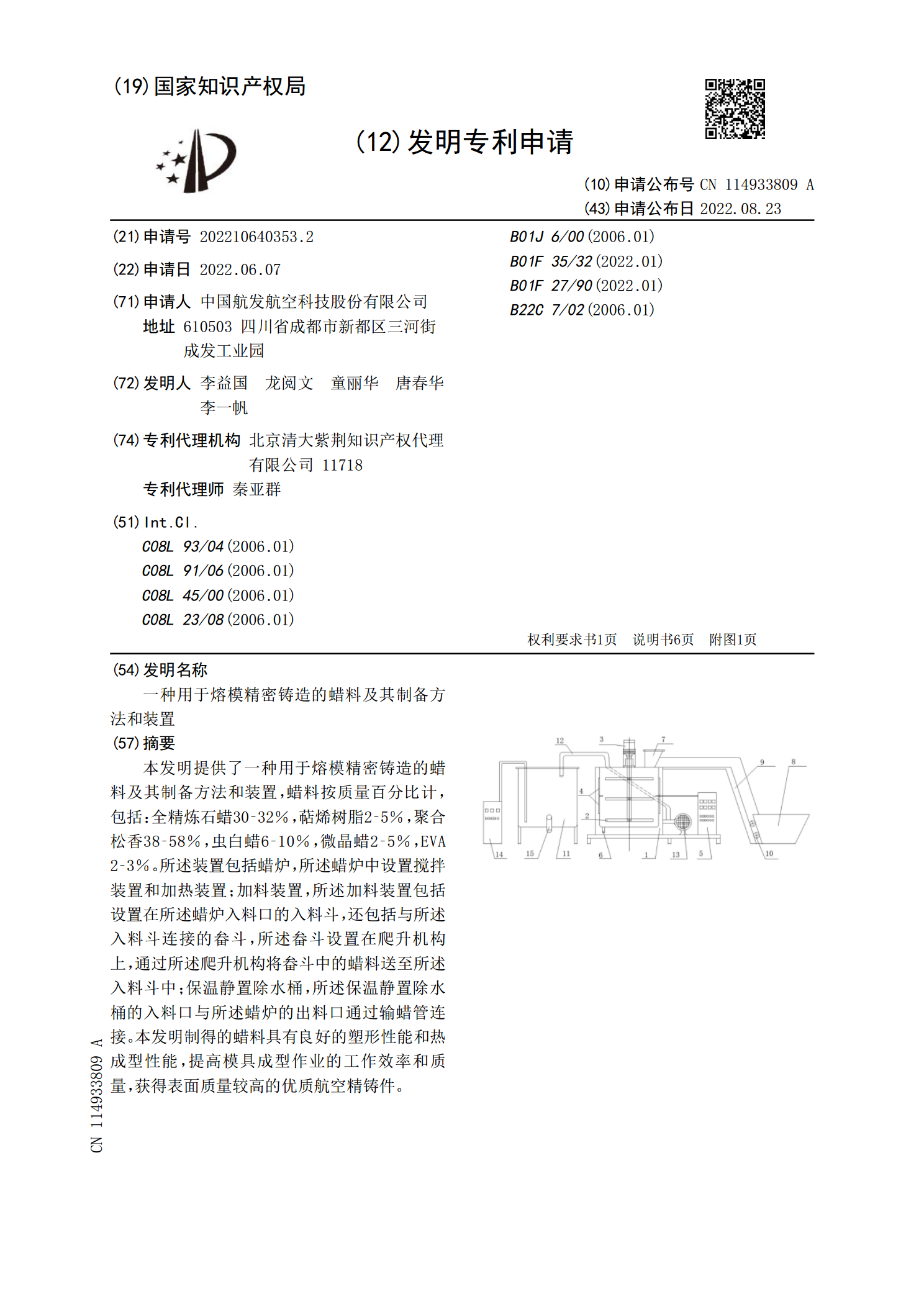
本发明提供了一种用于熔模精密铸造的蜡料及其制备方法和装置,蜡料按质量百分比计,包括:全精炼石蜡30‑32%,萜烯树脂2‑5%,聚合松香38‑58%,虫白蜡6‑10%,微晶蜡2‑5%,EVA2‑3%。所述装置包括蜡炉,所述蜡炉中设置搅拌装置和加热装置;加料装置,所述加料装置包括设置在所述蜡炉入料口的入料斗,还包括与所述入料斗连接的畚斗,所述畚斗设置在爬升机构上,通过所述爬升机构将畚斗中的蜡料送至所述入料斗中;保温静置除水桶,所述保温静置除水桶的入料口与所述蜡炉的出料口通过输蜡管连接。本发明制得的蜡料具有良

一种用于精密铸造的大型钛合金蜡模的制备方法.pdf
一种用于精密铸造的大型钛合金蜡模的制备方法,包括以下步骤:合模、射蜡、开模、校正和轮廓扫描,所述射蜡过程包括以下步骤:开启射蜡机电源并步骤一中经过合模后的模具安装至射蜡机,选取待使用的KC2683KE蜡,并将其放入射蜡机中进行射蜡,且在射蜡过程中,储蜡桶温度为75~85℃,蜡缸温度为55~65℃,冷却缸温度为55~65℃,射蜡时间30s/次,射蜡间温度为18~25℃,射蜡压力为200Kg/cm

一种熔模精密铸造方法.pdf
本发明公开了一种熔模精密铸造方法,主要包括涂料制壳、脱蜡、焙烧、浇注、等步骤,根据铸件易出现疏松缺陷的部位结构,制作一冷却部件,再根据冷却部件的轮廓尺寸制作与之相同的冷却部件蜡模,然后将冷却部件蜡模设置在铸件蜡模的相应位置上;每涂一层料后,将冷却部件蜡模外表面的涂层擦掉,以便在脱腊和焙烧步骤后,在型壳上形成一个具有放置冷却部件的空腔;将冷却部件放置在空腔中并固定,本发明巧妙的避开了冷却部件随着型壳高温焙烧,防止了冷却部件因高温焙烧产生的外表面氧化和内部结构变化,提高了冷却部件的冷效果,可有效防止铸件缩孔、

一种精密铸造电熔砖砂模的制备方法.pdf
本发明涉及一种精密铸造电熔砖砂模的制备方法,技术方案是,包括以下步骤:A、用木板制作砂型模具;B、制作砂型填充料,砂型材料是由白刚玉、硅酸乙酯水解液、氢氧化钙、双氧水、玻璃纤维和乙醇制成;C、将砂型填充料浇注到砂型模具的砂型成型空间,浇注后,在砂型表面铺盖一层塑料膜,防止乙醇挥发;5‑15分钟后起模,起模后,用明火点燃砂型,砂型内乙醇燃烧,同时燃烧砂型内的有机物质,使砂型快速形成达到强度,即得精密铸造电熔砖砂模;通过本发明砂模生产的电熔砖无需研磨加工,可直接使用,表层致密、耐玻璃液高温侵蚀,延长了玻璃窑炉