
一种用于精密铸造的大型钛合金蜡模的制备方法.pdf

一吃****春艳


1/6

2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于精密铸造的大型钛合金蜡模的制备方法.pdf
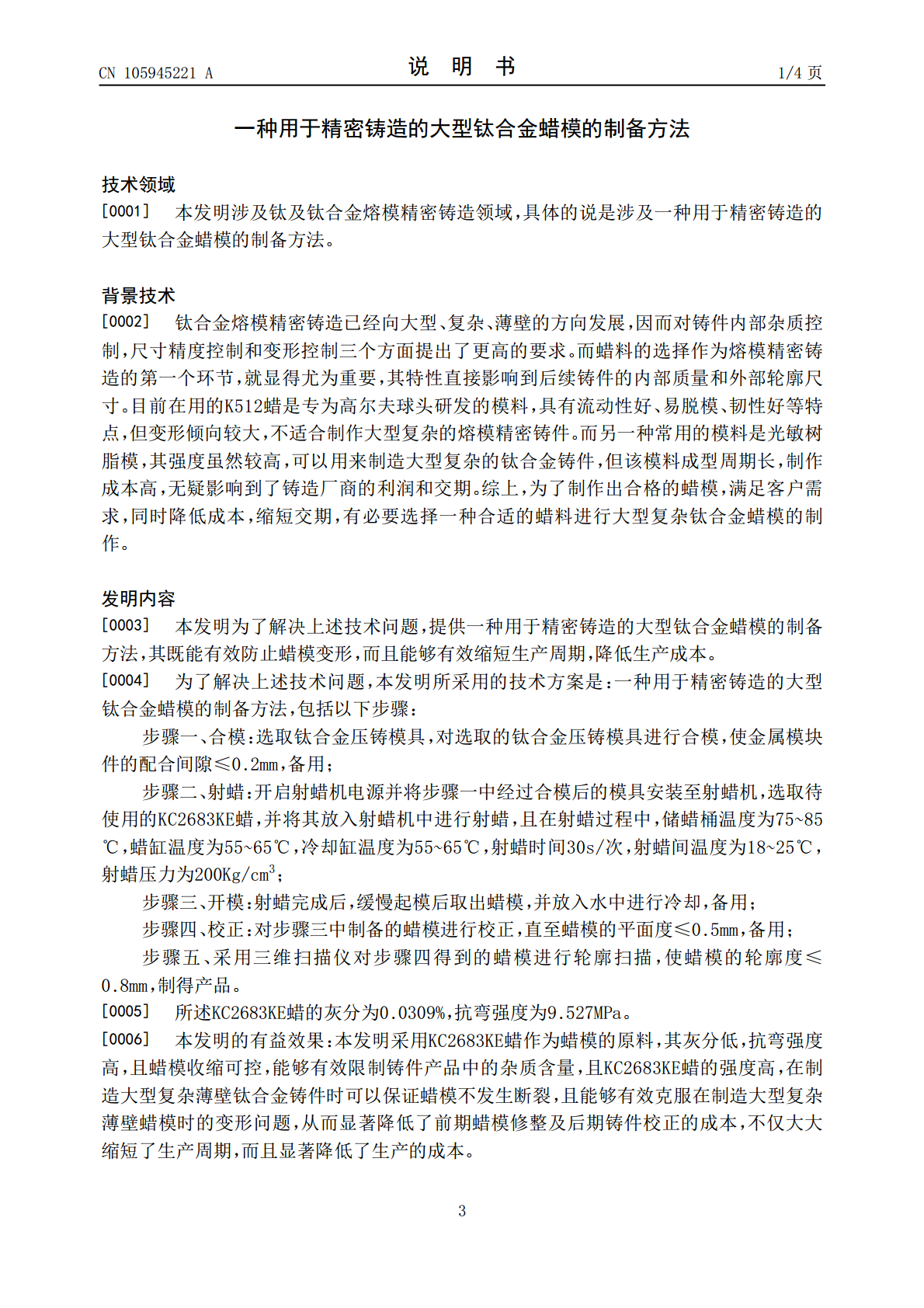
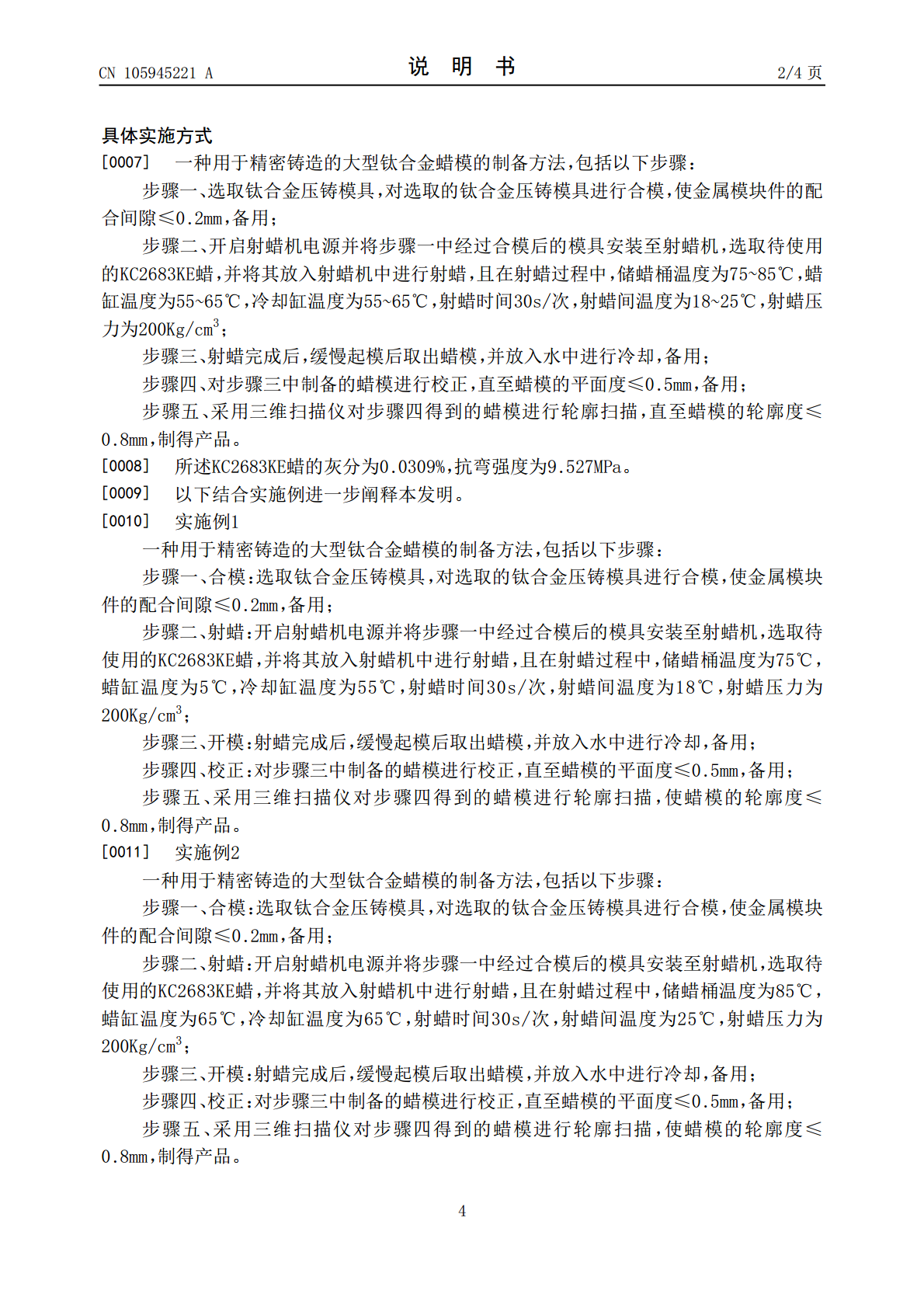
一种用于精密铸造的大型钛合金蜡模的制备方法,包括以下步骤:合模、射蜡、开模、校正和轮廓扫描,所述射蜡过程包括以下步骤:开启射蜡机电源并步骤一中经过合模后的模具安装至射蜡机,选取待使用的KC2683KE蜡,并将其放入射蜡机中进行射蜡,且在射蜡过程中,储蜡桶温度为75~85℃,蜡缸温度为55~65℃,冷却缸温度为55~65℃,射蜡时间30s/次,射蜡间温度为18~25℃,射蜡压力为200Kg/cm

一种用于熔模精密铸造的蜡模制备方法.pdf
本发明公开了一种用于熔模精密铸造的蜡模制备方法,包括以下步骤,(1)模具合模(2)配制蜡料:将蜡料加入到压蜡机的保温炉中,将温度升高至90~100℃,待蜡料完全融化后,边搅拌边加入粒度6~14μm、含量3~5wt%的碳化硅颗粒,加入完成后静置20~30min,在压蜡机冷却槽中注入20~25℃的冷却水,将蜡温降至55~60℃待用;(3)压制蜡模:将压蜡机中的蜡料通过注蜡枪在0.3~0.5MPa的压力下注入模具型腔中,待排气孔中有蜡排出时,停止注蜡,然后开启模具水冷系统,流量控制在5~8L/min,当测温热电

一种用于精密铸造的调制蜡的制备方法.pdf
本发明公开了一种用于精密铸造的调制蜡的制备方法,属于油、脂肪或蜡的组合物技术领域。所述调制蜡由硬脂酸、微晶蜡、石蜡、巴西棕榈蜡、乙烯系聚合物及芳香族功能树脂熔融混合制备而成。本发明添加适量比例的芳香族功能树脂改善了两相界面黏附,其由两次聚合形成的星状长链结构可以在熔融混合过程与不同相的组分接触形成有效连接,承载应力并防止应力的直接转递,消除界面处的缺陷。此外,芳香族功能树脂可以良好地分散在调制蜡组分界面处,使区域均质化,界面粘结力增加,降低线收缩率并提升了成品的力学性能。
一种用于熔模精密铸造的蜡料及其制备方法和装置.pdf
本发明提供了一种用于熔模精密铸造的蜡料及其制备方法和装置,蜡料按质量百分比计,包括:全精炼石蜡30‑32%,萜烯树脂2‑5%,聚合松香38‑58%,虫白蜡6‑10%,微晶蜡2‑5%,EVA2‑3%。所述装置包括蜡炉,所述蜡炉中设置搅拌装置和加热装置;加料装置,所述加料装置包括设置在所述蜡炉入料口的入料斗,还包括与所述入料斗连接的畚斗,所述畚斗设置在爬升机构上,通过所述爬升机构将畚斗中的蜡料送至所述入料斗中;保温静置除水桶,所述保温静置除水桶的入料口与所述蜡炉的出料口通过输蜡管连接。本发明制得的蜡料具有良
一种精密铸造蜡模修补蜡的制作方法.pdf
本发明公开了一种精密铸造蜡模修补蜡的制作方法,包括以下步骤:a.首先将选取好的原料进行处理;b.待步骤a完成后再将辅料进行准备;c.待步骤b完成后,再利用搅拌机,进行加温融合;d.待步骤c完成后,再进行修补蜡的制备;e.待步骤d完成后,最后对修补蜡进行收取,在进行修补蜡的制造过程中,通过在常规的原料制备上增加辅料,利用辅料内的白凡士林、松香、石油化工树脂、硬脂酸,可按照配比的比例,增加修补蜡的整体硬度,调节度更强,以适应不同的修补要求,生产成本可得到有效控制,可通过在进行机械融合之时,配备冷却设备进行逐步