
一种获得良好板形的钛板退火方法.pdf

安双****文章


1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种获得良好板形的钛板退火方法.pdf
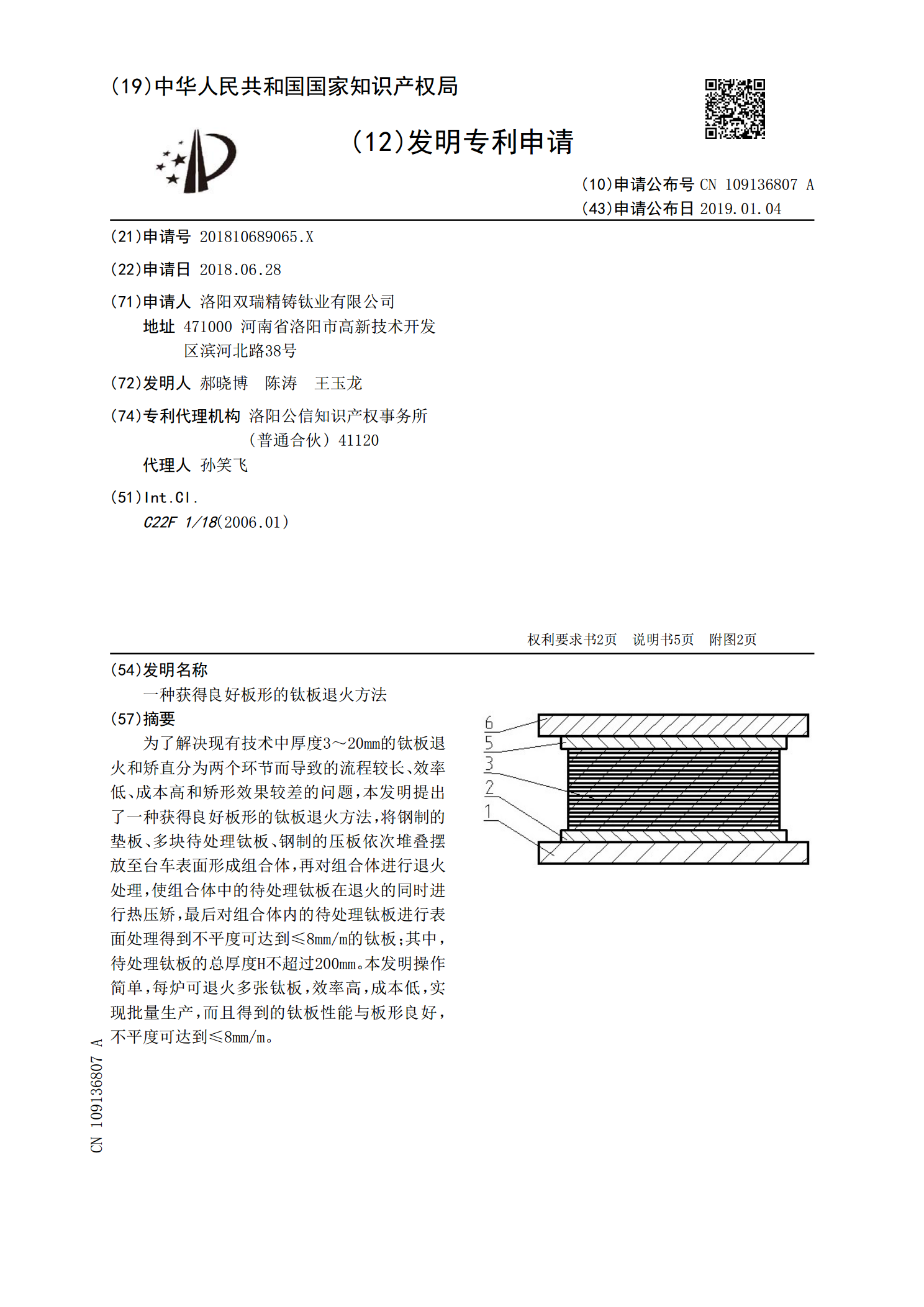
为了解决现有技术中厚度3~20mm的钛板退火和矫直分为两个环节而导致的流程较长、效率低、成本高和矫形效果较差的问题,本发明提出了一种获得良好板形的钛板退火方法,将钢制的垫板、多块待处理钛板、钢制的压板依次堆叠摆放至台车表面形成组合体,再对组合体进行退火处理,使组合体中的待处理钛板在退火的同时进行热压矫,最后对组合体内的待处理钛板进行表面处理得到不平度可达到≤8mm/m的钛板;其中,待处理钛板的总厚度H不超过200mm。本发明操作简单,每炉可退火多张钛板,效率高,成本低,实现批量生产,而且得到的钛板性能与板
一种钛板的退火工艺.pdf
本发明公开的一种钛板的退火工艺,包括将钛板放入退火炉内,抽真空后加热退火炉,再用惰性气体置换炉内气体,将钛板加热至高于其再结晶温度并保温;将惰性气体通入退火炉使炉内压力保持的条件下,冷却钛板至出炉温度;将钛板取出退火炉。本发明一种钛板的退火工艺,通过保持退火炉内正压,在减少惰性气体消耗的同时,避免由密封、泄漏、破损等原因造成的外界空气进入退火炉内而使钛板与空气中的O、H、N等元素反应,且在退火的过程中用惰性气体为保护气体,有效防止钛板在退火过程中发生氧化;同时本发明还具有工艺简单、流程短、操作方便、控制容
一种用于冷轧钛板的真空退火方法.pdf
一种用于冷轧钛板的真空退火方法,先准备不平度在8~30mm的待退火板材,并准备两块保护板,然后对待退火板材进行板材脱脂及板型检验,再将待退火板材装入真空退火炉,待退火板材的底部放置有一块保护板和垫板,待退火板材的顶部放置有另一块保护板和压板,待退火板材的两侧表面中,平面度较差的表面均朝上放置,然后进行真空退火,并对升温和降温过程进行控制,获得不平度不超过5mm的冷轧钛板。本发明的流程较短、成本较低,对板材的处理效率较高,并且保证了板材的表面状态不会发生变化,使冷轧钛板表面质量较好,能够满足冷轧钛板的实际生
钛板的退火工艺.pdf
本发明公开了一种钛板的退火工艺,将钛板放入退火炉中,抽真空至真空度10—4Pa;抽真空后加热至600—650℃,保温5—6h,加热速度为15—17℃/h;排除空气,在空气排除的过程中用氩气置换,并通过风机进行强制循环,使温度均匀冷却至120—150℃,取出钛板,冷却速度为5℃/h。在真空度为10—4Pa的真空条件下进行退火,且在退火的过程中用氩气为保护气体,有效防止钛带卷在退火过程中发生氧化。
钛板连续退火生产线上的薄钛板取钢机及其工作方法.pdf
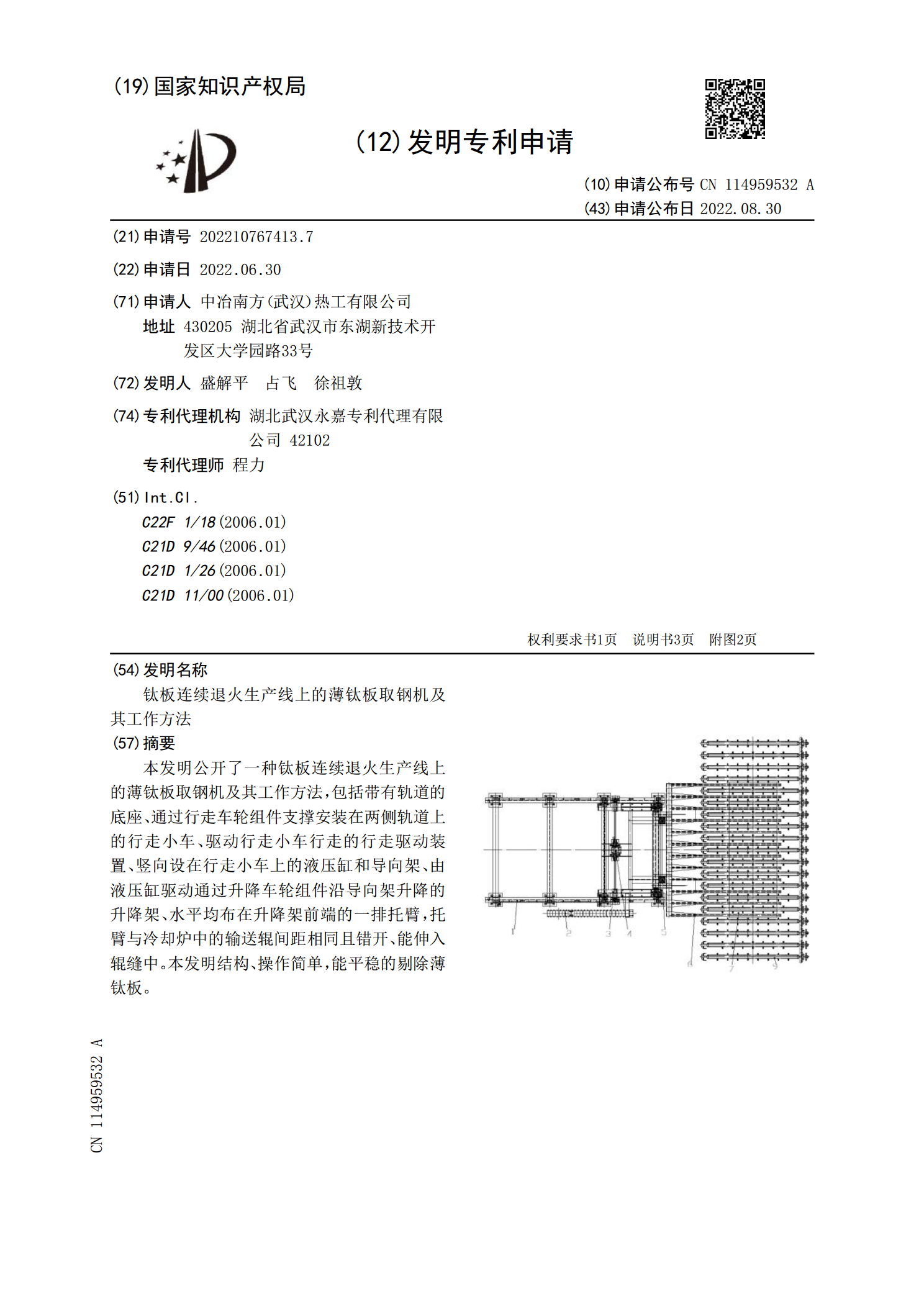
本发明公开了一种钛板连续退火生产线上的薄钛板取钢机及其工作方法,包括带有轨道的底座、通过行走车轮组件支撑安装在两侧轨道上的行走小车、驱动行走小车行走的行走驱动装置、竖向设在行走小车上的液压缸和导向架、由液压缸驱动通过升降车轮组件沿导向架升降的升降架、水平均布在升降架前端的一排托臂,托臂与冷却炉中的输送辊间距相同且错开、能伸入辊缝中。本发明结构、操作简单,能平稳的剔除薄钛板。