
一种用于冷轧钛板的真空退火方法.pdf

一只****ua

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于冷轧钛板的真空退火方法.pdf
一种用于冷轧钛板的真空退火方法,先准备不平度在8~30mm的待退火板材,并准备两块保护板,然后对待退火板材进行板材脱脂及板型检验,再将待退火板材装入真空退火炉,待退火板材的底部放置有一块保护板和垫板,待退火板材的顶部放置有另一块保护板和压板,待退火板材的两侧表面中,平面度较差的表面均朝上放置,然后进行真空退火,并对升温和降温过程进行控制,获得不平度不超过5mm的冷轧钛板。本发明的流程较短、成本较低,对板材的处理效率较高,并且保证了板材的表面状态不会发生变化,使冷轧钛板表面质量较好,能够满足冷轧钛板的实际生
消除冷轧钛卷退火粘接的真空退火工艺.pdf
本发明公开的是金属热处理技术领域的一种消除冷轧钛卷退火粘接的真空退火工艺,包括以下步骤:将脱脂后的冷轧钛卷进行重卷,其卷曲张力2000‑4000daN;将钛卷进行装炉,并进行预抽真空处理,将真空度抽至≤2×10
一种钛无缝管冷轧退火方法.pdf
本发明公开的是冶金技术领域的一种钛无缝管冷轧退火方法,包括以下步骤:制作钛管退火专用工装,工装上设有至少一个圆盘,圆盘上加工数个略大于钛管外径的孔;将钛管沿圆盘上的孔插入并固定在工装上;将工装和钛管吊装到罩式炉中,使钛管直立于罩式炉中;向罩式炉中通入惰性气体,然后加热进行退火处理;退火完成后结束通入惰性气体,打开罩式炉,将工装和钛管吊出炉。本发明的有益效果是:采用罩式炉来替代传统的真空炉,成本更低,更容易实现,且冷却速度快,罩式炉退火周期更短;另一方面,钛管在退火处理时处于直立状态,不易弯曲,所以热处理后
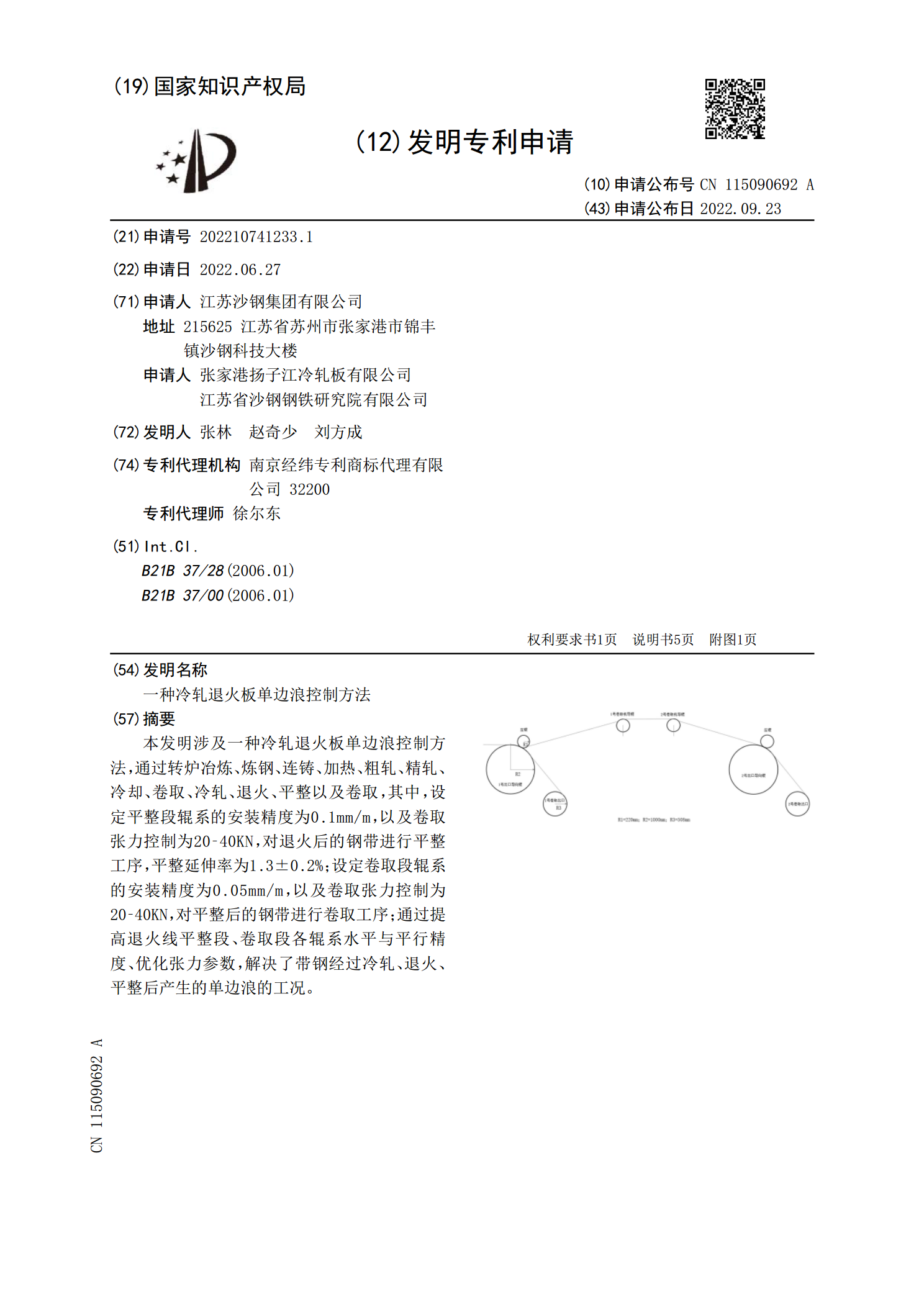
一种冷轧退火板单边浪控制方法.pdf
本发明涉及一种冷轧退火板单边浪控制方法,通过转炉冶炼、炼钢、连铸、加热、粗轧、精轧、冷却、卷取、冷轧、退火、平整以及卷取,其中,设定平整段辊系的安装精度为0.1mm/m,以及卷取张力控制为20‑40KN,对退火后的钢带进行平整工序,平整延伸率为1.3±0.2%;设定卷取段辊系的安装精度为0.05mm/m,以及卷取张力控制为20‑40KN,对平整后的钢带进行卷取工序;通过提高退火线平整段、卷取段各辊系水平与平行精度、优化张力参数,解决了带钢经过冷轧、退火、平整后产生的单边浪的工况。
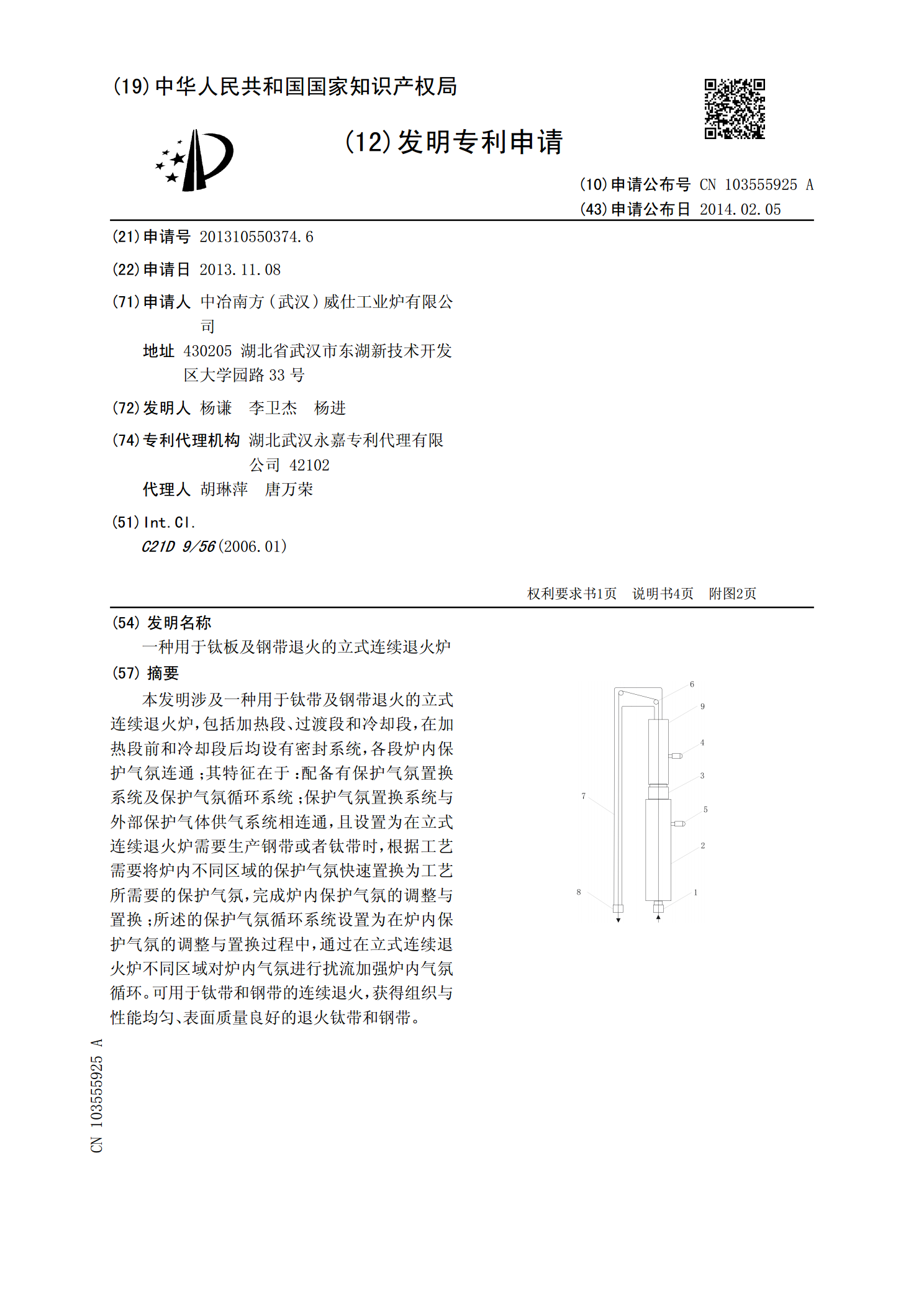
一种用于钛板及钢带退火的立式连续退火炉.pdf
本发明涉及一种用于钛带及钢带退火的立式连续退火炉,包括加热段、过渡段和冷却段,在加热段前和冷却段后均设有密封系统,各段炉内保护气氛连通;其特征在于:配备有保护气氛置换系统及保护气氛循环系统;保护气氛置换系统与外部保护气体供气系统相连通,且设置为在立式连续退火炉需要生产钢带或者钛带时,根据工艺需要将炉内不同区域的保护气氛快速置换为工艺所需要的保护气氛,完成炉内保护气氛的调整与置换;所述的保护气氛循环系统设置为在炉内保护气氛的调整与置换过程中,通过在立式连续退火炉不同区域对炉内气氛进行扰流加强炉内气氛循环。可