
一种预应力钢绞线用盘条的生产方法.pdf

是你****元呀


1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
预应力钢绞线、预应力钢绞线用盘条及其生产方法.pdf
本发明揭示了一种预应力钢绞线、预应力钢绞线用盘条及其生产方法。所述预应力钢绞线用盘条的化学成分以质量百分比计包括:C0.90~0.95%,Si0.20~0.40%,Mn0.70~0.85%,Cr0.25~0.35%,V0.04~0.08%,Al0.01~0.03%,Ti≤0.05%,B≤0.0020%,Cu≤0.10%,Ni≤0.10%,其余为Fe和不可避免的杂质元素,其直径为16mm,抗拉强度为1320~1380MPa,断面收缩率≥28%,断后伸长率≥10%,不仅可作为直径为21.5~24.
一种预应力钢绞线用盘条的生产方法.pdf
一种预应力钢绞线用盘条的生产方法,钢的化学组成重量百分比为C=0.87~0.92、Si=0.17~0.37、Mn=0.80~0.90、P≤0.025、S≤0.025、AlT≤0.005、Cr=0.30~0.35、V=0.03~0.05,Ceq=1.0~1.07;关键工艺步骤包括:(1)LF炉精炼渣碱度0.7~0.8,连铸二冷比水量2.3L/KG;(2)连铸坯进缓冷坑堆冷,温度降低到100℃以下才送加热炉;(3)铸坯加热时间≥90min,加热段温度900~1100℃,均热段时间大于或等于50min,出炉温度
预应力钢绞线用盘条及其生产方法.pdf
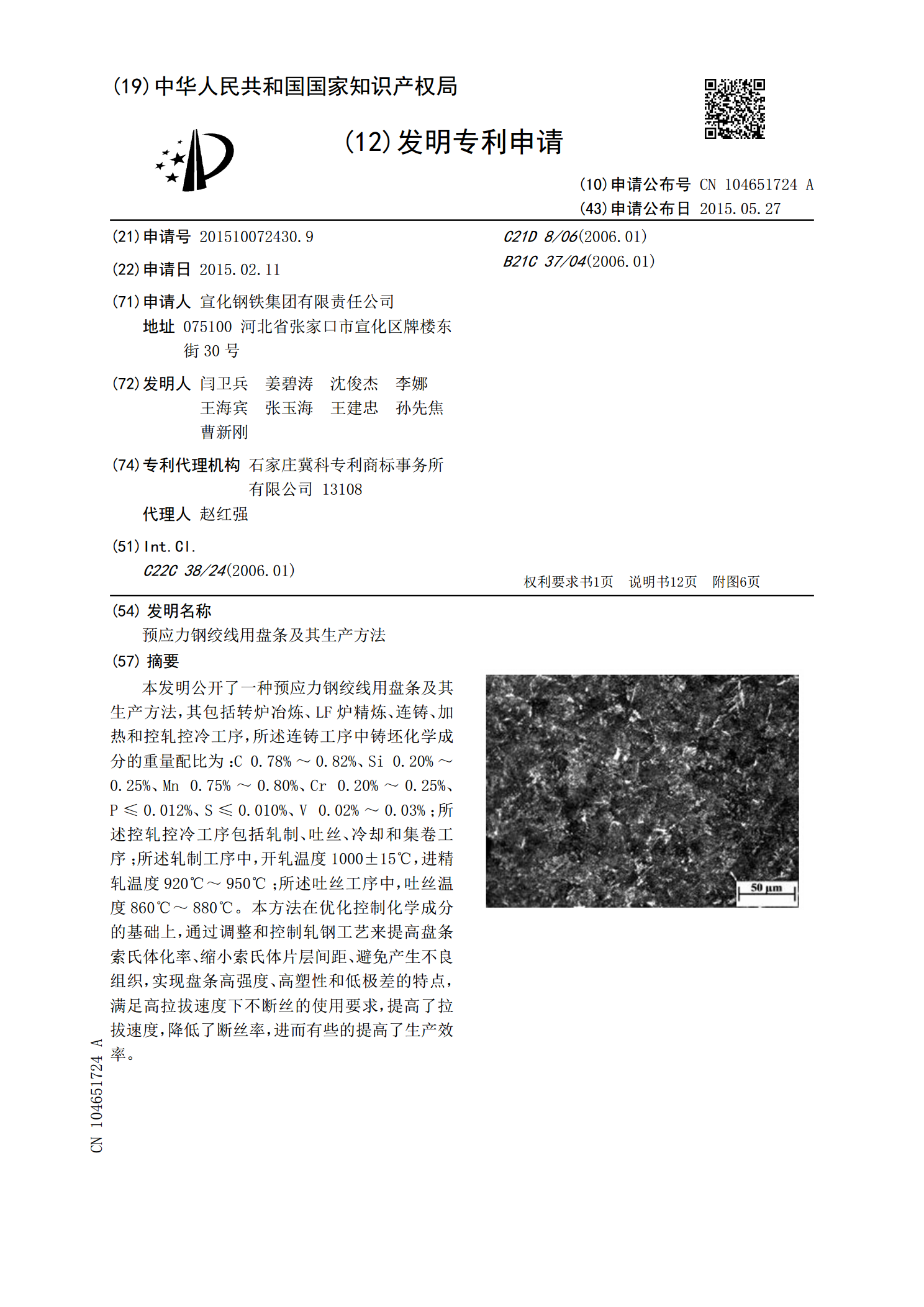
本发明公开了一种预应力钢绞线用盘条及其生产方法,其包括转炉冶炼、LF炉精炼、连铸、加热和控轧控冷工序,所述连铸工序中铸坯化学成分的重量配比为:C0.78%~0.82%、Si0.20%~0.25%、Mn0.75%~0.80%、Cr0.20%~0.25%、P≤0.012%、S≤0.010%、V0.02%~0.03%;所述控轧控冷工序包括轧制、吐丝、冷却和集卷工序;所述轧制工序中,开轧温度1000±15℃,进精轧温度920℃~950℃;所述吐丝工序中,吐丝温度860℃~880℃。本方法在优化控制化学成
利用迷你轧机生产预应力钢绞线用盘条的方法.pdf
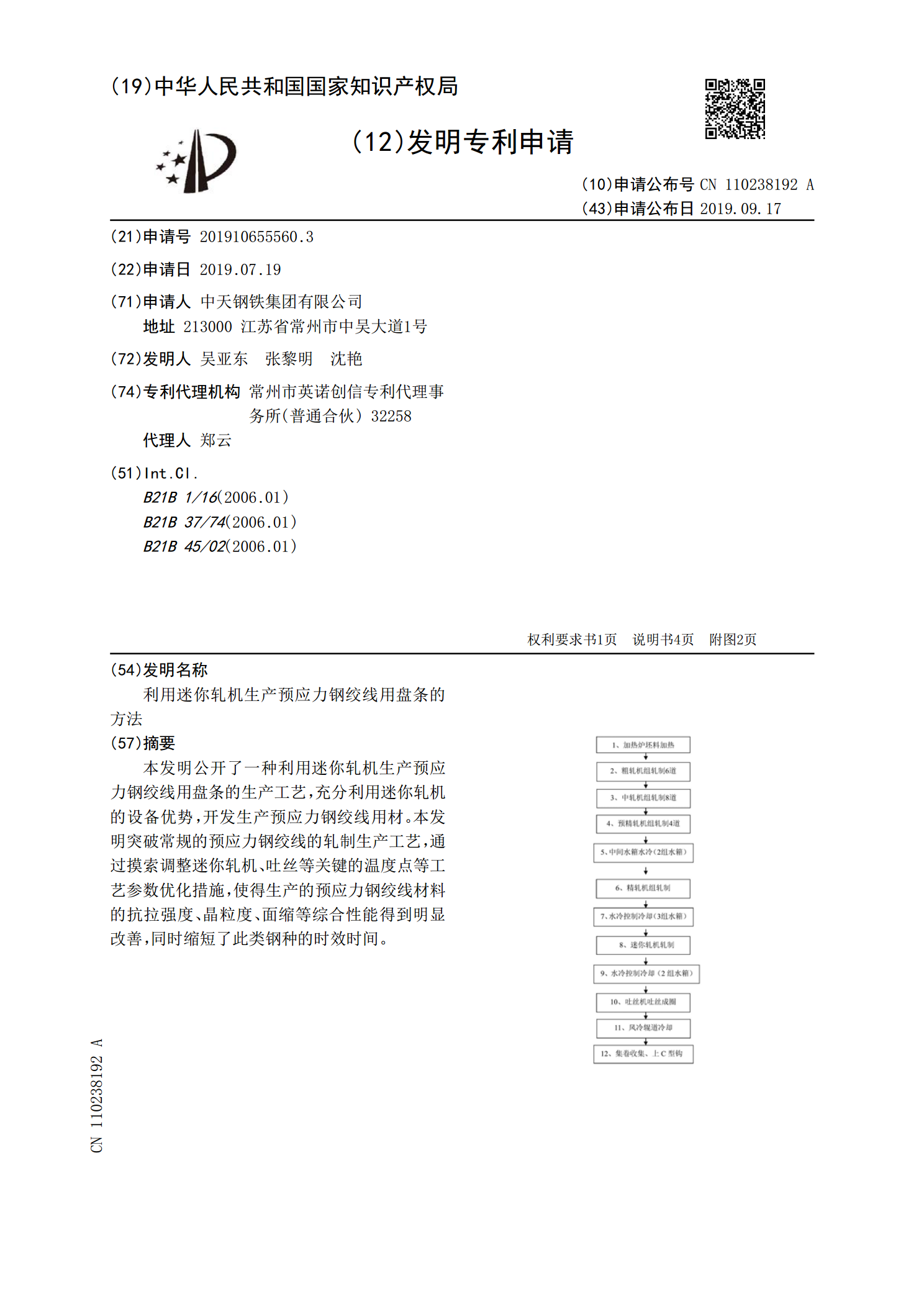
本发明公开了一种利用迷你轧机生产预应力钢绞线用盘条的生产工艺,充分利用迷你轧机的设备优势,开发生产预应力钢绞线用材。本发明突破常规的预应力钢绞线的轧制生产工艺,通过摸索调整迷你轧机、吐丝等关键的温度点等工艺参数优化措施,使得生产的预应力钢绞线材料的抗拉强度、晶粒度、面缩等综合性能得到明显改善,同时缩短了此类钢种的时效时间。
一种2300MPa预应力钢绞线用盘条及其生产方法.pdf
本发明涉及一种2300MPa预应力钢绞线用盘条及其生产方法。盘条直径13.0‑13.5mm,抗拉强度1450‑1500MPa,面缩率≥30%,伸长率≥10%。盘条含有C、Si、Mn、Cr、Al等基本合金成分,V、Cu、Ni等可选成分。盘条生产依次经过“铁水预脱硫→转炉冶炼→炉外精炼→大方坯连铸→开坯→高线轧制→风冷→盐浴处理”等工艺过程。连铸中间包钢水过热度12~25℃,采用电磁搅拌、动态轻压下等措施减小凝固偏析,采用大方坯两火成材轧制工艺,相变之前强冷,抑制网状渗碳体形成,盐浴处理后盘条组织:索氏体≥9