
一种压缩机球墨铸铁曲轴的制造方法.pdf

努力****凌芹

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种压缩机球墨铸铁曲轴的制造方法.pdf
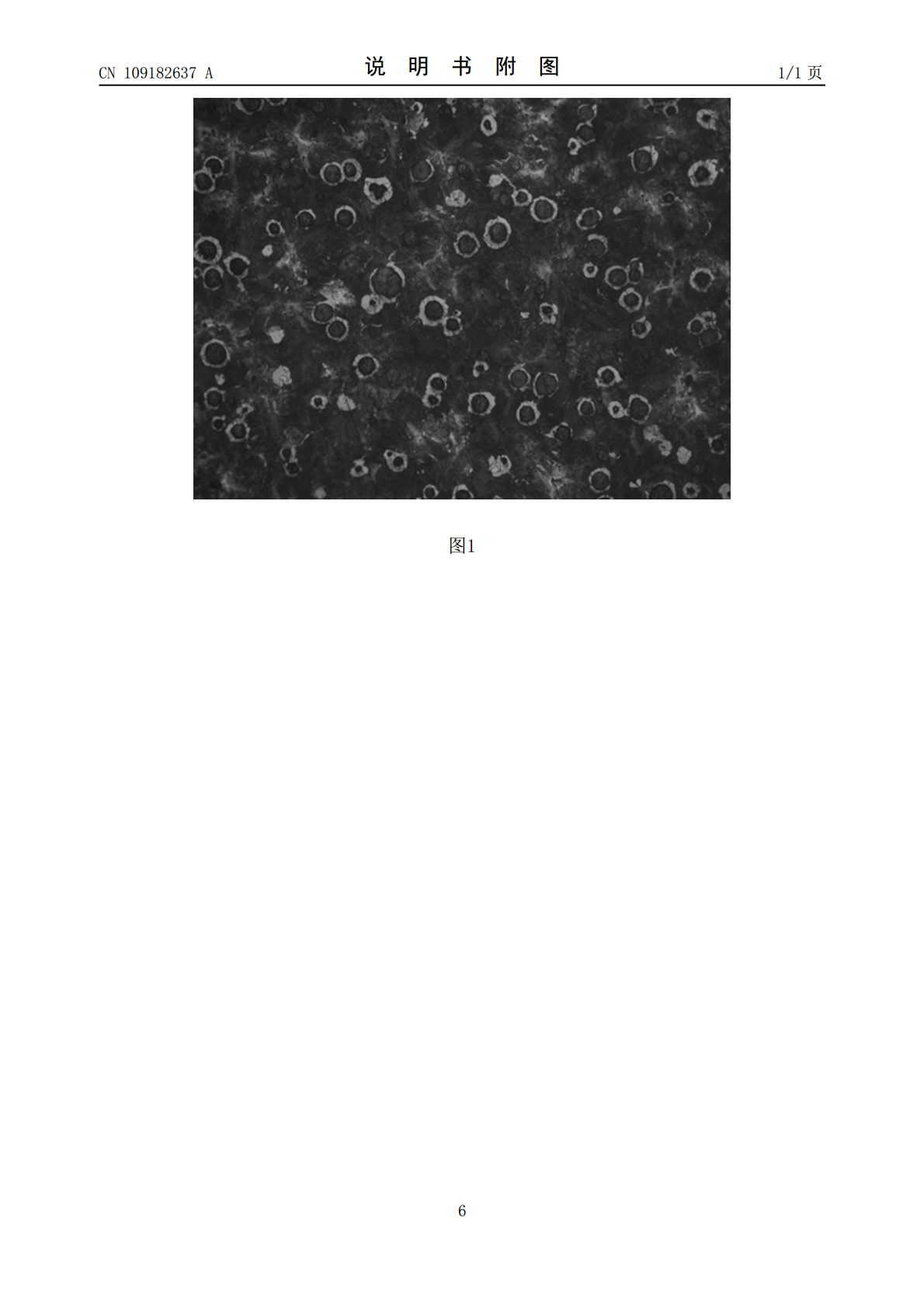
本发明涉及一种压缩机球墨铸铁曲轴的制造领域。一种压缩机球墨铸铁曲轴的制造方法,采用混砂、造型、炉料熔炼、球化处理、孕育处理、浇注、冷却、落砂清理、质量检验的步骤完成压缩机球墨铸铁曲轴的制造,在炉料熔炼过程中,将回炉料、废钢、增碳剂混合后作为原料装入炉中进行熔炼;在球化处理过程中,加入原料质量1%的球化剂进行球化处理,同时加入原料质量1.1%的孕育剂进行一次孕育处理;在孕育处理过程(浇筑过程)加入原料质量0.3%的孕育剂进行二次孕育处理。采用本发明所述的球化剂和增碳剂组合,能保证铁液稳定球化,延长衰退时间,
一种压缩机曲轴的制造方法.pdf
本发明提供一种压缩机曲轴的制造方法,涉及粉末冶金领域,制备方法如下:将铁粉、铝粉、铜粉、锡粉、铌粉、钒粉、锰、铬、纳米二氧化钛粉在80‑100℃下混合搅拌均匀60‑80min后,然后加热至180‑200℃,再加入硼、氮化硅、硫氰酸亚铜、三硫化二锑粉、碳粉冷却至100‑120℃后装入模具,压制成坯,然后自然冷却至室温,压制的压力为100‑200MPa;所得压坯放置在密闭烧结炉内烧结,烧结的升温过程为在室温到900℃之间的升温速度为14℃/min,在900℃温度下保温30min;本发明金属晶相清晰,抗拉性能、

高性能球墨铸铁曲轴及其制造方法.pdf
本发明涉及一种高性能球墨铸铁曲轴及其制造方法,各组分为:C、Si、Mn、P、S、Mg、Re、Cu、Fe。采用铁型覆砂工艺,制造步骤为:将准备的球墨铸铁用优质生铁、普通废钢和球墨铸铁回炉料通过比例计算,加入中频电炉内溶化;对铁水包进行压包;对铁型型腔进行覆砂;对铁水进行球化、孕育处理;将球化好的铁水注入覆好砂的铁型,浇注过程中在包嘴用漏斗随流加入铁水总重量0.1‑0.15%的孕育剂,待铁水自然冷却后,得到铸态球墨铸铁曲轴;铸态曲轴经过正火处理后即可得到高性能球墨铸铁曲轴。本发明制得的球墨铸铁曲轴强度及延伸率
一种压缩机曲轴制备方法.pdf
本发明公开了一种压缩机曲轴制备方法,包括如下步骤:下料和剥皮:选用精炼45号钢,化学成份和机械性能符合GB699和GB3077的规定,并要求Mo<0.1%且经热顶锻试验,采用锯切法进行下料,并对下料后的材料进行剥皮;加热和锻造:采用步进式煤气加热炉加热,然后进行锻造,锻造工序又分预锻、终锻两道工步。本发明具有生产效率高的优点,可形成完整的自动化锻造流水线,避免工艺复杂和废品率高的难题,解决了现有曲轴生产技术从模具制造到具体的生产过程十分复杂,还由于产品中由于气孔和夹渣缺陷的产生,废品率高,同时制造毛坯需要
一种用于曲轴的球墨铸铁的制备方法.pdf
本发明公开了一种用于曲轴的球墨铸铁的制备方法,选用废钢、生铁、交谈、回炉废铁、锡炉渣、铁矿渣为原料,包括原料炼融、球化处理、第一次孕育处理、第二次孕育处理以及浇铸五个步骤。本发明相比现有技术具有以下优点:减少硅含量,可以提高回收率,降低生产成本,在球墨铸铁中加入Sb、Re元素,在原有基础上增加了其耐磨性、抗腐蚀性和抗拉强度,在球化处理后及时扒渣,去除铁水中的杂质,两次在相应条件下孕育处理后再次扒渣,减少杂质从而提升材质的品质,保证了球墨铸铁韧性,增加Nb和Mo元素含量,由于其热膨胀系数小,增加了球墨铸铁的