
一种压缩机曲轴的制造方法.pdf

一只****生物

1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种压缩机曲轴的制造方法.pdf
本发明提供一种压缩机曲轴的制造方法,涉及粉末冶金领域,制备方法如下:将铁粉、铝粉、铜粉、锡粉、铌粉、钒粉、锰、铬、纳米二氧化钛粉在80‑100℃下混合搅拌均匀60‑80min后,然后加热至180‑200℃,再加入硼、氮化硅、硫氰酸亚铜、三硫化二锑粉、碳粉冷却至100‑120℃后装入模具,压制成坯,然后自然冷却至室温,压制的压力为100‑200MPa;所得压坯放置在密闭烧结炉内烧结,烧结的升温过程为在室温到900℃之间的升温速度为14℃/min,在900℃温度下保温30min;本发明金属晶相清晰,抗拉性能、
一种压缩机球墨铸铁曲轴的制造方法.pdf
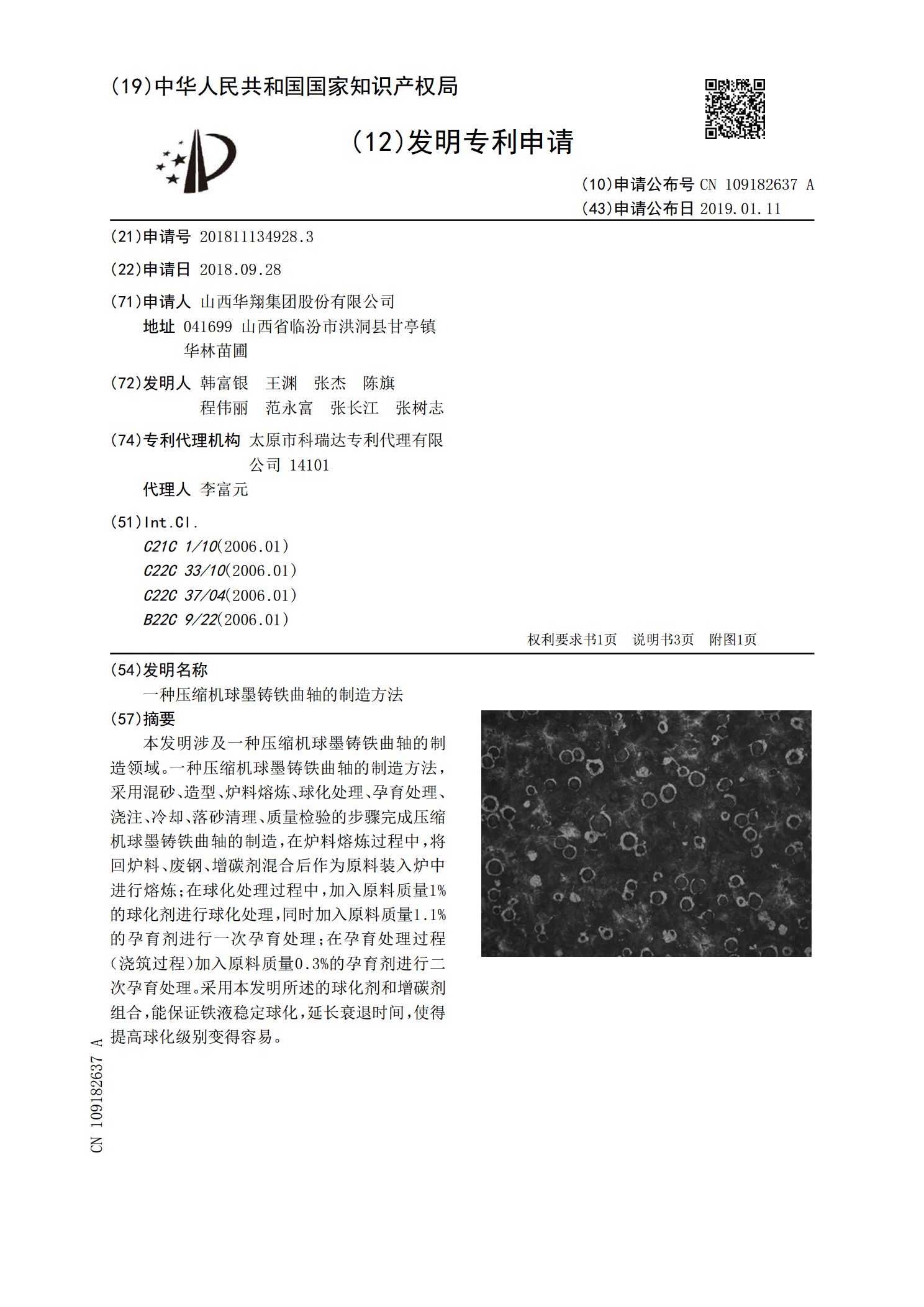
本发明涉及一种压缩机球墨铸铁曲轴的制造领域。一种压缩机球墨铸铁曲轴的制造方法,采用混砂、造型、炉料熔炼、球化处理、孕育处理、浇注、冷却、落砂清理、质量检验的步骤完成压缩机球墨铸铁曲轴的制造,在炉料熔炼过程中,将回炉料、废钢、增碳剂混合后作为原料装入炉中进行熔炼;在球化处理过程中,加入原料质量1%的球化剂进行球化处理,同时加入原料质量1.1%的孕育剂进行一次孕育处理;在孕育处理过程(浇筑过程)加入原料质量0.3%的孕育剂进行二次孕育处理。采用本发明所述的球化剂和增碳剂组合,能保证铁液稳定球化,延长衰退时间,
一种压缩机曲轴制备方法.pdf
本发明公开了一种压缩机曲轴制备方法,包括如下步骤:下料和剥皮:选用精炼45号钢,化学成份和机械性能符合GB699和GB3077的规定,并要求Mo<0.1%且经热顶锻试验,采用锯切法进行下料,并对下料后的材料进行剥皮;加热和锻造:采用步进式煤气加热炉加热,然后进行锻造,锻造工序又分预锻、终锻两道工步。本发明具有生产效率高的优点,可形成完整的自动化锻造流水线,避免工艺复杂和废品率高的难题,解决了现有曲轴生产技术从模具制造到具体的生产过程十分复杂,还由于产品中由于气孔和夹渣缺陷的产生,废品率高,同时制造毛坯需要
一种铸铁曲轴的制造方法.pdf
本发明公开了一种铸铁曲轴的制造方法,所述铸造方法包括如下步骤:1)熔化炉料;2)精炼铁水,其中精炼温度为1520℃;3)三次孕育;4)浇注:将孕育处理后的铁水浇入壳型铸型,其中浇注温度为1380℃~1400℃;开箱:浇注完成后52‑55分钟内开箱取出铸件,将所述铸件冷却到自然状态,将砂子落掉,将披锋打磨清理掉;以及回火。本发明在保证机械性能的情况下,缩短生产周期,降低生产成本。
一种曲轴及压缩机.pdf
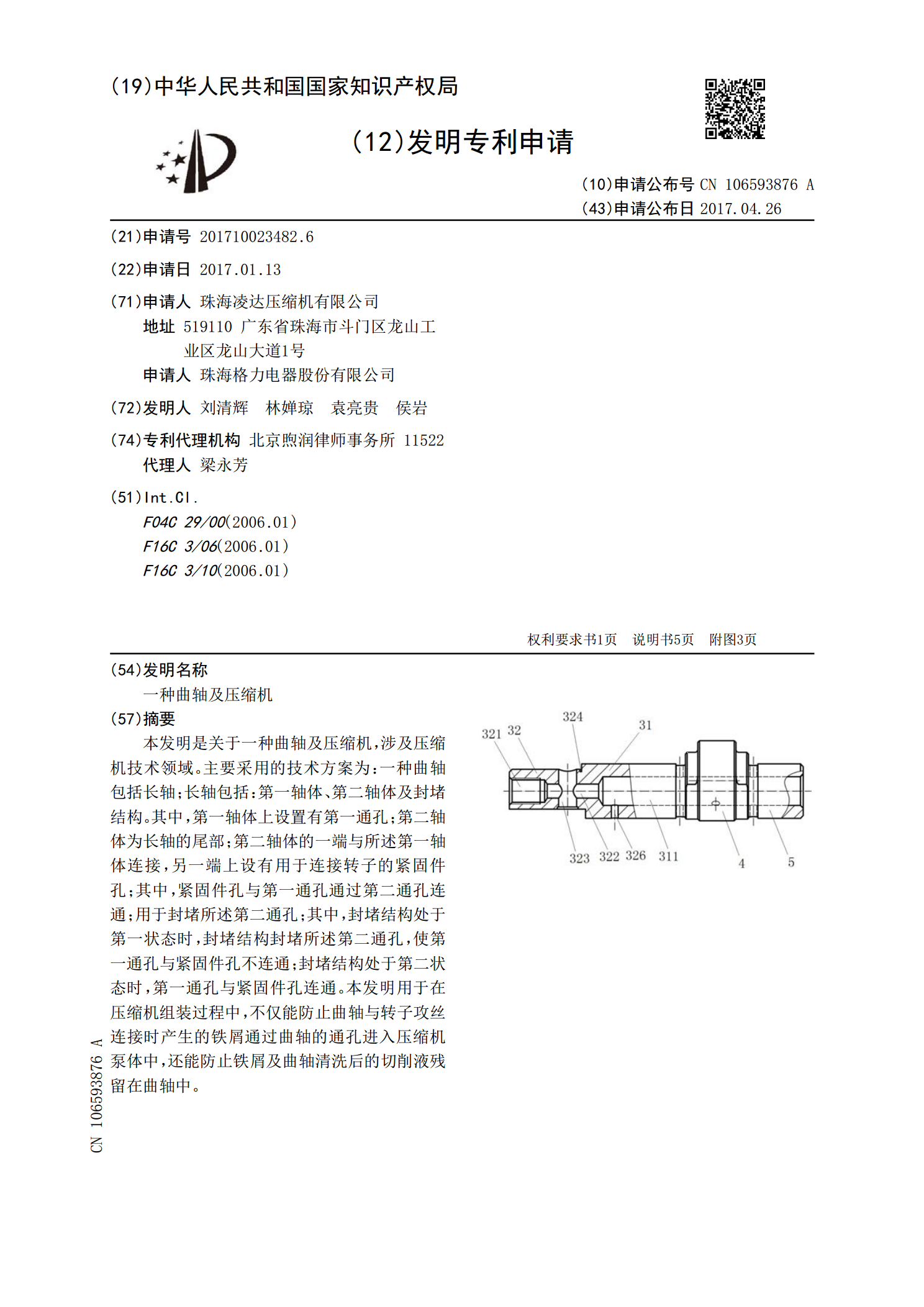
本发明是关于一种曲轴及压缩机,涉及压缩机技术领域。主要采用的技术方案为:一种曲轴包括长轴;长轴包括:第一轴体、第二轴体及封堵结构。其中,第一轴体上设置有第一通孔;第二轴体为长轴的尾部;第二轴体的一端与所述第一轴体连接,另一端上设有用于连接转子的紧固件孔;其中,紧固件孔与第一通孔通过第二通孔连通;用于封堵所述第二通孔;其中,封堵结构处于第一状态时,封堵结构封堵所述第二通孔,使第一通孔与紧固件孔不连通;封堵结构处于第二状态时,第一通孔与紧固件孔连通。本发明用于在压缩机组装过程中,不仅能防止曲轴与转子攻丝连接时