
一种军用舰船耐腐蚀合金材料及其制备方法.pdf

宜然****找我

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种军用舰船耐腐蚀合金材料及其制备方法.pdf
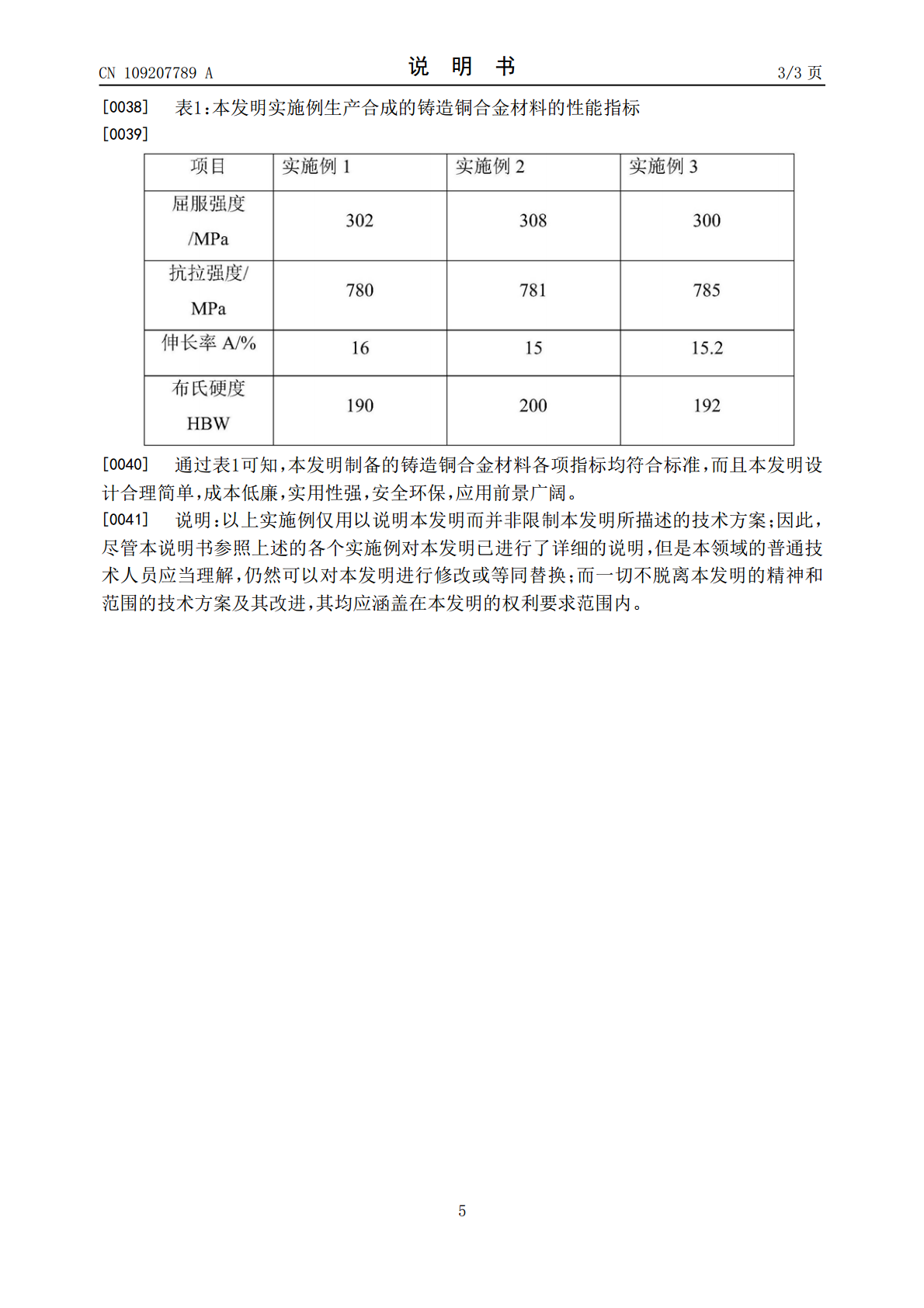
本发明公开了一种军用舰船耐腐蚀合金材料及其制备方方法,涉及铸造铜合金制备领域,该合金材料,由以下重量百分含量的组分组成:AL9~11.5%,Mn3~5.5%,Ni3~5.5%,Si0.5~1%,余量为Cu;该制备方法,包括如下步骤:步骤一:按照军用舰船耐腐蚀合金材料的组成称取原材料,在熔炉中融化为合金液体;步骤二:对铸模进行预热,预热温度为200~350℃;步骤三:将预热后的模具固定在离心浇注机上,将步骤一)中的合金液体注入模具后,开启离心浇注机进行浇注;离心浇注机转速为900~1300r/min
一种耐腐蚀镁合金材料及其制备方法.pdf
本发明涉及一种耐腐蚀镁合金材料及其制备方法,合金材料中各组分质量百分数如下:Nd:0.5~3.5wt%,Y:0.2~1.2wt%,Sn:1.5~3.5wt%,Sb:1.2~3.0wt%;杂质元素:Al≤0.02wt%,Mn≤0.05wt%,Fe≤0.005wt%,Si≤0.05wt%,Cu≤0.001wt%,Ni≤0.001wt%,其它杂质元素含量≤0.05wt%,其余为Mg。其制备方法是:在工业用工频感应熔化炉中先将纯镁、纯Sn、纯Sb加热至720℃±10℃,保温直至熔化,在加热至400℃以上后通入1.
一种锅炉用耐腐蚀合金材料及其制备方法.pdf
本发明公开了一种锅炉用耐腐蚀合金材料及其制备方法,所述锅炉用耐腐蚀合金材料,按重量百分比计,钴7.2‑11.0%,镉5.9‑9.1%,锰5.1‑8.0%,锂2.1‑2.6%,铅1.5‑1.9%,铝0.8‑1.6%,硼0.05‑0.09%,碳0.03‑0.08%,铁0.001‑0.003%,镍0.001‑0.003%,镁为余量。本发明制备出一种具有较高强度、硬度的高性能合金材料,同时具有轻量、耐磨损的优点,并且具有优异耐腐蚀性,可满足锅炉的质量要求。

一种耐腐蚀耐磨蚀合金材料及其制备方法.pdf
本发明涉及一种适用于pH=1~4的酸性环境的耐腐蚀、耐磨蚀合金材料其制备方法。本合金材料中含有以重量单位计的下列成分,C1.7~2.0%、Si0.8~1.3%、Cu1.0~1.4%、Mo1.7~2.0%、Mn0.8~1.2%、Cr36~38.5%、Ni1.3~1.8%、Nb:0.18%、N:0.18%,余量为Fe。本合金材料的制备方法是在中频炉内融化物料,加入硅钙进行扩散脱氧,准确控制炉温,出炉温度和浇注温度,然后对铸件退火和回火处理,得到产品。本发明的合金材料晶粒细化,HRC达45~48,具有较强的耐磨

一种医用耐腐蚀镁基合金材料及其制备方法.pdf
本发明公开了一种医用耐腐蚀镁基合金材料及其制备方法,其中,该合金材料包括合金基体和设于所述合金基体表面的涂层,所述合金基体由以下元素组成:Rb、Fe、Ta、Ca、P、V、Mo、I、Ag、B、Sr、Co,余量为Mg;所述涂层由以下原料组成:纳米羟基磷灰石、氧化石墨烯、45S5生物活性玻璃粉、钽酸镁。本发明制备的合金材料的耐腐蚀性大大提高,降解速率适中,可匹配损失部位的愈合速度,同时该合金材料也同时保持良好的力学性能,且生物相容性好,无细胞毒性,使用安全,完全可满足临床应用对植入金属材料的性能要求。