
25MnCrNi加强钢主轴锻件生产方法.pdf

玄静****写意

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

25MnCrNi加强钢主轴锻件生产方法.pdf
本发明涉及一种以25MnCrNi加强钢为原料制作而成的25MnCrNi加强钢主轴锻件的生产方法;炼钢采用电炉冶炼+真空精炼方式,制定内控化学成分,精选配料,精炼全程进行氩气搅拌,控制钢锭浇注中的补缩时间,采用氩气保护浇注;锻造时采用油压机镦粗,成形时采用精锻机锻打成形;热处理采用正火+调质方式;利用该方法可以使产品通过化学成分的优化设计,在成本略微增加的情况下大幅提升材料的淬透性,再通过纯净度和压实效果控制,及适当的热处理方式,满足较高的强韧性配比要求,提高主轴锻件的使用寿命。

65Mn钢法兰锻件的生产方法.pdf
一种65Mn钢法兰锻件的生产方法,包括以下步骤:A、将钢坯料置入加热炉中3‑5min,加热炉内温度为1300‑1550℃;B、将钢坯料在1050‑1470℃温度区间内通过机械压力机镦粗,工程应变量为0.3‑0.4;C、将钢坯料冷却至1000‑1200℃,冷却速率为30‑60℃/h;D、将钢坯料在950‑1150℃的温度区间内通过摩擦压力机终锻,终锻时间1.5‑4s;E、对终锻后钢坯料去飞边及冲孔;F、将法兰锻件冷却至常温。本发明对热锻成形过程中的镦粗、冷却退火和终锻步骤进行优化,有效提高了法兰锻件的微观组
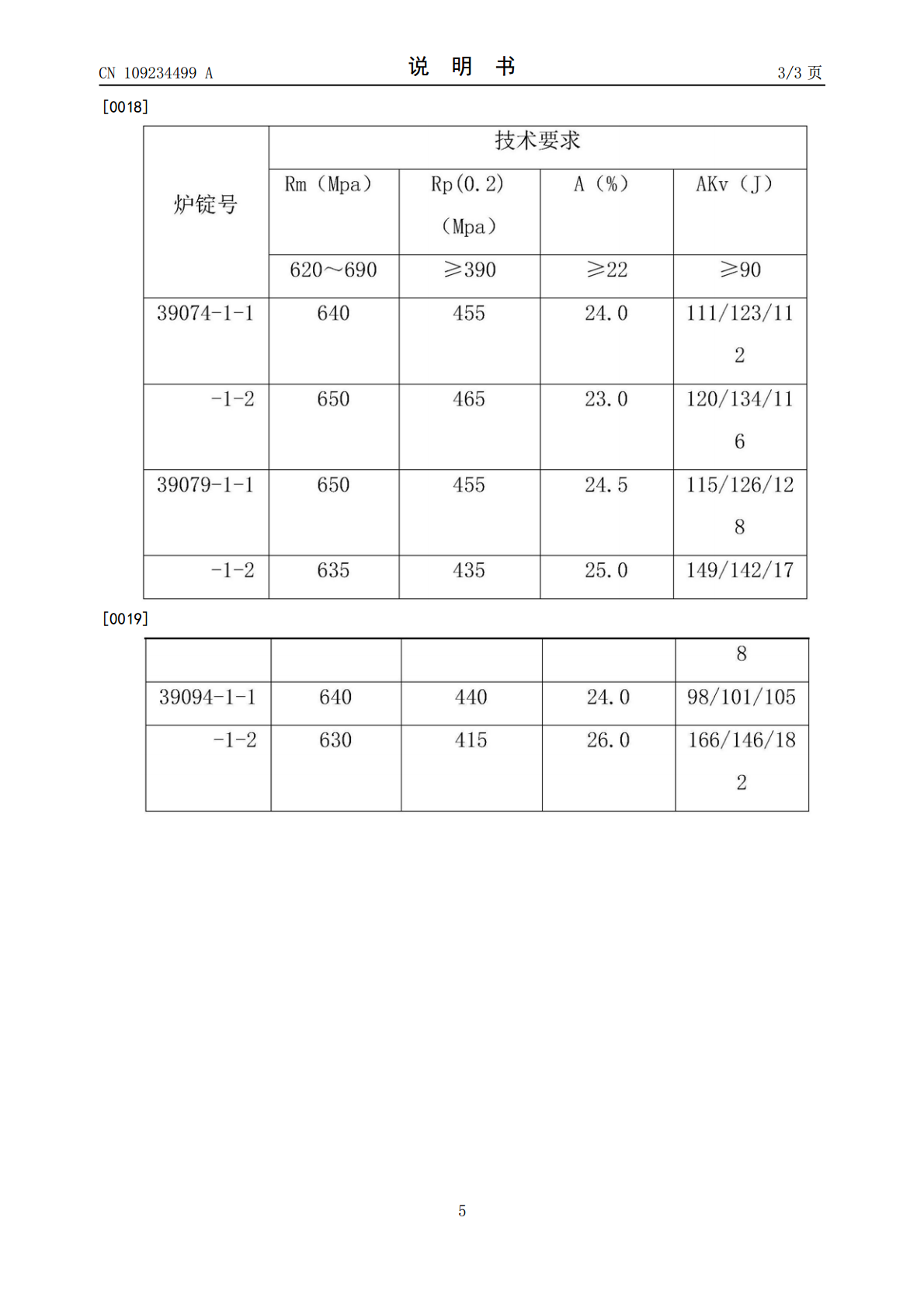
Grade6硬化轴承钢锻件的生产方法.pdf
本发明公开了一种Grade6硬化轴承钢锻件的生产方法,步骤为:选择钢坯下料;锻造:将钢坯加热至1140±10℃并保温5~6h,锻打时始锻温度为1140±10℃,终锻温度为930~940℃,总锻造比≥3.5:1,整个锻造过程在2个火次内完成,空冷至室温;球化退火:将锻件加热至810℃并保温,然后在炉内以15~35℃/h的冷却速度缓慢冷却至720℃并保温,再随炉冷却至550℃,最后出炉空冷至室温;无损探伤。本发明的优点在于:通过优化元素配比、锻造工艺和球化退火工艺可以有效解决锻件内部疏松、有裂纹,组织粗大等缺

用于16Mn合金结构钢锻件的生产制造方法及其锻件.pdf
本发明公开了一种用于16Mn合金结构钢锻件的生产制造方法及其锻件,属于冶金生产工艺技术领域。提供一种通过控制较少的生产工序即可使生产质量更加稳定的用于16Mn合金结构钢锻件的生产制造方法及其钢锻件。所述的生产制造方法包括钢水冶炼,坯料钢锭浇注冷却,坯料钢锭至加热炉加热以及高温钢锭坯锻造压机锻压成材几道工序,其中,高温钢锭坯锻造压机锻压成材至少包括一次墩粗拔长为八角坯,再加热,二次墩粗拔长为比一次墩粗拔长长度更短的方坯和精锻几个工步。锻件的成份至少包括碳0.13%~0.19%、硅0.20%~0.60%、锰1
A485-2硬化轴承钢锻件的生产方法.pdf
本发明公开了一种A485‑2硬化轴承钢锻件的生产方法,步骤为:选择钢坯下料;锻造:将钢坯加热至1140±10℃并保温,锻造时始锻温度为1140±10℃,终锻温度为930~940℃,总锻造比≥3.5:1,整个锻造过程在2个火次内完成,空冷至室温;球化退火:将锻件加热至790℃并保温,然后锻件在炉内以不高于25℃/h的冷却速度缓慢冷却至720℃并保温,再随炉冷却至500℃,最后出炉空冷至室温;无损探伤。本发明的优点在于:通过优化元素配比、锻造工艺和球化退火工艺可以有效解决锻件内部疏松、有裂纹,组织粗大等缺陷,