
用于16Mn合金结构钢锻件的生产制造方法及其锻件.pdf

是秋****写意


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于16Mn合金结构钢锻件的生产制造方法及其锻件.pdf
本发明公开了一种用于16Mn合金结构钢锻件的生产制造方法及其锻件,属于冶金生产工艺技术领域。提供一种通过控制较少的生产工序即可使生产质量更加稳定的用于16Mn合金结构钢锻件的生产制造方法及其钢锻件。所述的生产制造方法包括钢水冶炼,坯料钢锭浇注冷却,坯料钢锭至加热炉加热以及高温钢锭坯锻造压机锻压成材几道工序,其中,高温钢锭坯锻造压机锻压成材至少包括一次墩粗拔长为八角坯,再加热,二次墩粗拔长为比一次墩粗拔长长度更短的方坯和精锻几个工步。锻件的成份至少包括碳0.13%~0.19%、硅0.20%~0.60%、锰1
用于42CrMo4环形锻件的合金及环形锻件的制造方法.pdf
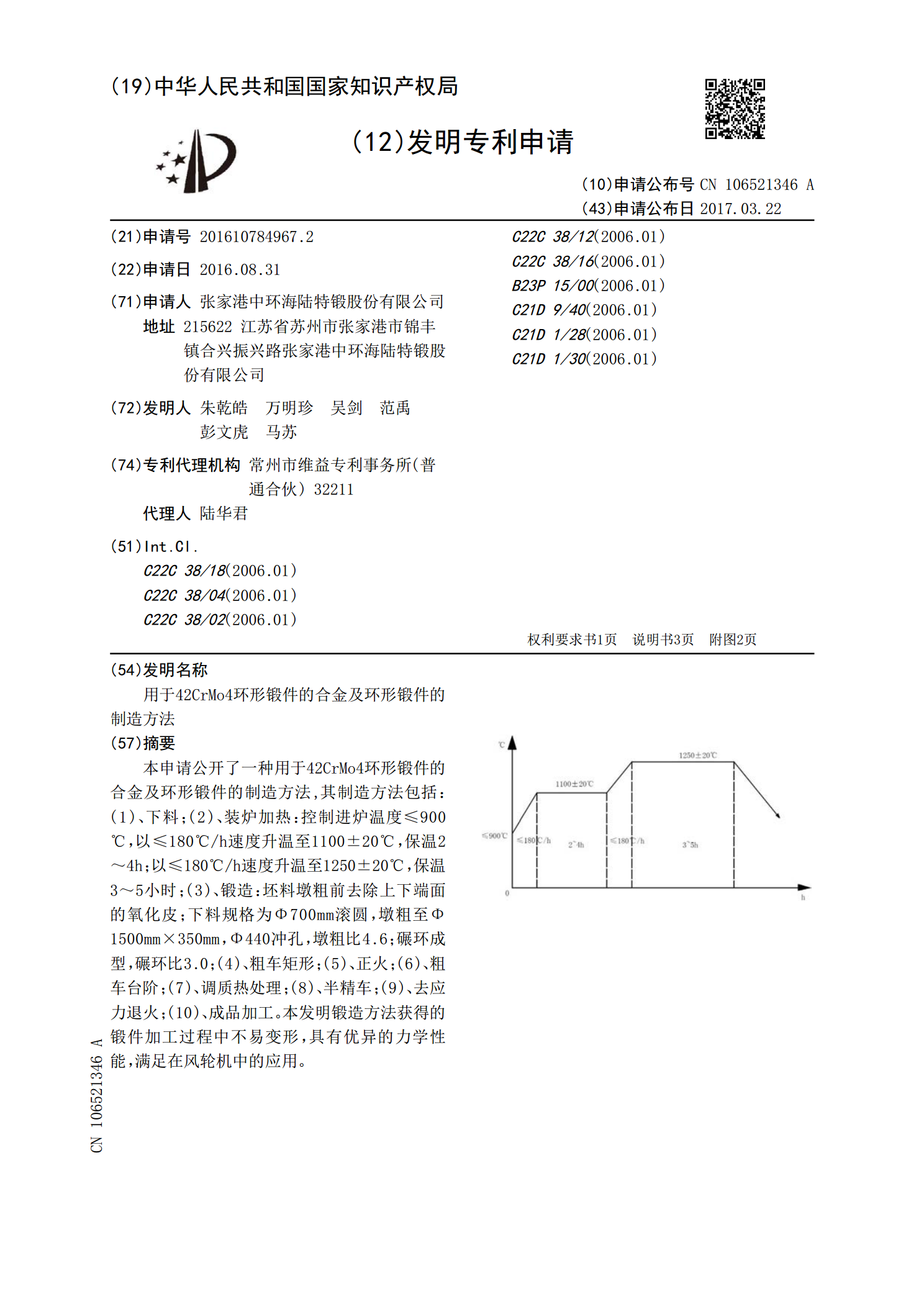
本申请公开了一种用于42CrMo4环形锻件的合金及环形锻件的制造方法,其制造方法包括:(1)、下料;(2)、装炉加热:控制进炉温度≤900℃,以≤180℃/h速度升温至1100±20℃,保温2~4h;以≤180℃/h速度升温至1250±20℃,保温3~5小时;(3)、锻造:坯料墩粗前去除上下端面的氧化皮;下料规格为Φ700mm滚圆,墩粗至Φ1500mm×350mm,Φ440冲孔,墩粗比4.6;碾环成型,碾环比3.0;(4)、粗车矩形;(5)、正火;(6)、粗车台阶;(7)、调质热处理;(8)、半精车;(9

用于轴承座的合金、环形锻件的制造方法.pdf
本申请公开了一种用于轴承座的合金、环形锻件的制造方法,该制造方法包括:(1)、冶炼钢锭,该钢锭尺寸为Φ1166mm/Φ1245mm×2240mm;(2)、下料;(3)、装炉;(4)、锻造前加热:控制进炉温度≤400℃,升温4h至850℃并保温6h;升温3h至1050℃并保温5h;升温3h至1250℃并保温2h;(5)、制坯。本发明方法制造锻件时不会产生夹皮及探伤超标问题,所获得的锻件其力学性能满足轴承座的要求。
42CrMo合金结构钢空心轴类锻件热处理方法及其制备的空心轴类锻件.pdf
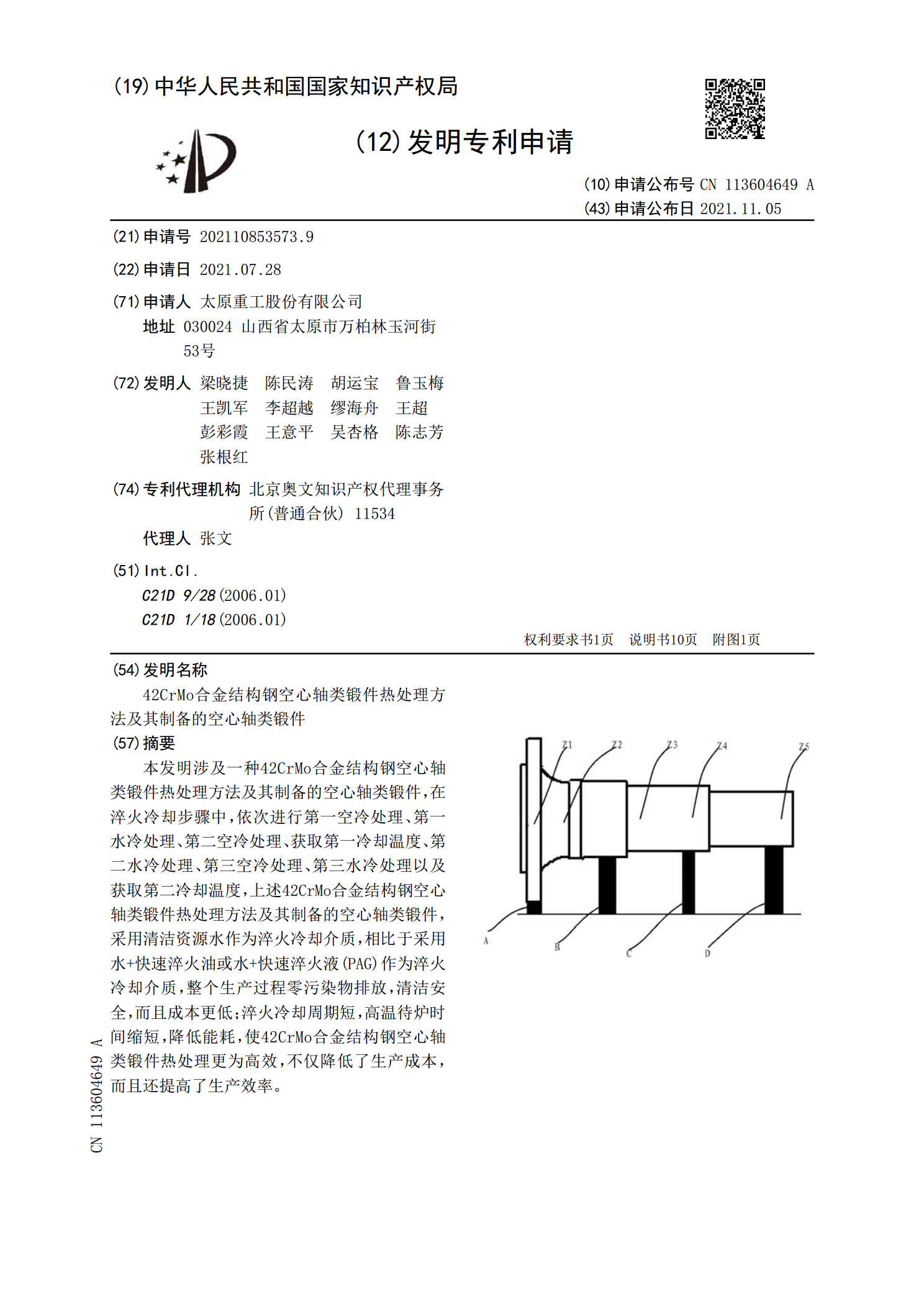
本发明涉及一种42CrMo合金结构钢空心轴类锻件热处理方法及其制备的空心轴类锻件,在淬火冷却步骤中,依次进行第一空冷处理、第一水冷处理、第二空冷处理、获取第一冷却温度、第二水冷处理、第三空冷处理、第三水冷处理以及获取第二冷却温度,上述42CrMo合金结构钢空心轴类锻件热处理方法及其制备的空心轴类锻件,采用清洁资源水作为淬火冷却介质,相比于采用水+快速淬火油或水+快速淬火液(PAG)作为淬火冷却介质,整个生产过程零污染物排放,清洁安全,而且成本更低;淬火冷却周期短,高温待炉时间缩短,降低能耗,使42CrMo
一种齿轮箱锻件用合金钢及其锻件的制造方法和应用.pdf
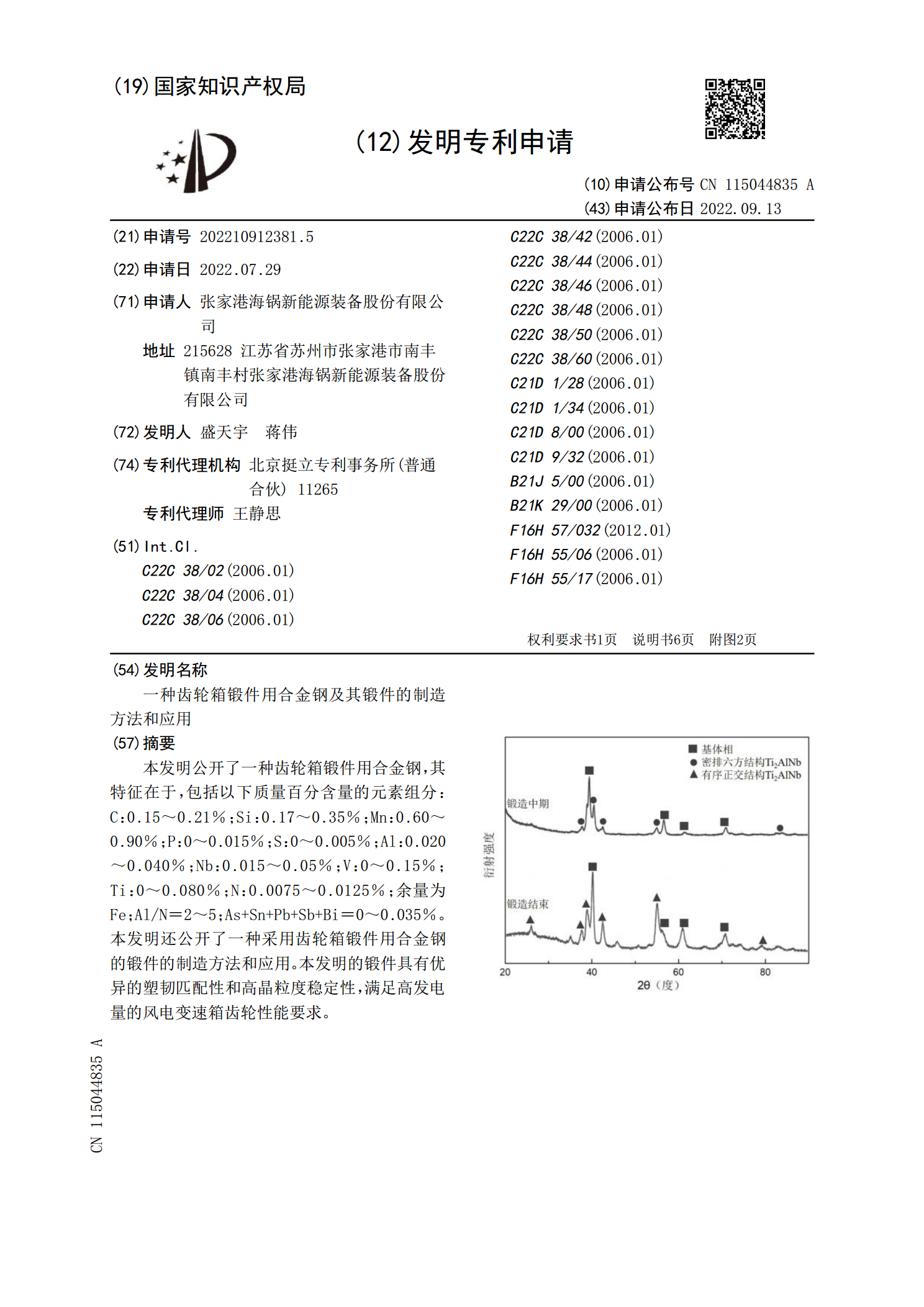
本发明公开了一种齿轮箱锻件用合金钢,其特征在于,包括以下质量百分含量的元素组分:C:0.15~0.21%;Si:0.17~0.35%;Mn:0.60~0.90%;P:0~0.015%;S:0~0.005%;Al:0.020~0.040%;Nb:0.015~0.05%;V:0~0.15%;Ti:0~0.080%;N:0.0075~0.0125%;余量为Fe;Al/N=2~5;As+Sn+Pb+Sb+Bi=0~0.035%。本发明还公开了一种采用齿轮箱锻件用合金钢的锻件的制造方法和应用。本发明的锻件具有优异的