
一种短流程水平连铸球墨铸铁型材的方法.pdf

朋兴****en

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种短流程水平连铸球墨铸铁型材的方法.pdf
本发明公开了一种短流程水平连铸球墨铸铁型材的方法,采用刚出炉的高炉铁水经改性、净化、孕育和球化处理后直接水平连铸生产球墨铸铁的方法,以去除目前常规水平连铸工艺生产球墨铸铁型材需要用面包铁重熔获得铁水这一工序,因而大量地节约了因重熔面包铁而消耗的能量,极大地降低了水平连铸生产球墨铸铁所消耗的能量,大大地降低了水平连铸球墨铸铁的生产成本,为球墨铸铁水平连铸生产的节能、降耗和绿色环保铸造提供了有力地保障。
一种型材水平连铸方法.pdf
本发明公开一种型材水平连铸方法,其特征在于,包括以下方法步骤:A:将金属在中频熔炼炉内熔炼和保温;B:由底部侧面的结晶器将熔液通过水冷却装置快速冷却;C:经牵引装置将冷凝成型材的坯料连续地拉出来;D:由切割机将坯料按一定长度要求切下。本发明避免了常规铸造方法经常产生的铸造缺陷,晶粒细小,组织致密,力学性能好,表面光洁,尺寸精确,加工余量小,硬度均匀,加工性能好。
用于水平连铸球墨铸铁型材的等静压保温炉及方法.pdf
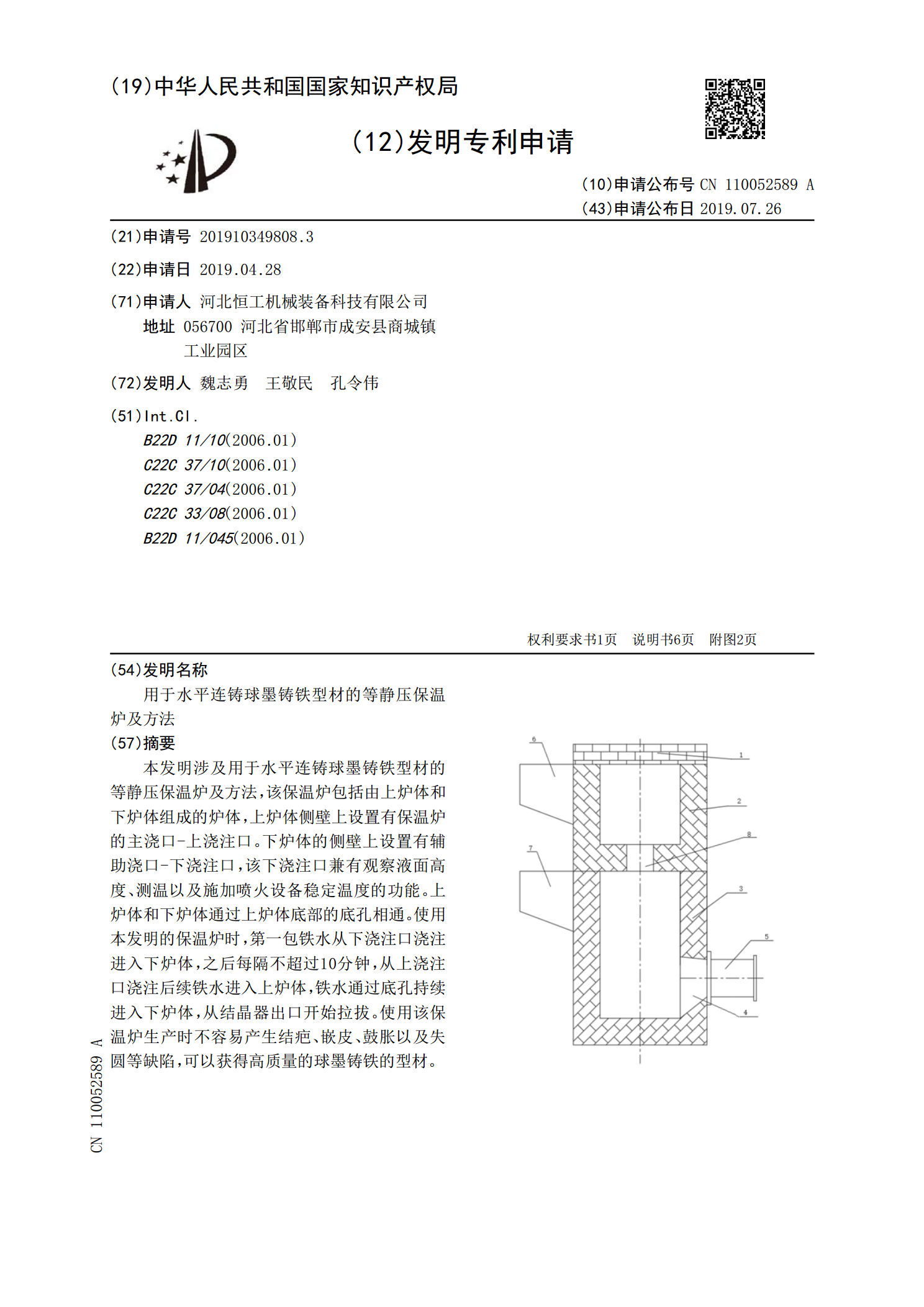
本发明涉及用于水平连铸球墨铸铁型材的等静压保温炉及方法,该保温炉包括由上炉体和下炉体组成的炉体,上炉体侧壁上设置有保温炉的主浇口‑上浇注口。下炉体的侧壁上设置有辅助浇口‑下浇注口,该下浇注口兼有观察液面高度、测温以及施加喷火设备稳定温度的功能。上炉体和下炉体通过上炉体底部的底孔相通。使用本发明的保温炉时,第一包铁水从下浇注口浇注进入下炉体,之后每隔不超过10分钟,从上浇注口浇注后续铁水进入上炉体,铁水通过底孔持续进入下炉体,从结晶器出口开始拉拔。使用该保温炉生产时不容易产生结疤、嵌皮、鼓胀以及失圆等缺陷,
一种异型镁合金型材连续铸轧与轧制短流程制备方法.pdf
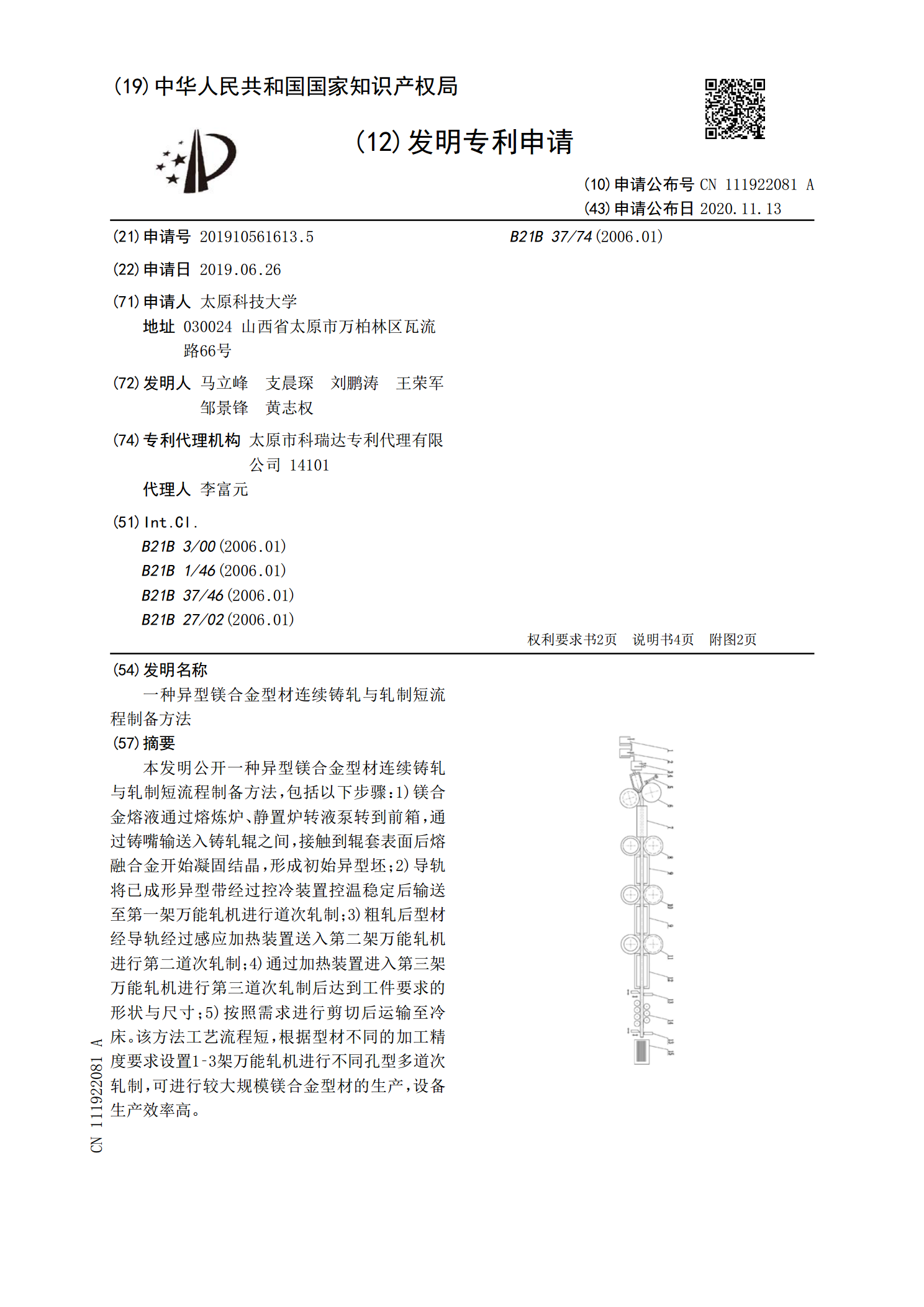
本发明公开一种异型镁合金型材连续铸轧与轧制短流程制备方法,包括以下步骤:1)镁合金熔液通过熔炼炉、静置炉转液泵转到前箱,通过铸嘴输送入铸轧辊之间,接触到辊套表面后熔融合金开始凝固结晶,形成初始异型坯;2)导轨将已成形异型带经过控冷装置控温稳定后输送至第一架万能轧机进行道次轧制;3)粗轧后型材经导轨经过感应加热装置送入第二架万能轧机进行第二道次轧制;4)通过加热装置进入第三架万能轧机进行第三道次轧制后达到工件要求的形状与尺寸;5)按照需求进行剪切后运输至冷床。该方法工艺流程短,根据型材不同的加工精度要求设置
一种连铸连轧短流程线SPA-H表面黑斑解决方法.pdf
本发明涉及一种连铸连轧短流程线SPA‑H表面黑斑解决方法,属于钢铁冶金技术领域,包括如下步骤:步骤一:将精炼钢水经板坯连铸机连铸,连铸机出来的板坯经板坯清洗装置清洗;步骤二:清洗后的板坯立即进入加热炉,板坯加热后出炉;步骤三:板坯出炉后依次除鳞,再经过精轧机组轧制;前机架F1‑F4轧制负荷设计为30‑55%,前机架F1‑F4带钢温度为950‑1100℃;步骤四:轧制后冷却、卷取。本发明方法不需添加Ni,解决连铸连轧短流程线SPA‑H因“铜脆”导致的表面黑斑问题,节约成本;提高板坯入炉温度改善“黑斑”缺陷,