
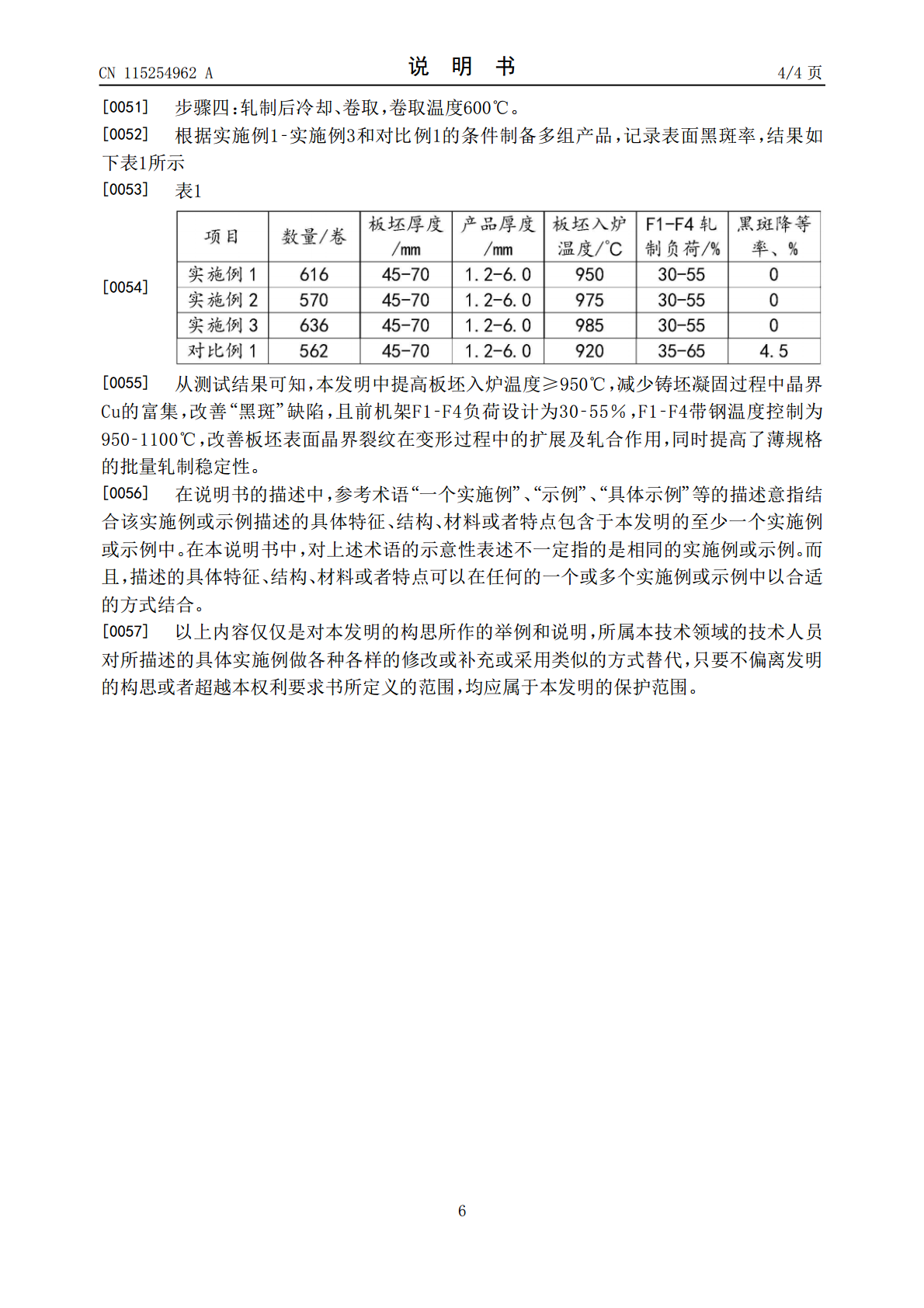
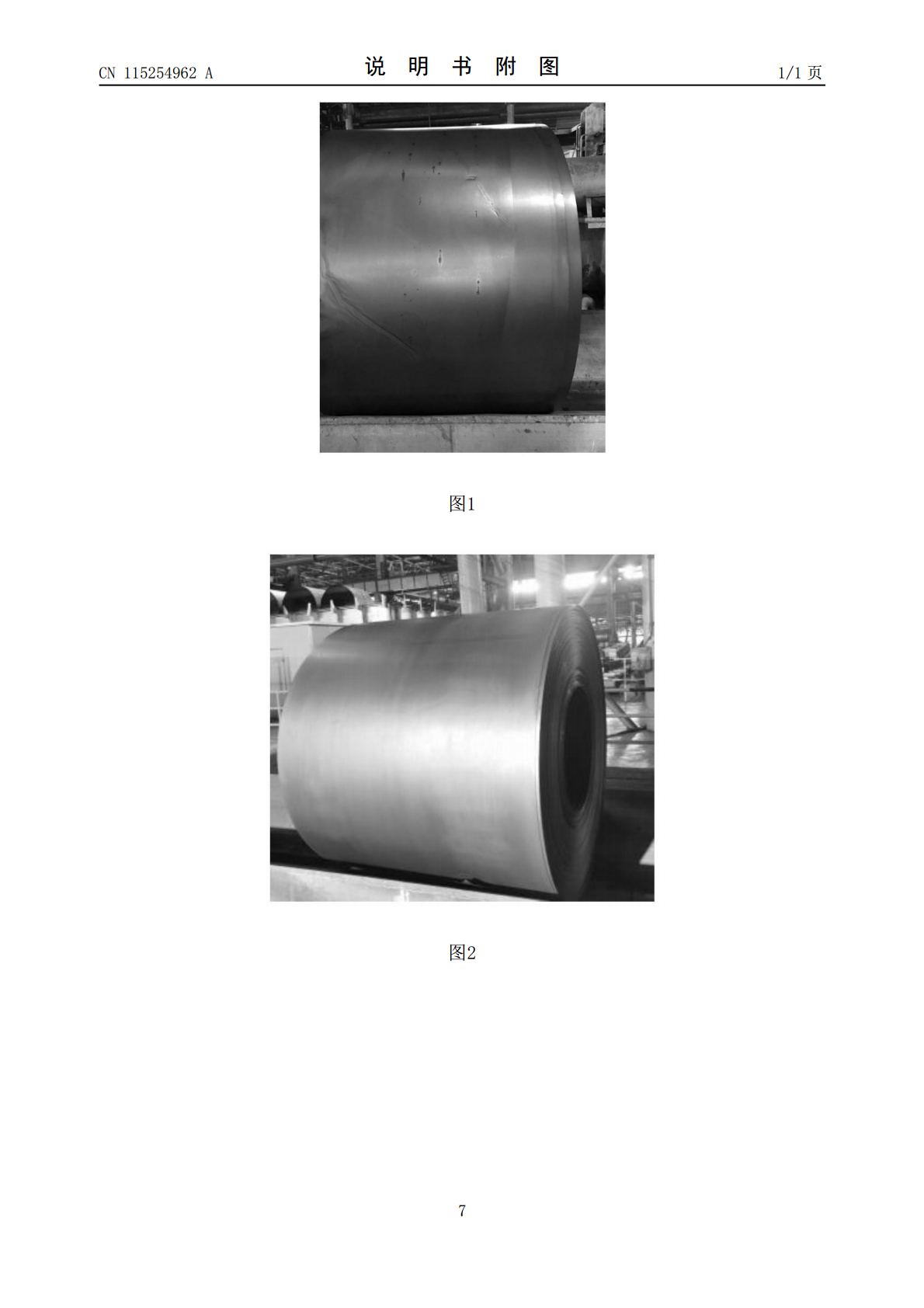
一种连铸连轧短流程线SPA-H表面黑斑解决方法.pdf

一吃****新冬

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连铸连轧短流程线SPA-H表面黑斑解决方法.pdf
本发明涉及一种连铸连轧短流程线SPA‑H表面黑斑解决方法,属于钢铁冶金技术领域,包括如下步骤:步骤一:将精炼钢水经板坯连铸机连铸,连铸机出来的板坯经板坯清洗装置清洗;步骤二:清洗后的板坯立即进入加热炉,板坯加热后出炉;步骤三:板坯出炉后依次除鳞,再经过精轧机组轧制;前机架F1‑F4轧制负荷设计为30‑55%,前机架F1‑F4带钢温度为950‑1100℃;步骤四:轧制后冷却、卷取。本发明方法不需添加Ni,解决连铸连轧短流程线SPA‑H因“铜脆”导致的表面黑斑问题,节约成本;提高板坯入炉温度改善“黑斑”缺陷,

一种连铸连轧线的定心导向装置.pdf
本发明涉及连铸连轧收线生产技术领域,更具体地说涉及一种连铸连轧线的定心导向装置,导轮设置在收线装置的进线口内部,导轮的中间设置有活动转轴,活动转轴与收线装置连接,导轮为鼓形轮,且导轮设置有两个,形成导轮组。进口管道的右端与调节套筒套接,调节套筒设置在法兰盘中间通孔中的左侧,导管设置在法兰盘中间通孔中的右侧,且导管的左端面与进口管道的右端面接触。本发明增设了胶木材质的锥形导管,该导管具有较高的柔软度,以及一定的抗热性,不会对铝杆表面造成损伤,也不会因为铝杆的高温而烧坏,胶木导管内设置有一平滑的锥形孔,不仅能

一种铝杆连铸连轧生产线.pdf
本发明涉及铝杆生产轧制领域,具体是一种铝杆连铸连轧生产线,包括用于融化原料的铝炉,用于冷却固化金属液体的浇铸机,用于牵引浇铸机成型铝杆的滚剪牵引装置,用于铝杆轧制成型的连轧机,用于收线的收线装置。本发明收线装置不用引杆油,在保证铝合金杆表面无划伤的同时避免了铝合金杆散热油烟污染,此外在连轧机通过设置润滑油及乳化液循环系统,润滑油单独对轴承、齿轮进行润滑冷却,乳化液单独对轧件进行冷却,有效避免传统乳化液对轴承、齿轮造成磨损,延长连轧机的轴承、齿轮的使用寿命,避免生产过程因轴承、齿轮快速老化磨损而造成的堵杆、
一种铝合金连铸连轧生产线.pdf
本发明涉及铝合金生产制造领域,具体地说,是一种铝合金连铸连轧生产线,包括熔化炉、保温炉、冷却水塔、在线除气/过滤箱、连铸机、牵引滚剪机、校直切割机以及油路润滑系统,还包括回收装置,便于将生产过程中产生的废料回收利用,大大节省了原材料,熔化炉包括炉盖和具有保温层的炉体,炉体中间为一呈空腔状的炉膛,炉膛内设有一个坩埚,坩埚外侧设有加热丝,炉体的上部设固定架,固定架中装设一直角形热电偶,直角形热电偶的垂直段直接伸入到坩埚中,电量损耗小,且能够精确控制铝液的温度,保证铝合金杆的质量,降低废品率。
一种钢筋连铸连轧系统以及钢筋连铸连轧生产方法.pdf
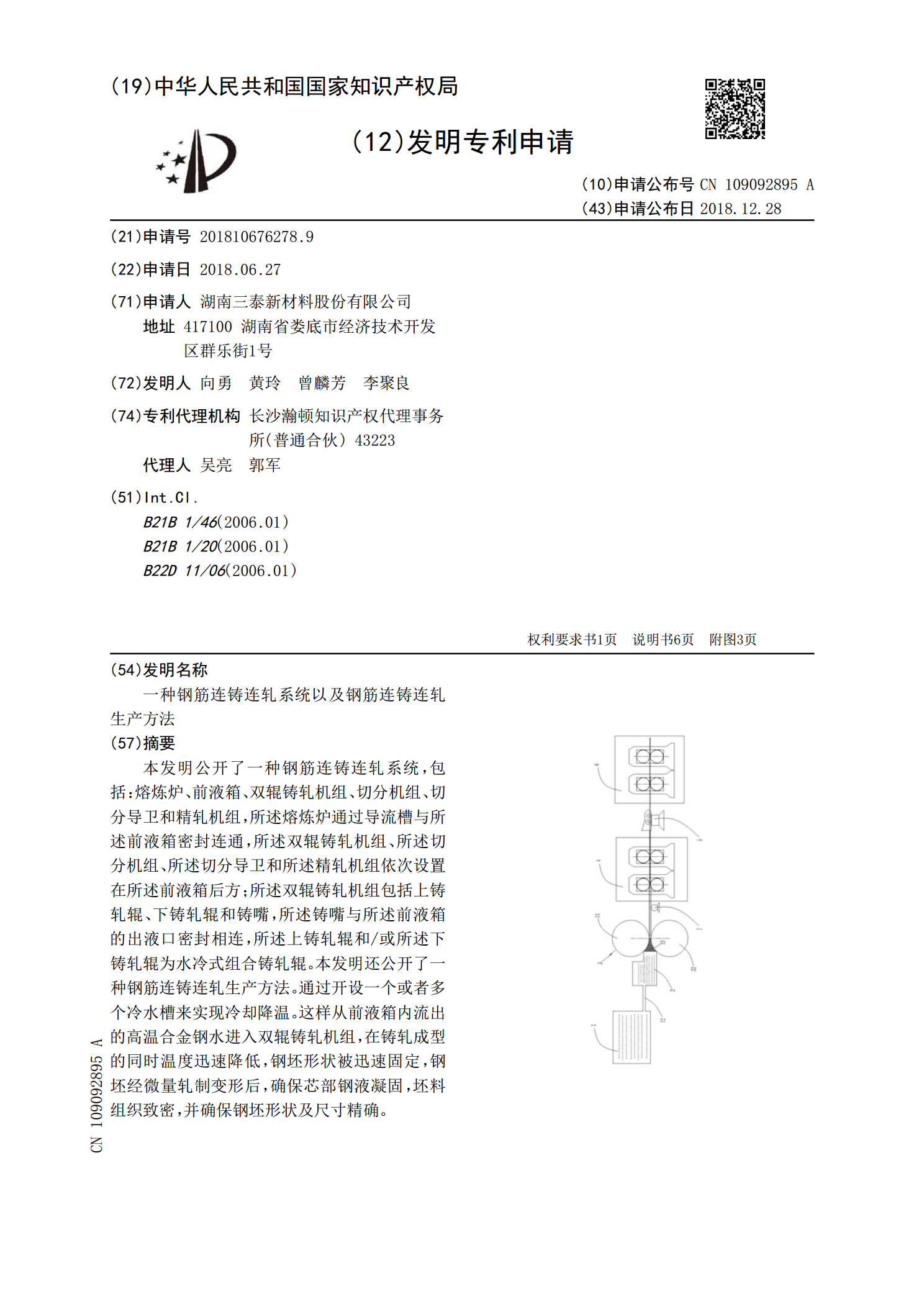
本发明公开了一种钢筋连铸连轧系统,包括:熔炼炉、前液箱、双辊铸轧机组、切分机组、切分导卫和精轧机组,所述熔炼炉通过导流槽与所述前液箱密封连通,所述双辊铸轧机组、所述切分机组、所述切分导卫和所述精轧机组依次设置在所述前液箱后方;所述双辊铸轧机组包括上铸轧辊、下铸轧辊和铸嘴,所述铸嘴与所述前液箱的出液口密封相连,所述上铸轧辊和/或所述下铸轧辊为水冷式组合铸轧辊。本发明还公开了一种钢筋连铸连轧生产方法。通过开设一个或者多个冷水槽来实现冷却降温。这样从前液箱内流出的高温合金钢水进入双辊铸轧机组,在铸轧成型的同时温