
一种异型镁合金型材连续铸轧与轧制短流程制备方法.pdf

代瑶****zy

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异型镁合金型材连续铸轧与轧制短流程制备方法.pdf
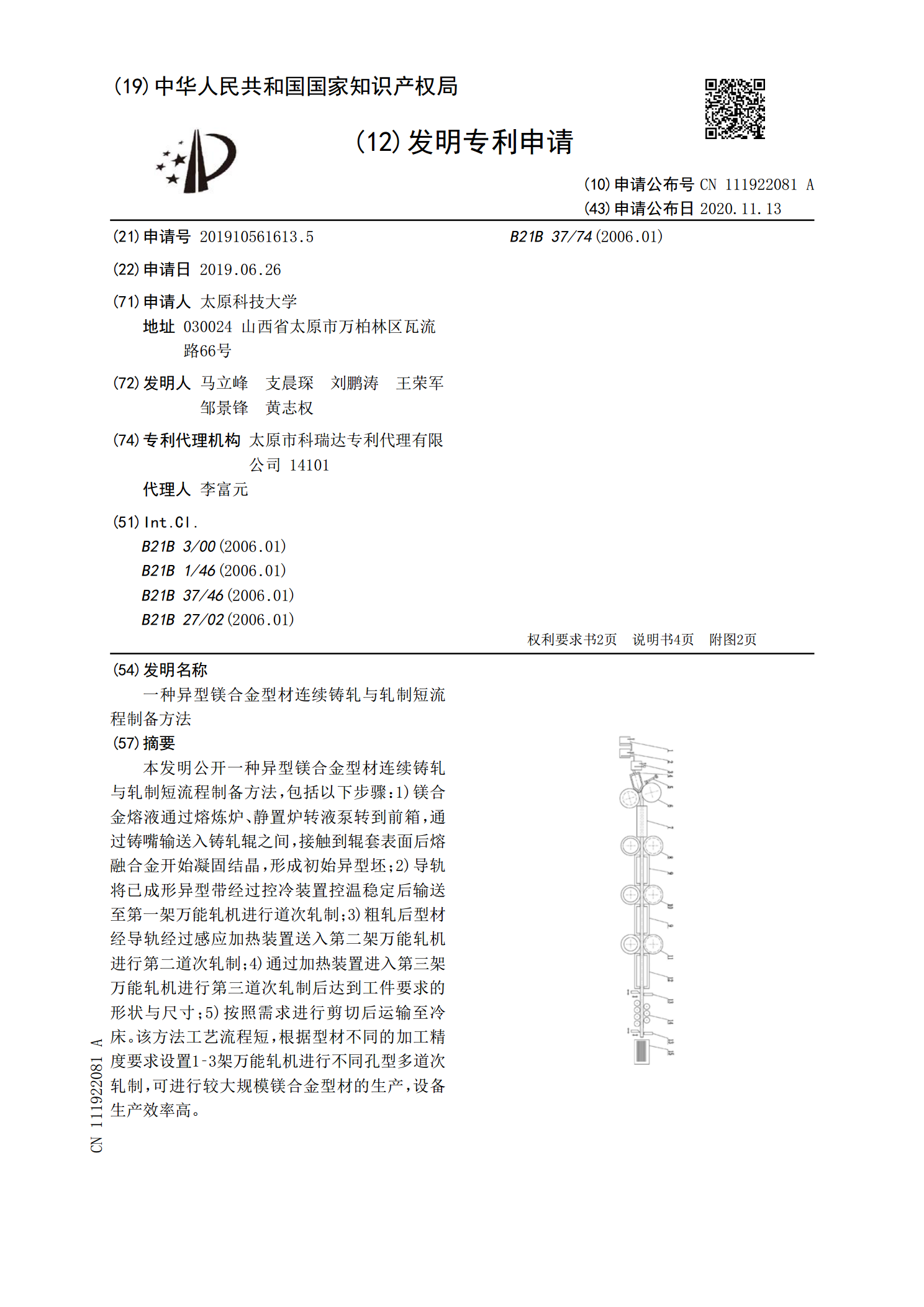
本发明公开一种异型镁合金型材连续铸轧与轧制短流程制备方法,包括以下步骤:1)镁合金熔液通过熔炼炉、静置炉转液泵转到前箱,通过铸嘴输送入铸轧辊之间,接触到辊套表面后熔融合金开始凝固结晶,形成初始异型坯;2)导轨将已成形异型带经过控冷装置控温稳定后输送至第一架万能轧机进行道次轧制;3)粗轧后型材经导轨经过感应加热装置送入第二架万能轧机进行第二道次轧制;4)通过加热装置进入第三架万能轧机进行第三道次轧制后达到工件要求的形状与尺寸;5)按照需求进行剪切后运输至冷床。该方法工艺流程短,根据型材不同的加工精度要求设置
镁合金板的连续高效铸轧成型方法.pdf
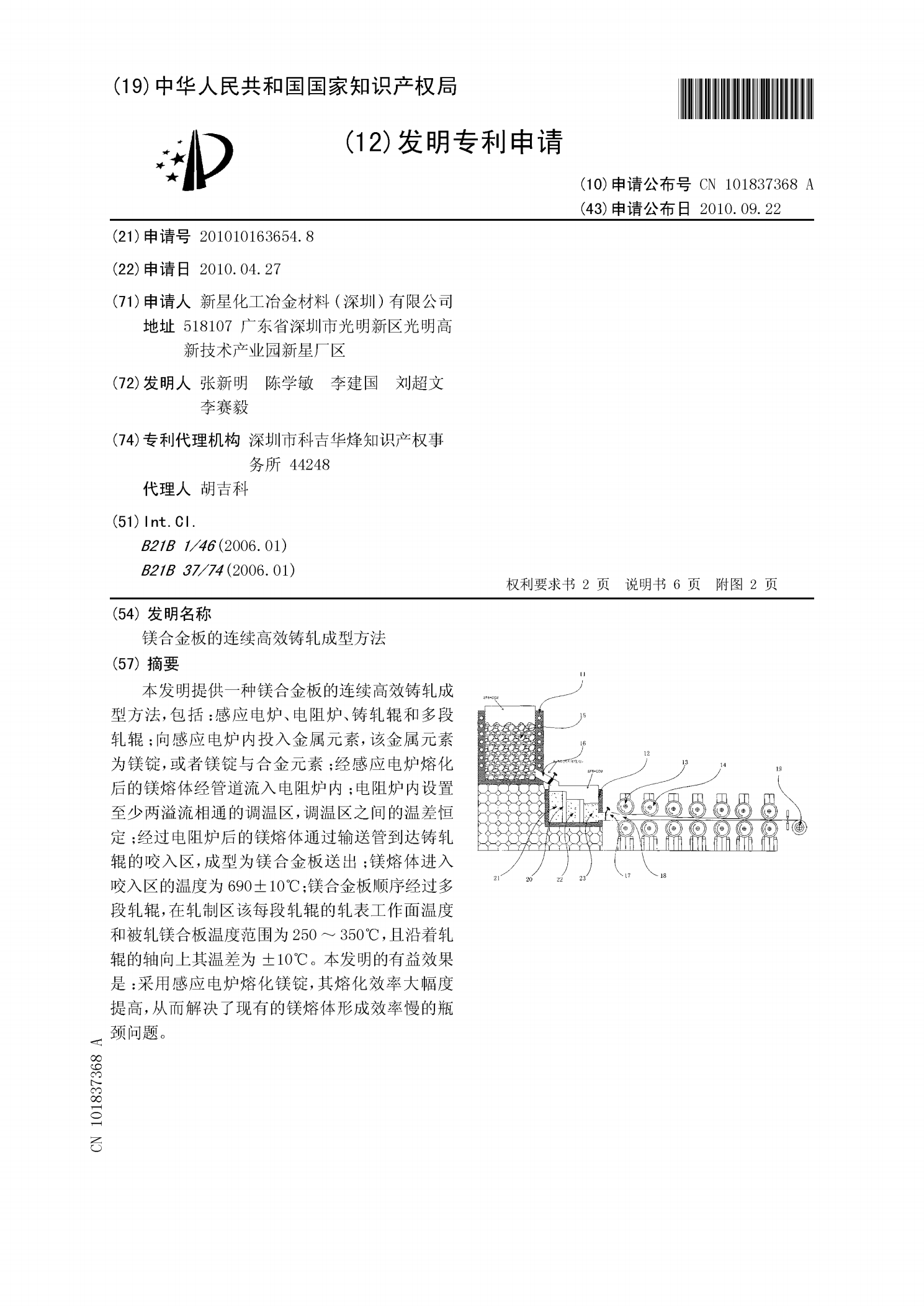
本发明提供一种镁合金板的连续高效铸轧成型方法,包括:感应电炉、电阻炉、铸轧辊和多段轧辊;向感应电炉内投入金属元素,该金属元素为镁锭,或者镁锭与合金元素;经感应电炉熔化后的镁熔体经管道流入电阻炉内;电阻炉内设置至少两溢流相通的调温区,调温区之间的温差恒定;经过电阻炉后的镁熔体通过输送管到达铸轧辊的咬入区,成型为镁合金板送出;镁熔体进入咬入区的温度为690±10℃;镁合金板顺序经过多段轧辊,在轧制区该每段轧辊的轧表工作面温度和被轧镁合板温度范围为250~350℃,且沿着轧辊的轴向上其温差为±10℃。本发明的有
一种镁合金连铸连轧装置及镁合金连铸连轧方法.pdf
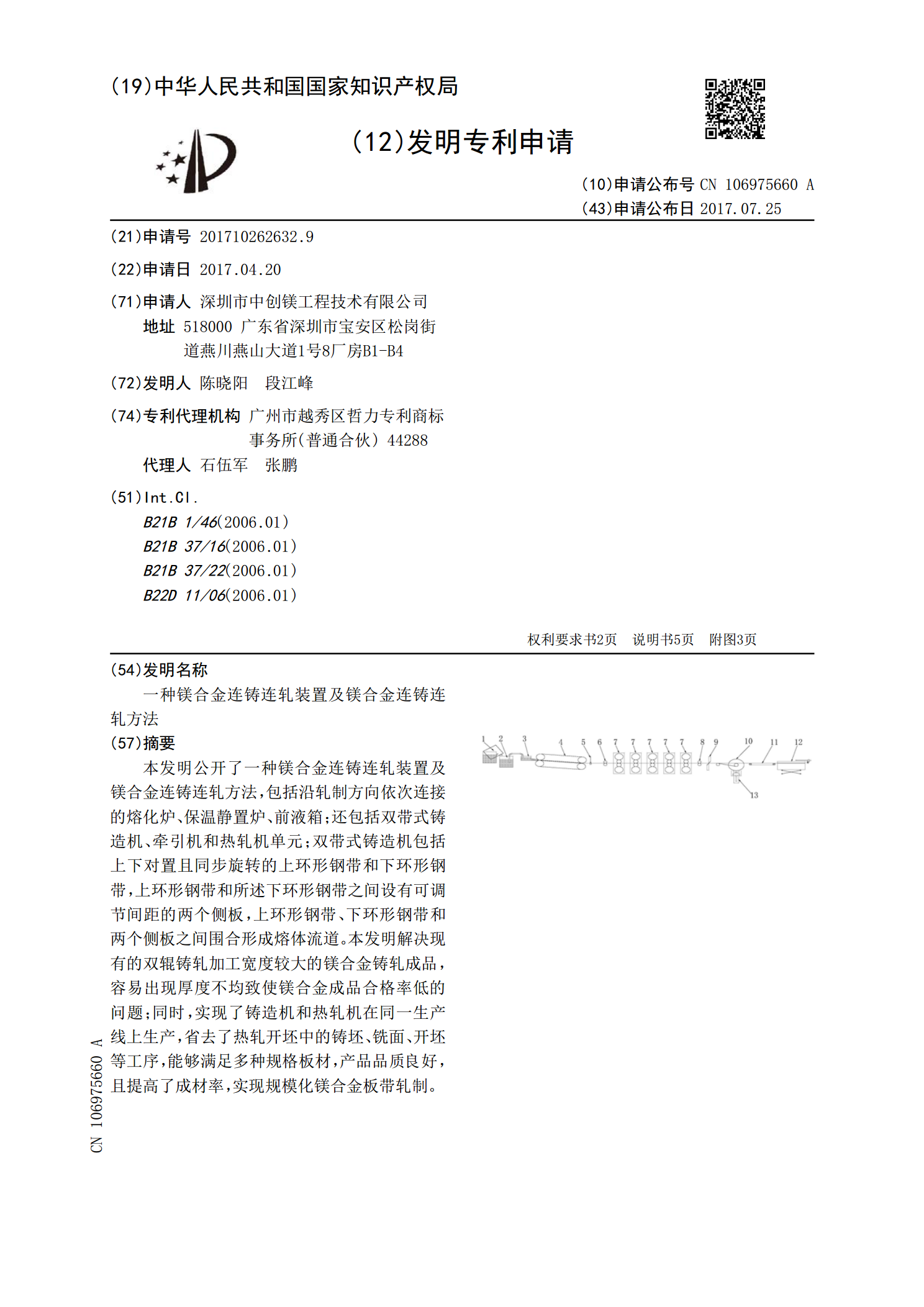
本发明公开了一种镁合金连铸连轧装置及镁合金连铸连轧方法,包括沿轧制方向依次连接的熔化炉、保温静置炉、前液箱;还包括双带式铸造机、牵引机和热轧机单元;双带式铸造机包括上下对置且同步旋转的上环形钢带和下环形钢带,上环形钢带和所述下环形钢带之间设有可调节间距的两个侧板,上环形钢带、下环形钢带和两个侧板之间围合形成熔体流道。本发明解决现有的双辊铸轧加工宽度较大的镁合金铸轧成品,容易出现厚度不均致使镁合金成品合格率低的问题;同时,实现了铸造机和热轧机在同一生产线上生产,省去了热轧开坯中的铸坯、铣面、开坯等工序,能够
一种利用短流程铸轧坯生产高韧性电池铝箔的制备方法.pdf
本发明公开了一种利用短流程铸轧坯生产高韧性电池铝箔的制备方法,依次经过熔炼、铸轧、冷轧、均质高温处理、中轧、纵剪切边、中间退火、精轧、箔轧、合卷、轧成品、分切、装炉退火工序。与现有的铝合金材料相比,具有阻隔性高、深冲性能优良、形变能力好、耐穿刺性高、密封性好、表面细腻、高洁清度、流程短,同时通过创新分段多级在线除气、过滤净化装置,有效降低了铝液中氢及氧化夹渣物含量,防止了孔洞、针孔的产生所带来的电池用铝箔质量缺陷;具有密封性好、无漏液、使用安全等优点;满足高冲深成型性能、高洁净性、高韧性电池用铝箔技术要求
一种短流程铸轧坯生产深冲冷成型药用铝箔的制备方法.pdf
本发明公开了一种短流程铸轧坯生产深冲冷成型药用铝箔的制备方法,依次经过熔炼、铸轧、冷轧、均质高温处理、中轧、纵剪切边、中间退火、精轧、箔轧、合卷、轧成品、分切、装炉退火步骤,本发明的原料由铝合金和质量含量为20%的AL‑Fe中间合金或含Fe质量含量为75%的添加剂组成,其中铝合金中各元素的比例为Si=0.025‑0.10%,Fe=1.25‑1.65%,Cu=0.001‑0.10%,Mn<0.05%,Mg<0.05%,Cr<0.05%,Zn<0.05%,Ti=0.01‑0.04%,其余为A。采用本发明记载的