
用于水平连铸球墨铸铁型材的等静压保温炉及方法.pdf

小云****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于水平连铸球墨铸铁型材的等静压保温炉及方法.pdf
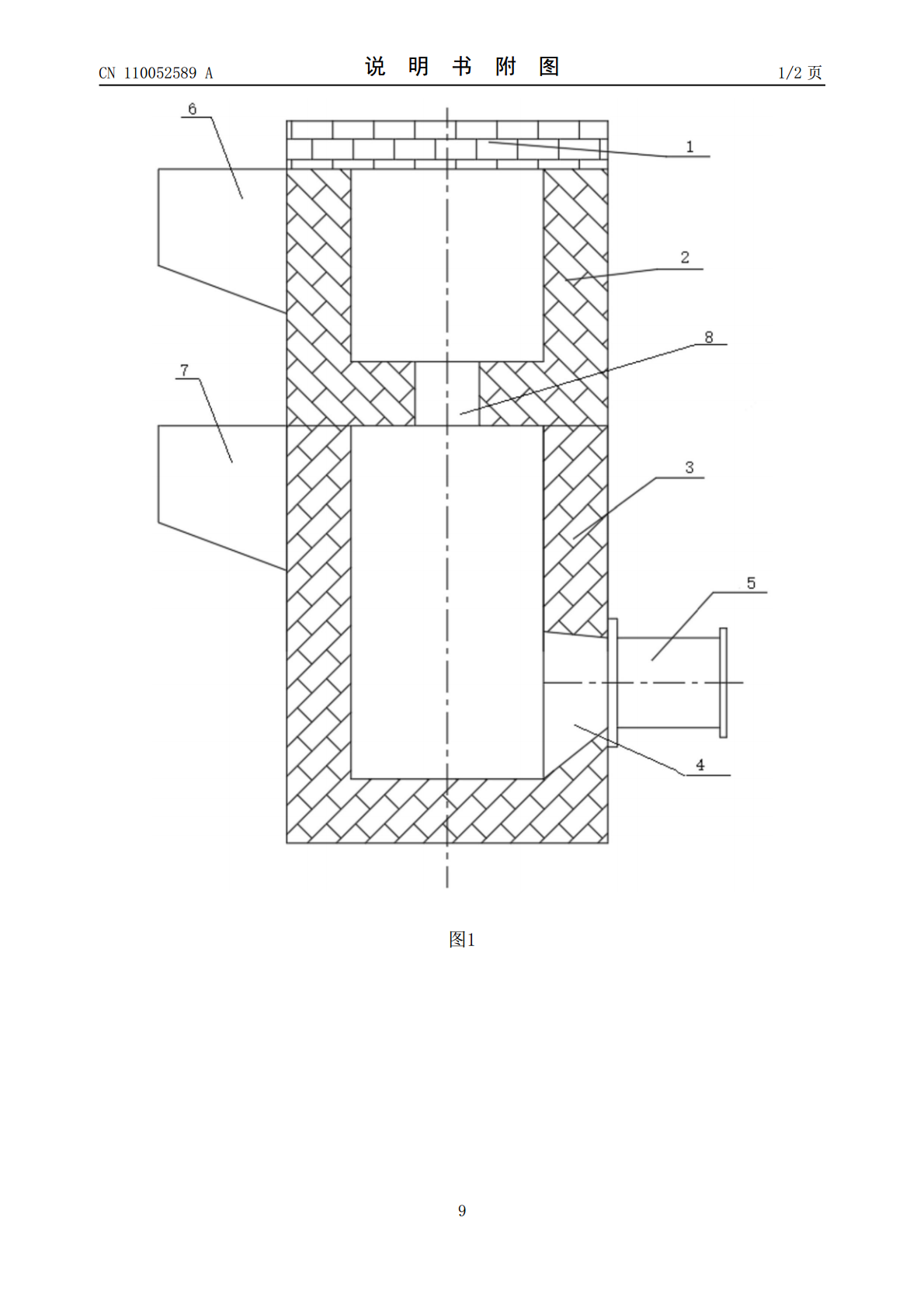
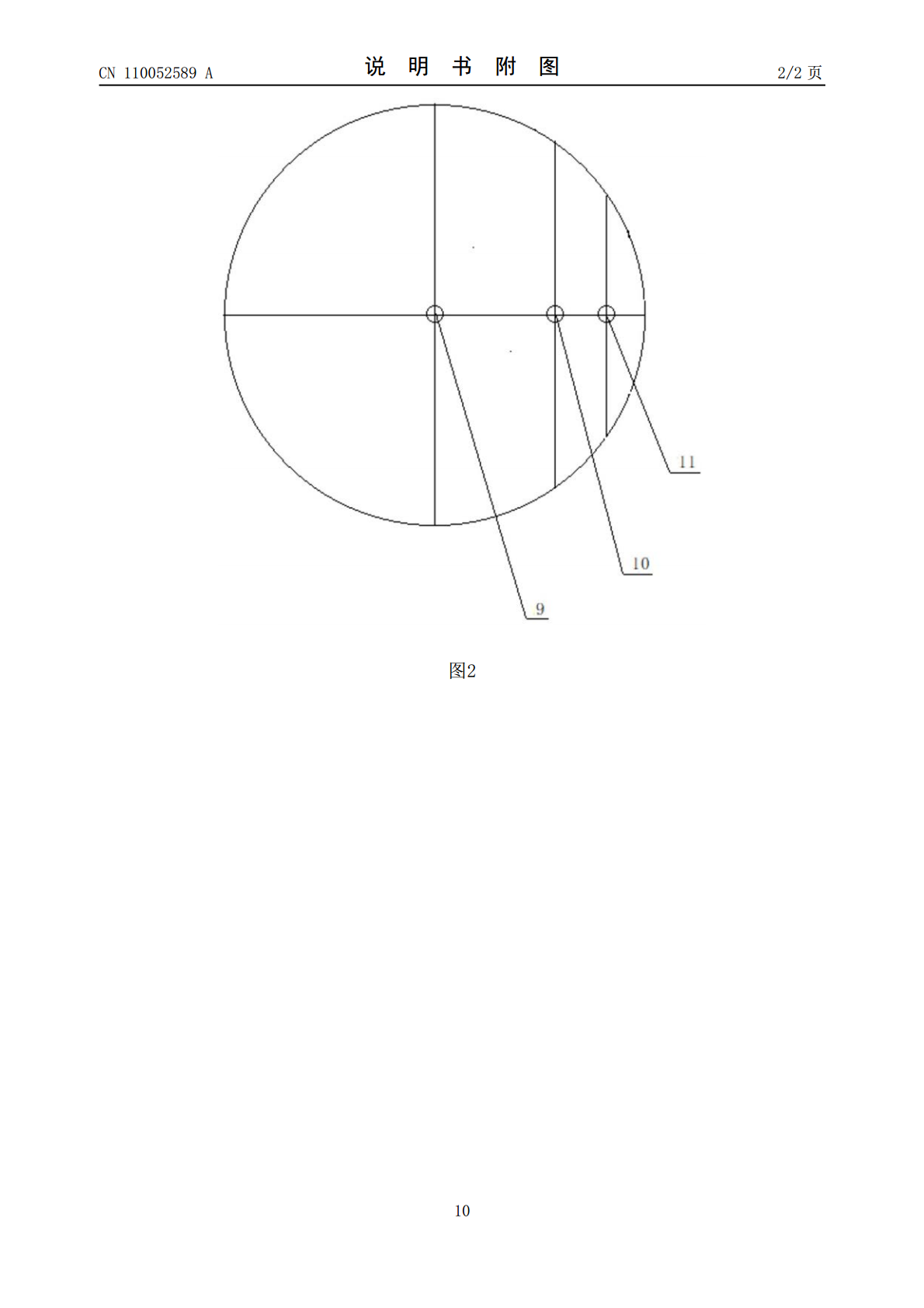
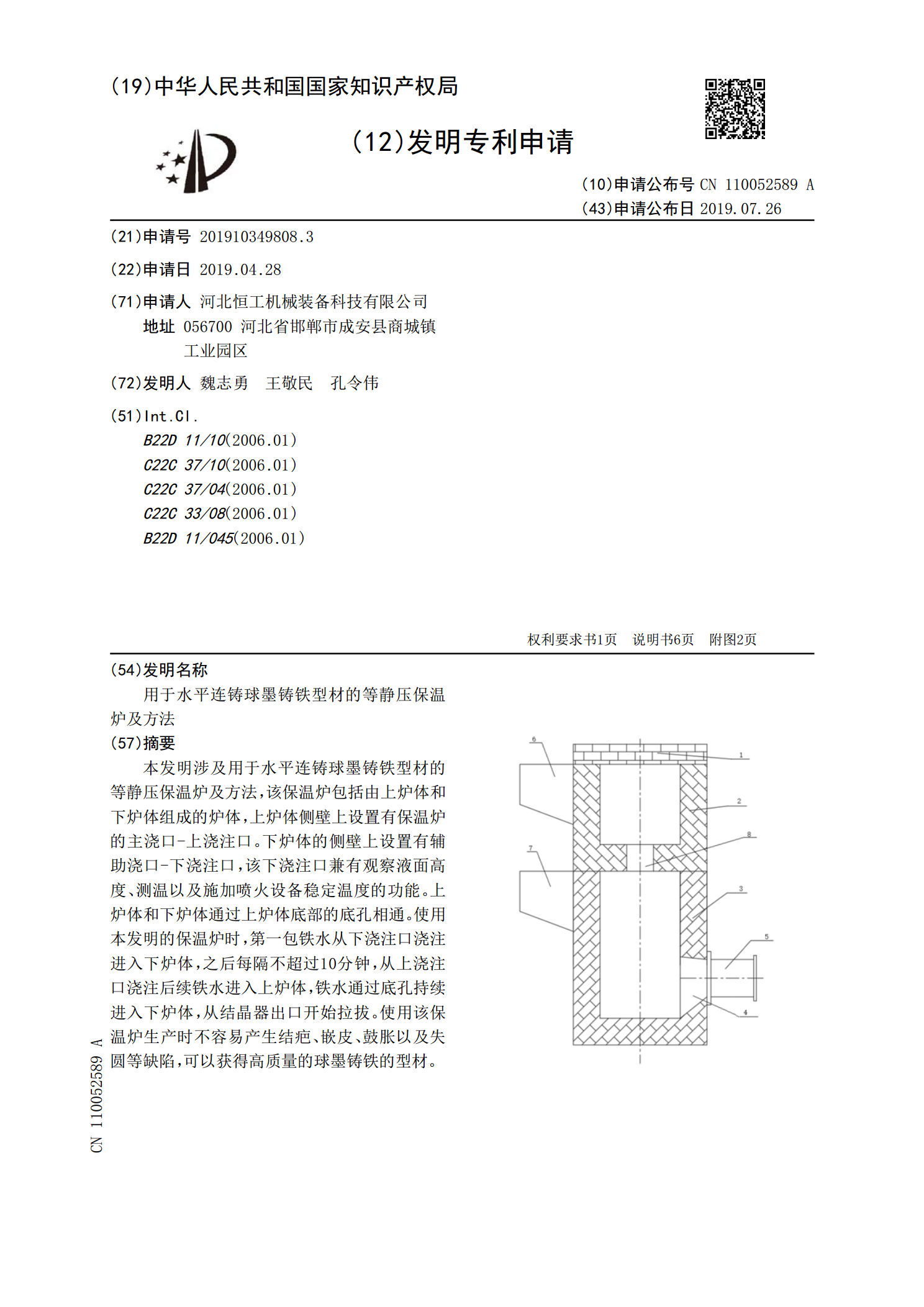
本发明涉及用于水平连铸球墨铸铁型材的等静压保温炉及方法,该保温炉包括由上炉体和下炉体组成的炉体,上炉体侧壁上设置有保温炉的主浇口‑上浇注口。下炉体的侧壁上设置有辅助浇口‑下浇注口,该下浇注口兼有观察液面高度、测温以及施加喷火设备稳定温度的功能。上炉体和下炉体通过上炉体底部的底孔相通。使用本发明的保温炉时,第一包铁水从下浇注口浇注进入下炉体,之后每隔不超过10分钟,从上浇注口浇注后续铁水进入上炉体,铁水通过底孔持续进入下炉体,从结晶器出口开始拉拔。使用该保温炉生产时不容易产生结疤、嵌皮、鼓胀以及失圆等缺陷,
用于铜铝复合水平连铸用的铝保温炉.pdf
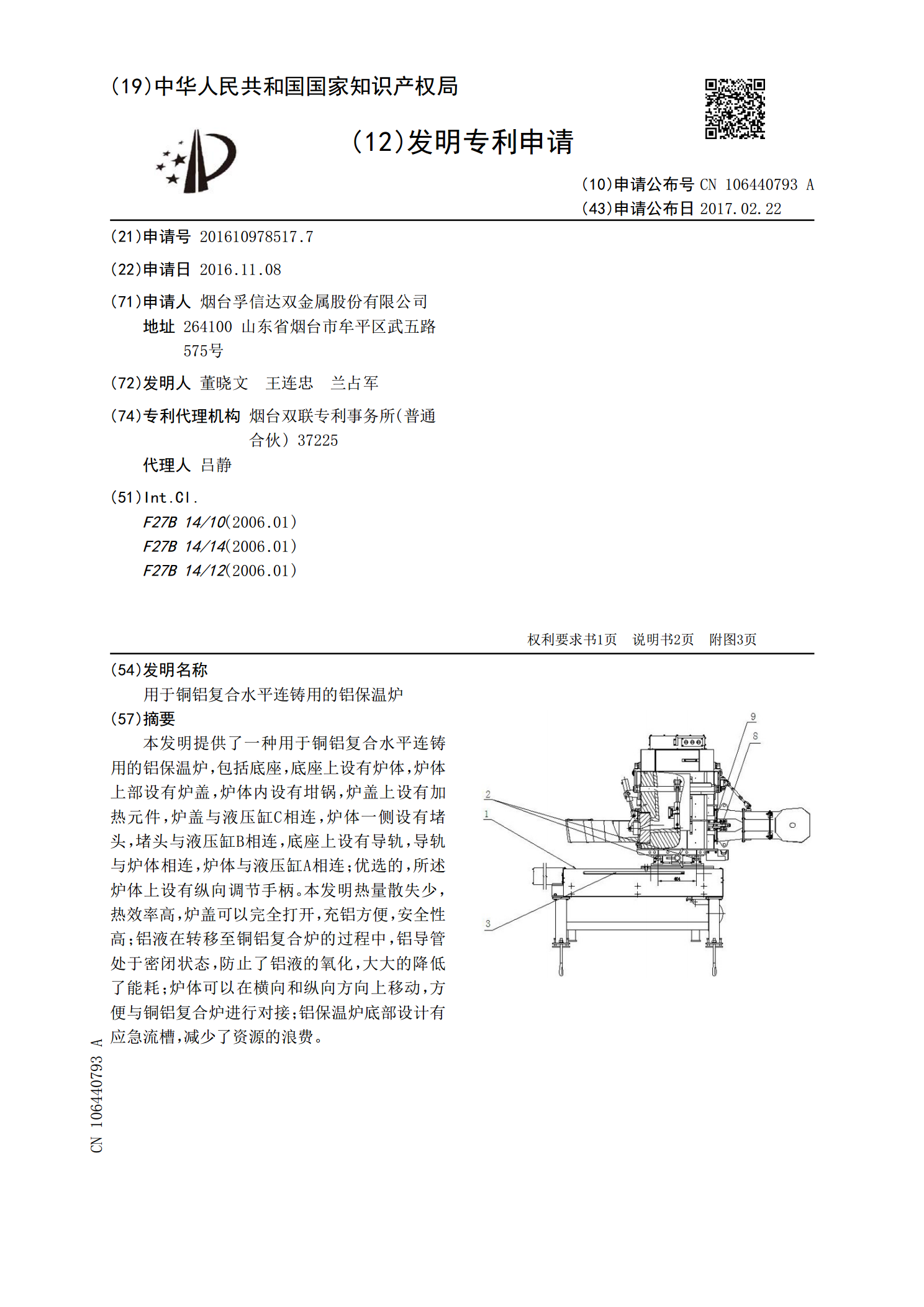
本发明提供了一种用于铜铝复合水平连铸用的铝保温炉,包括底座,底座上设有炉体,炉体上部设有炉盖,炉体内设有坩锅,炉盖上设有加热元件,炉盖与液压缸C相连,炉体一侧设有堵头,堵头与液压缸B相连,底座上设有导轨,导轨与炉体相连,炉体与液压缸A相连;优选的,所述炉体上设有纵向调节手柄。本发明热量散失少,热效率高,炉盖可以完全打开,充铝方便,安全性高;铝液在转移至铜铝复合炉的过程中,铝导管处于密闭状态,防止了铝液的氧化,大大的降低了能耗;炉体可以在横向和纵向方向上移动,方便与铜铝复合炉进行对接;铝保温炉底部设计有应急
一种短流程水平连铸球墨铸铁型材的方法.pdf
本发明公开了一种短流程水平连铸球墨铸铁型材的方法,采用刚出炉的高炉铁水经改性、净化、孕育和球化处理后直接水平连铸生产球墨铸铁的方法,以去除目前常规水平连铸工艺生产球墨铸铁型材需要用面包铁重熔获得铁水这一工序,因而大量地节约了因重熔面包铁而消耗的能量,极大地降低了水平连铸生产球墨铸铁所消耗的能量,大大地降低了水平连铸球墨铸铁的生产成本,为球墨铸铁水平连铸生产的节能、降耗和绿色环保铸造提供了有力地保障。
一种型材水平连铸方法.pdf
本发明公开一种型材水平连铸方法,其特征在于,包括以下方法步骤:A:将金属在中频熔炼炉内熔炼和保温;B:由底部侧面的结晶器将熔液通过水冷却装置快速冷却;C:经牵引装置将冷凝成型材的坯料连续地拉出来;D:由切割机将坯料按一定长度要求切下。本发明避免了常规铸造方法经常产生的铸造缺陷,晶粒细小,组织致密,力学性能好,表面光洁,尺寸精确,加工余量小,硬度均匀,加工性能好。
一种水平连铸炉及快速启炉方法.pdf
本发明公开了一种水平连铸炉及快速启炉方法,水平连铸炉包括熔炼炉、熔道和保温炉,其中,熔炼炉分为储料室和熔炼室,储料室套有柱型线圈组件,熔炼室套有圆型线圈组件,熔炼室上、下端面分别设有上盘型线圈组件和下盘型线圈组件,熔道套有第一保温线圈,保温炉下部套有第二保温线圈组件,保温炉上部套有第三保温线圈组件,熔炼炉炉口和保温炉炉口分别设有第一炉盖和第二炉盖,保温炉末端设有结晶器组件。本发明采用不同结构线圈产生的叠加磁场代替采用螺旋线圈产生的单一磁场,从而减弱了熔炼过程中未完全熔化的金属固液混合物对耐火层的冲蚀现象,