
压力容器厚壁筒体环缝焊接的快速加热装置及焊接方法.pdf

Ch****91


1/8
2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
压力容器厚壁筒体环缝焊接的快速加热装置及焊接方法.pdf
本发明公开了一种压力容器厚壁筒体环缝焊接的快速加热装置及焊接方法,它包括具有空隙地围绕设置在筒体外侧的环形加热圈、可拆卸地连接在环形加热圈的下方并用于调节环形加热圈的内壁与筒体的外壁之间空隙距离的调节底座,环形加热圈包括与调节底座可拆卸地连接的第一本体、与第一本体可拆卸地相连接的第二本体,第一本体的内部和第二本体的内部均设置有用于预热和在焊接时进行加热的若干个耐热不锈钢电加热管、用于焊接后消氢或局部热处理的若干个远红外黑金电加热管。本发明,结构简单、重量轻、体积小、升温速度快,辐射部位受热均匀、稳定性好,
大型压力容器筒体纵、环缝焊接装置.pdf
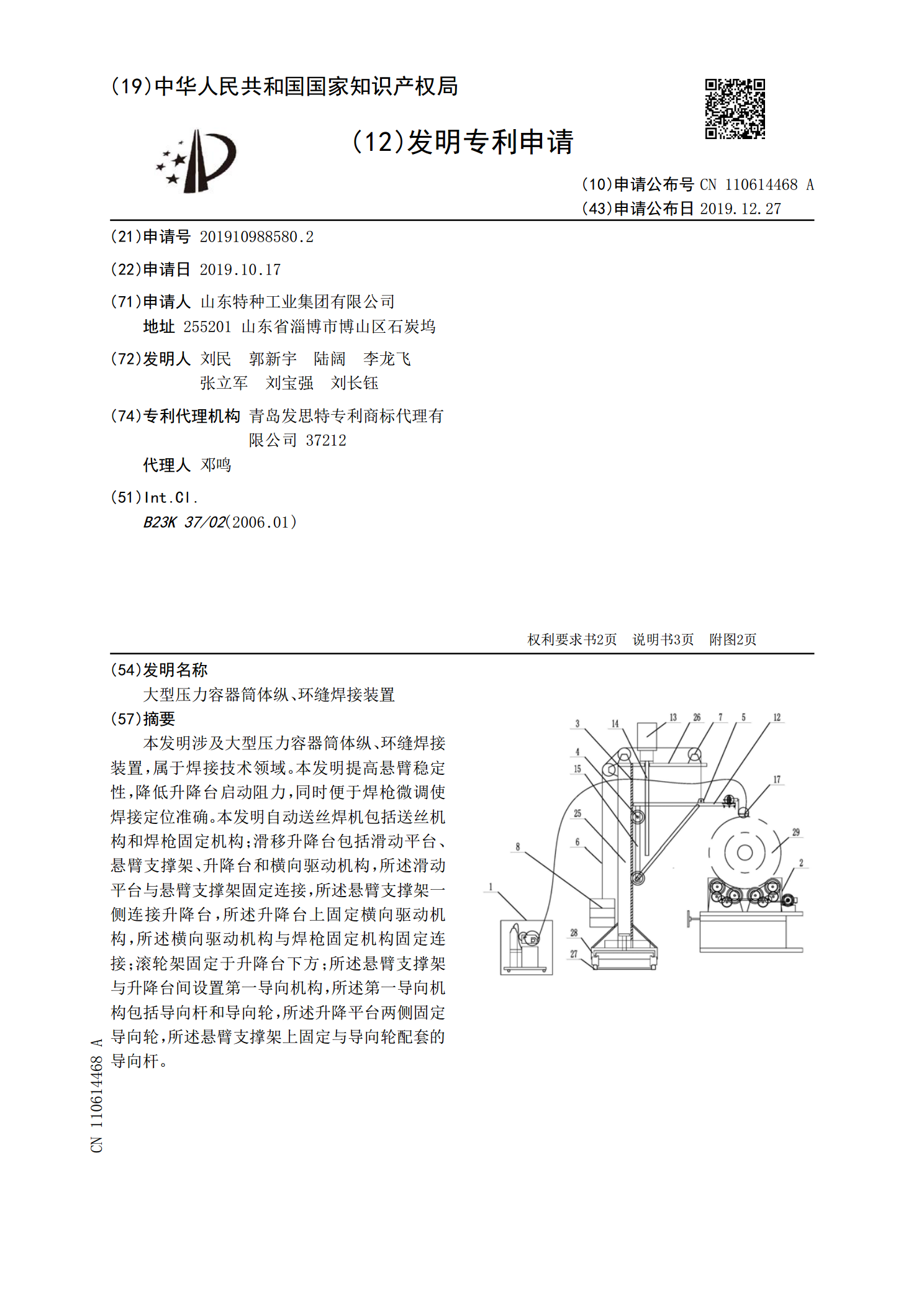
本发明涉及大型压力容器筒体纵、环缝焊接装置,属于焊接技术领域。本发明提高悬臂稳定性,降低升降台启动阻力,同时便于焊枪微调使焊接定位准确。本发明自动送丝焊机包括送丝机构和焊枪固定机构;滑移升降台包括滑动平台、悬臂支撑架、升降台和横向驱动机构,所述滑动平台与悬臂支撑架固定连接,所述悬臂支撑架一侧连接升降台,所述升降台上固定横向驱动机构,所述横向驱动机构与焊枪固定机构固定连接;滚轮架固定于升降台下方;所述悬臂支撑架与升降台间设置第一导向机构,所述第一导向机构包括导向杆和导向轮,所述升降平台两侧固定导向轮,所述悬
厚壁筒体纵缝窄间隙焊接坡口加工工艺.pdf
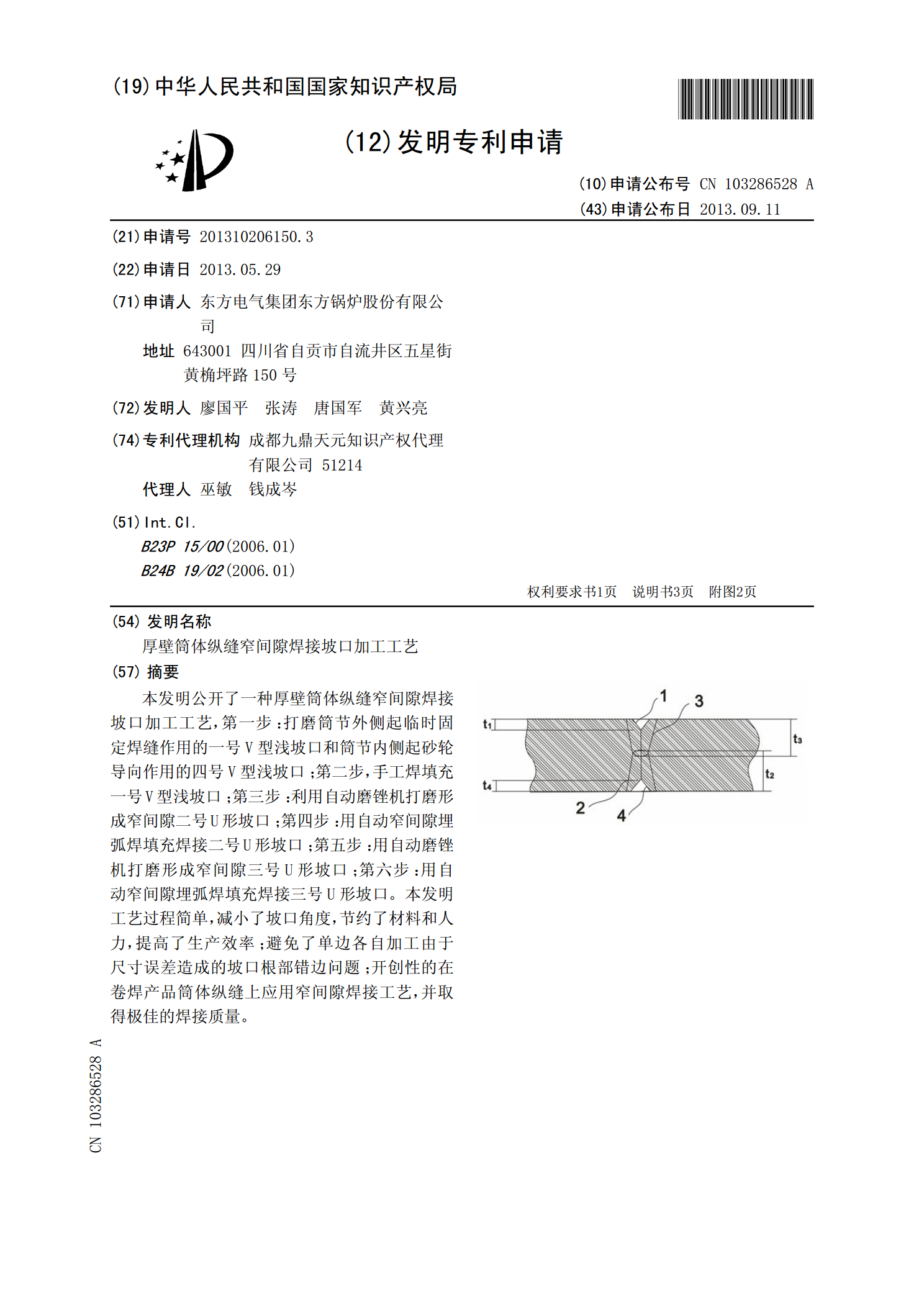
本发明公开了一种厚壁筒体纵缝窄间隙焊接坡口加工工艺,第一步:打磨筒节外侧起临时固定焊缝作用的一号V型浅坡口和筒节内侧起砂轮导向作用的四号V型浅坡口;第二步,手工焊填充一号V型浅坡口;第三步:利用自动磨锉机打磨形成窄间隙二号U形坡口;第四步:用自动窄间隙埋弧焊填充焊接二号U形坡口;第五步:用自动磨锉机打磨形成窄间隙三号U形坡口;第六步:用自动窄间隙埋弧焊填充焊接三号U形坡口。本发明工艺过程简单,减小了坡口角度,节约了材料和人力,提高了生产效率;避免了单边各自加工由于尺寸误差造成的坡口根部错边问题;开创性的在

大型厚壁工件动态焊接加热装置.pdf
本发明公开了大型厚壁工件动态焊接加热装置,其包括加热炉,加热炉内设有一个上端敞口的圆柱状的腔体,腔体内安装有侧壁保温层和底部保温层,底部保温层的上端面安装有若干台燃烧器,燃烧器沿圆周切线方向均匀布置在腔体内,每个燃烧器上均设有一个燃烧器出口,燃烧器出口均沿圆周切线顺时针分布或均沿圆周切线逆时针分布。通过在加热炉的腔体内安装若干个燃烧器,将大型厚壁工件安装在加热炉上后,启动燃烧器,从燃烧器出口喷出来的热量在高速气流的推动下沿圆周方向循环并充分混合后沿着腔体上升,带有热量的气流与大型厚壁工件充分接触并对其进行

厚壁管侧向感应直缝焊接装置及其方法.pdf
本发明公开了一种厚壁管侧向感应直缝焊接装置,其包括压辊、数控操作台、支撑架、端盖、液压缸、局部感应加热装置、红外测温仪、盘形感应线圈、机架、液压顶升装置、液压伸缩臂、支撑轴、边缘加热模块以及联轴块;本发明提供了一种厚壁管侧向感应直缝焊接方法,通过接有导磁体的感应线圈对厚壁管焊接间隙上下两侧进行预热和控制液压缸的轴向伸缩来控制局部感应线圈位置,对焊缝侧壁低温部位进行补热;本发明通过横向磁通加热,有效控制了加热范围和效率,以配有导磁体的线圈对低温部位进行补热,解决了边界效应所引发的焊接面温度不均的情况,能极大