
厚壁筒体纵缝窄间隙焊接坡口加工工艺.pdf

春波****公主


1/7

2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
厚壁筒体纵缝窄间隙焊接坡口加工工艺.pdf
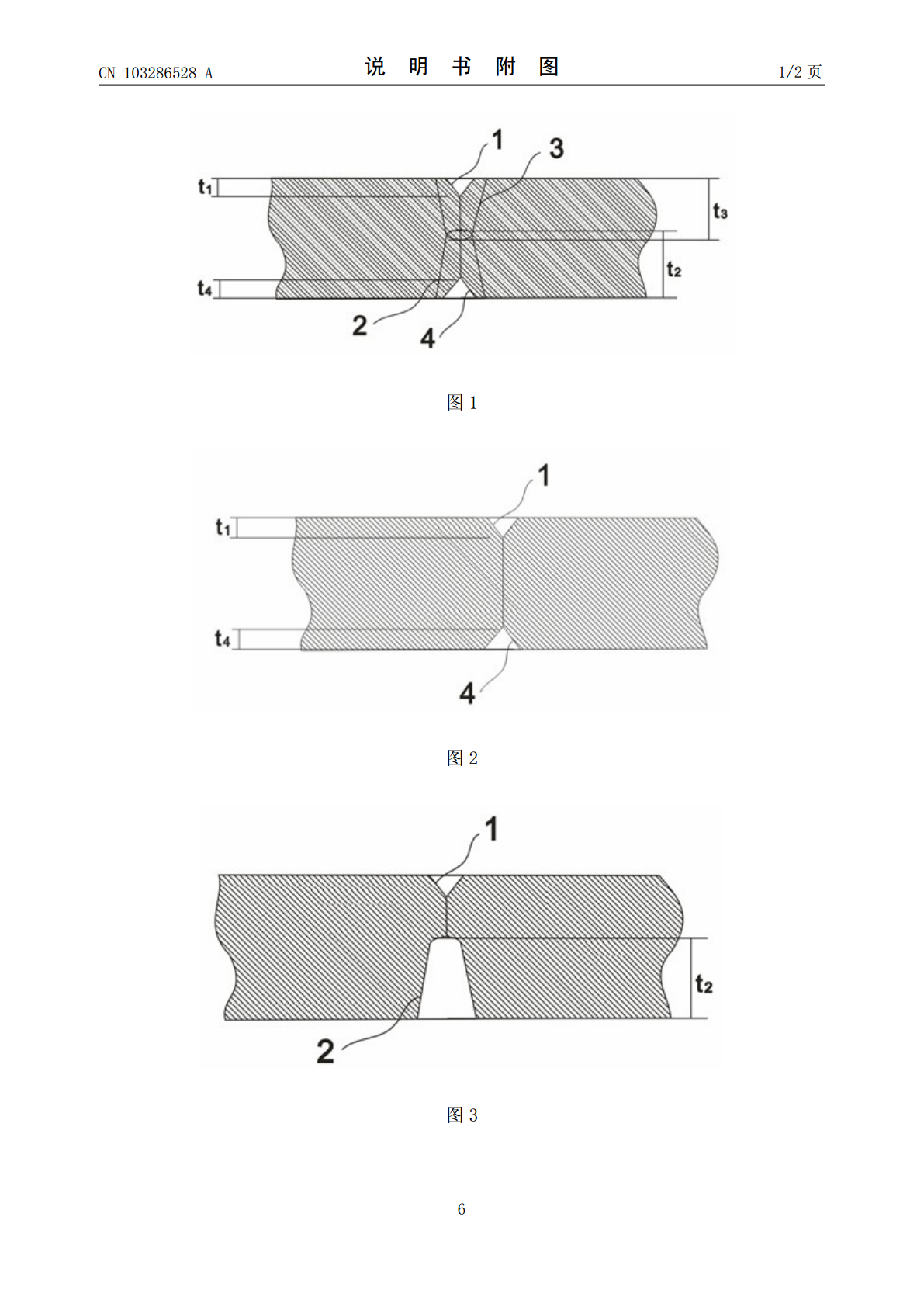
本发明公开了一种厚壁筒体纵缝窄间隙焊接坡口加工工艺,第一步:打磨筒节外侧起临时固定焊缝作用的一号V型浅坡口和筒节内侧起砂轮导向作用的四号V型浅坡口;第二步,手工焊填充一号V型浅坡口;第三步:利用自动磨锉机打磨形成窄间隙二号U形坡口;第四步:用自动窄间隙埋弧焊填充焊接二号U形坡口;第五步:用自动磨锉机打磨形成窄间隙三号U形坡口;第六步:用自动窄间隙埋弧焊填充焊接三号U形坡口。本发明工艺过程简单,减小了坡口角度,节约了材料和人力,提高了生产效率;避免了单边各自加工由于尺寸误差造成的坡口根部错边问题;开创性的在
窄筒体纵缝焊接工装.pdf
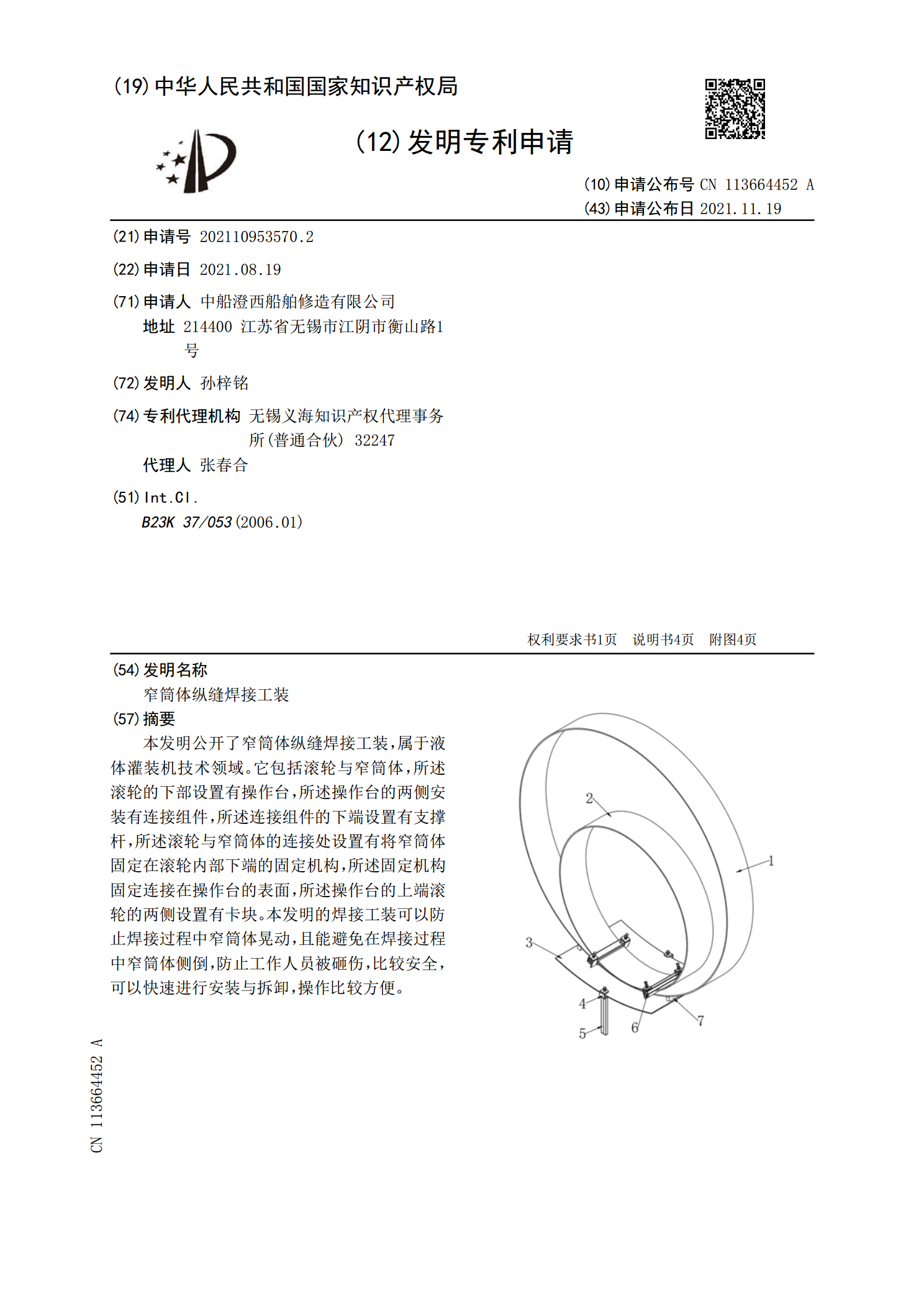
本发明公开了窄筒体纵缝焊接工装,属于液体灌装机技术领域。它包括滚轮与窄筒体,所述滚轮的下部设置有操作台,所述操作台的两侧安装有连接组件,所述连接组件的下端设置有支撑杆,所述滚轮与窄筒体的连接处设置有将窄筒体固定在滚轮内部下端的固定机构,所述固定机构固定连接在操作台的表面,所述操作台的上端滚轮的两侧设置有卡块。本发明的焊接工装可以防止焊接过程中窄筒体晃动,且能避免在焊接过程中窄筒体侧倒,防止工作人员被砸伤,比较安全,可以快速进行安装与拆卸,操作比较方便。

厚壁容器窄间隙焊接及最新制作技术.docx
厚壁容器窄间隙焊接及最新制作技术随着现代制造业的发展,越来越多的行业对于高强度、高耐腐蚀的容器有着需求,这些容器的制作极为重要。在制作过程中,容器的连接方式对其性能有着非常大的影响,其中窄间隙焊技术在此方面具有得天独厚的优势,特别在生产厚壁容器中,窄间隙焊技术能够展现出其最佳的特性和实用价值。一、厚壁容器窄间隙焊接技术概述窄间隙焊接技术可以用于外接触和内组装焊接,在生产过程中,在保证容器接口质量的同时,还能大大提高制造效率和降低生产成本。利用此焊接技术,可以使容器的实际有效焊缝宽度控制在3mm左右,相比于
压力容器厚壁筒体环缝焊接的快速加热装置及焊接方法.pdf
本发明公开了一种压力容器厚壁筒体环缝焊接的快速加热装置及焊接方法,它包括具有空隙地围绕设置在筒体外侧的环形加热圈、可拆卸地连接在环形加热圈的下方并用于调节环形加热圈的内壁与筒体的外壁之间空隙距离的调节底座,环形加热圈包括与调节底座可拆卸地连接的第一本体、与第一本体可拆卸地相连接的第二本体,第一本体的内部和第二本体的内部均设置有用于预热和在焊接时进行加热的若干个耐热不锈钢电加热管、用于焊接后消氢或局部热处理的若干个远红外黑金电加热管。本发明,结构简单、重量轻、体积小、升温速度快,辐射部位受热均匀、稳定性好,

超窄间隙焊接坡口宽度与工艺参数适应性研究.docx
超窄间隙焊接坡口宽度与工艺参数适应性研究超窄间隙焊接坡口宽度与工艺参数适应性研究摘要:越来越多的工业应用中需要进行超窄间隙焊接,这对焊接工艺参数的优化和适应性提出了更高的要求。本文通过研究超窄间隙焊接坡口宽度与工艺参数的关系,探讨了不同参数对焊接质量的影响,并提出了相应的优化方法和建议。1.引言超窄间隙焊接是一种应用广泛的焊接工艺,尤其在制造船舶、桥梁和石化等领域具有重要的作用。然而,由于焊缝的狭窄和坡口的小尺寸,超窄间隙焊接的过程更为复杂,需要更高的焊接工艺参数的精确控制。因此,研究超窄间隙焊接坡口宽度