
大型厚壁工件动态焊接加热装置.pdf

小云****66


1/8
2/8

3/8

4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型厚壁工件动态焊接加热装置.pdf
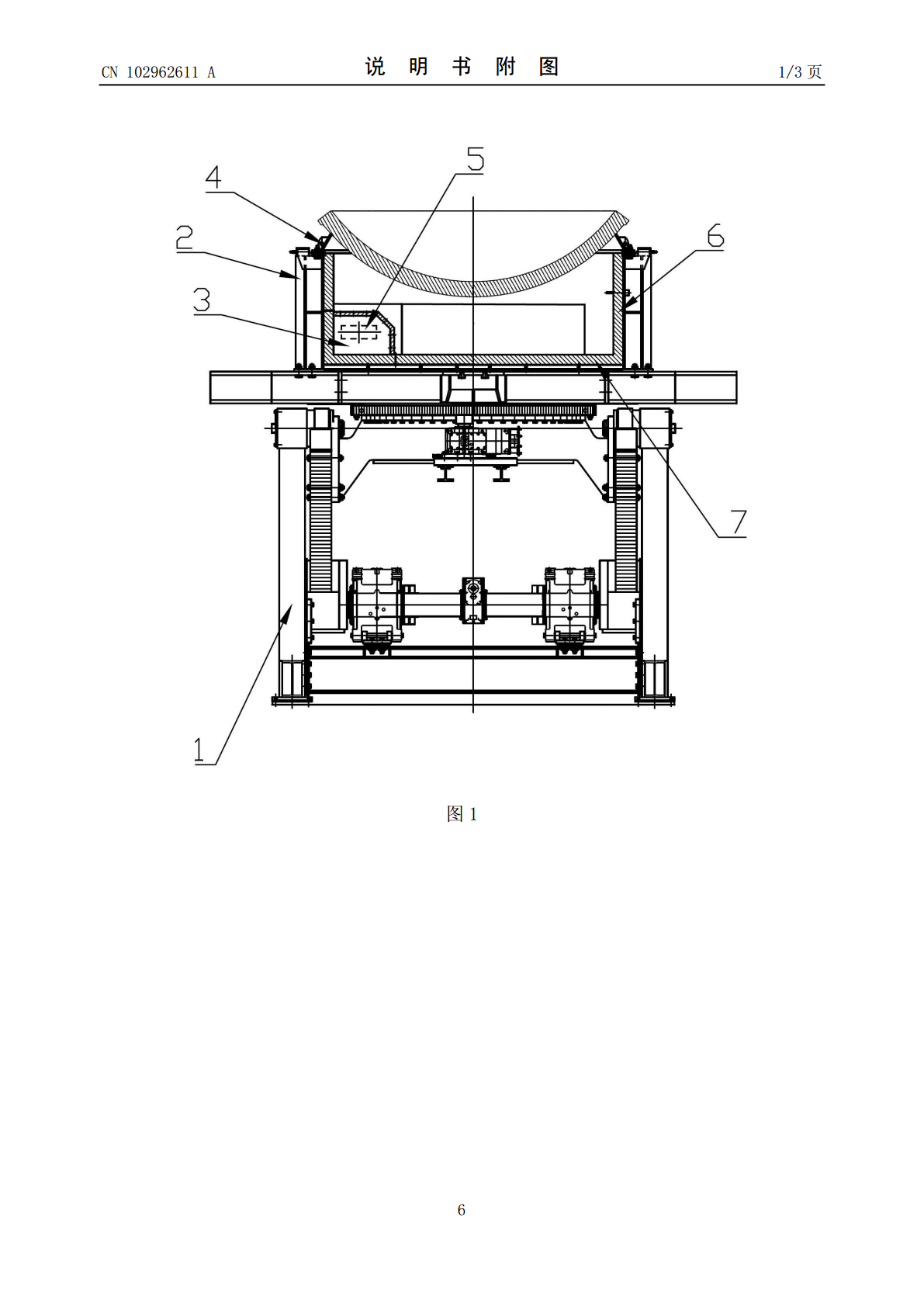
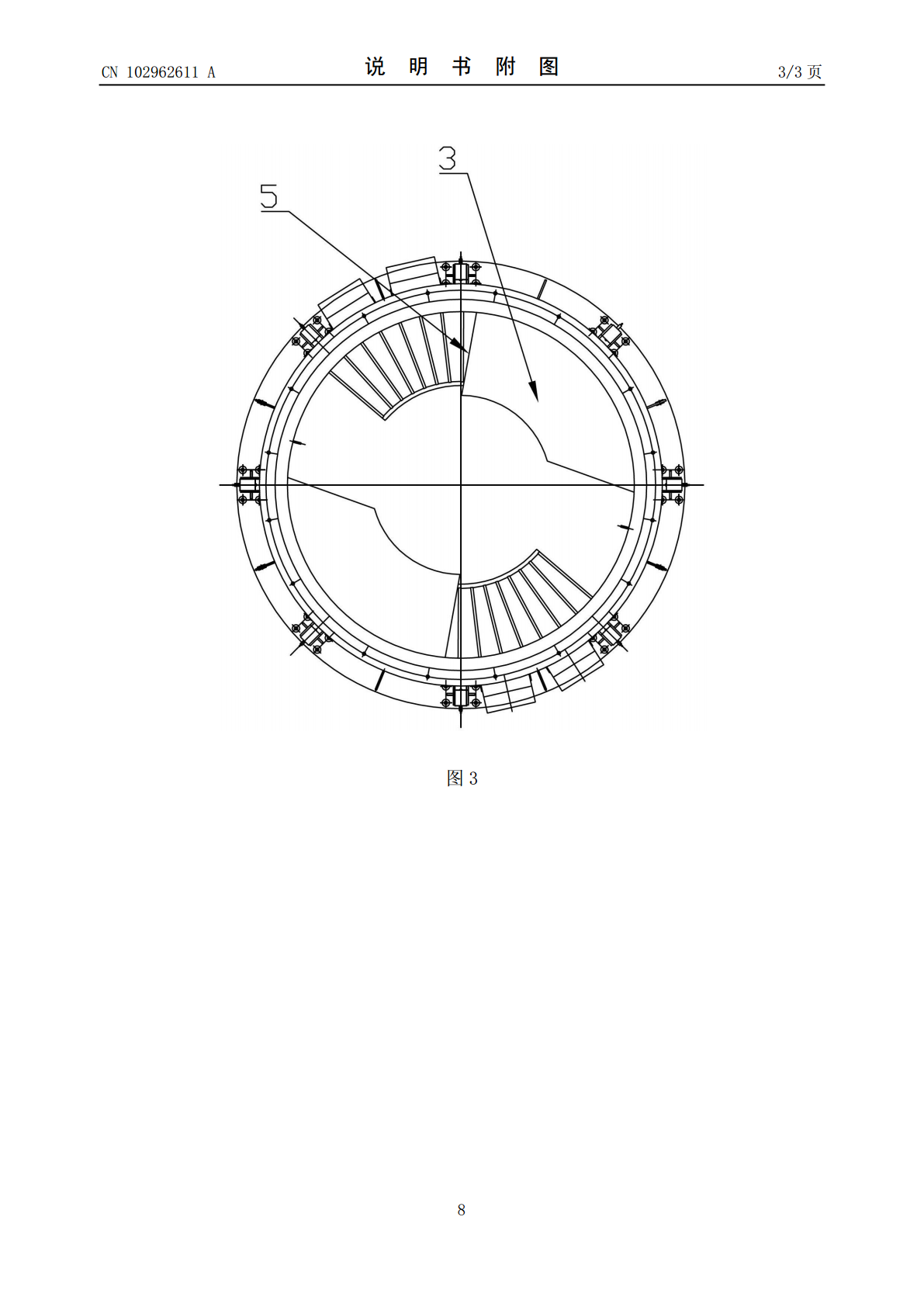
本发明公开了大型厚壁工件动态焊接加热装置,其包括加热炉,加热炉内设有一个上端敞口的圆柱状的腔体,腔体内安装有侧壁保温层和底部保温层,底部保温层的上端面安装有若干台燃烧器,燃烧器沿圆周切线方向均匀布置在腔体内,每个燃烧器上均设有一个燃烧器出口,燃烧器出口均沿圆周切线顺时针分布或均沿圆周切线逆时针分布。通过在加热炉的腔体内安装若干个燃烧器,将大型厚壁工件安装在加热炉上后,启动燃烧器,从燃烧器出口喷出来的热量在高速气流的推动下沿圆周方向循环并充分混合后沿着腔体上升,带有热量的气流与大型厚壁工件充分接触并对其进行
压力容器厚壁筒体环缝焊接的快速加热装置及焊接方法.pdf
本发明公开了一种压力容器厚壁筒体环缝焊接的快速加热装置及焊接方法,它包括具有空隙地围绕设置在筒体外侧的环形加热圈、可拆卸地连接在环形加热圈的下方并用于调节环形加热圈的内壁与筒体的外壁之间空隙距离的调节底座,环形加热圈包括与调节底座可拆卸地连接的第一本体、与第一本体可拆卸地相连接的第二本体,第一本体的内部和第二本体的内部均设置有用于预热和在焊接时进行加热的若干个耐热不锈钢电加热管、用于焊接后消氢或局部热处理的若干个远红外黑金电加热管。本发明,结构简单、重量轻、体积小、升温速度快,辐射部位受热均匀、稳定性好,
核电厚壁管道全位置TIG焊动态焊接变形研究.pdf

大型厚壁胺液吸收塔焊接工艺分析.docx
大型厚壁胺液吸收塔焊接工艺分析一、背景大型厚壁胺液吸收塔是化工厂中常见的设备之一,在化工生产过程中起着至关重要的作用。该设备的主要功能是将脱硫废气中的二氧化硫通过吸收剂吸收,从而达到净化空气的目的。由于该设备涉及到化学反应、高温高压等复杂工艺,因此其制造难度和成本较高。在大型厚壁胺液吸收塔的制造中,焊接工艺是其中一个至关重要的环节。正确的焊接工艺可以确保该设备的稳定性和可靠性,从而保证设备的长期运行。因此,本文将从焊接工艺的角度来分析大型厚壁胺液吸收塔的制造,旨在提高设备的质量和效益。二、焊接工艺的原则在
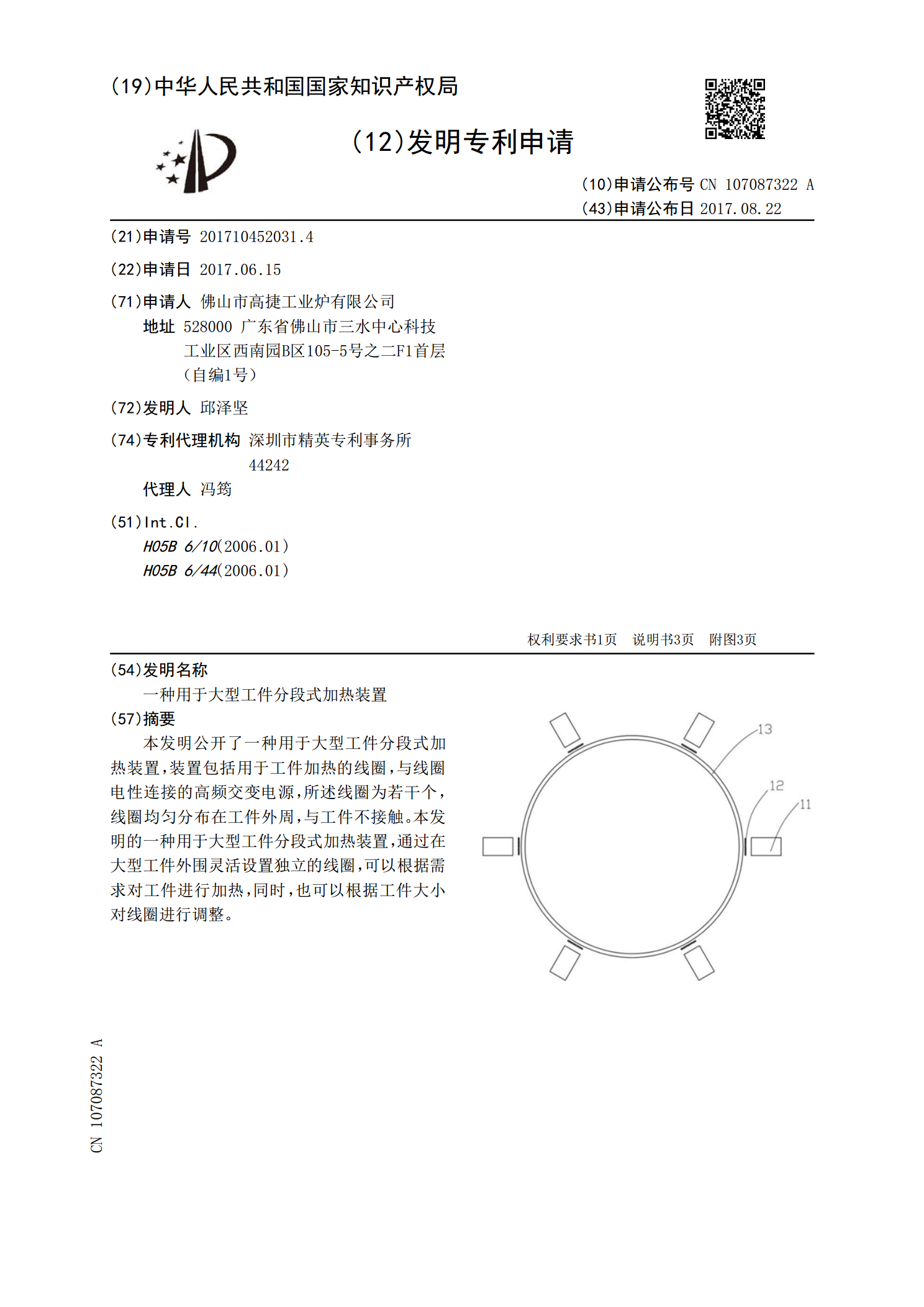
一种用于大型工件分段式加热装置.pdf
本发明公开了一种用于大型工件分段式加热装置,装置包括用于工件加热的线圈,与线圈电性连接的高频交变电源,所述线圈为若干个,线圈均匀分布在工件外周,与工件不接触。本发明的一种用于大型工件分段式加热装置,通过在大型工件外围灵活设置独立的线圈,可以根据需求对工件进行加热,同时,也可以根据工件大小对线圈进行调整。