
厚壁管侧向感应直缝焊接装置及其方法.pdf

玉军****la

1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

厚壁管侧向感应直缝焊接装置及其方法.pdf
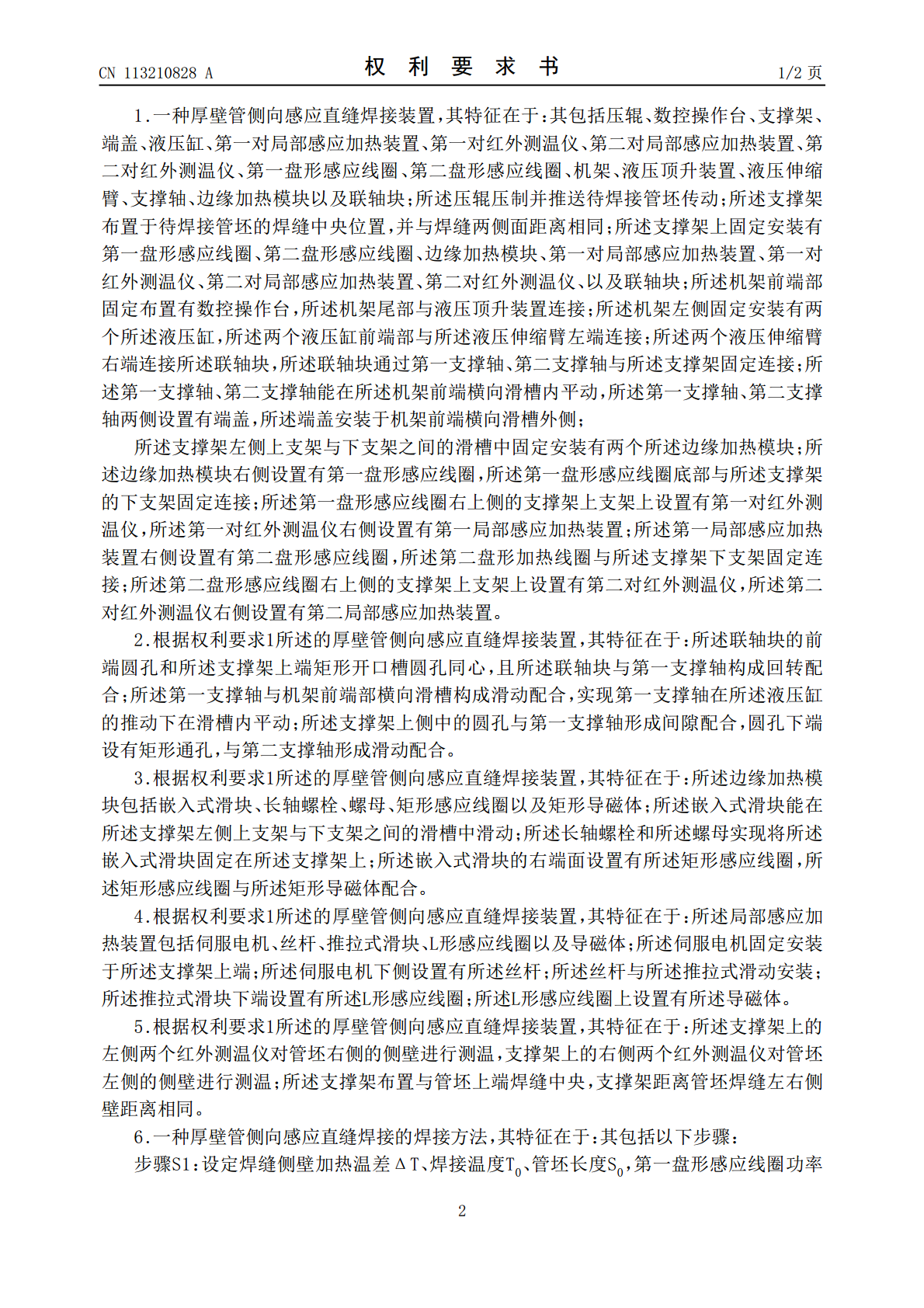
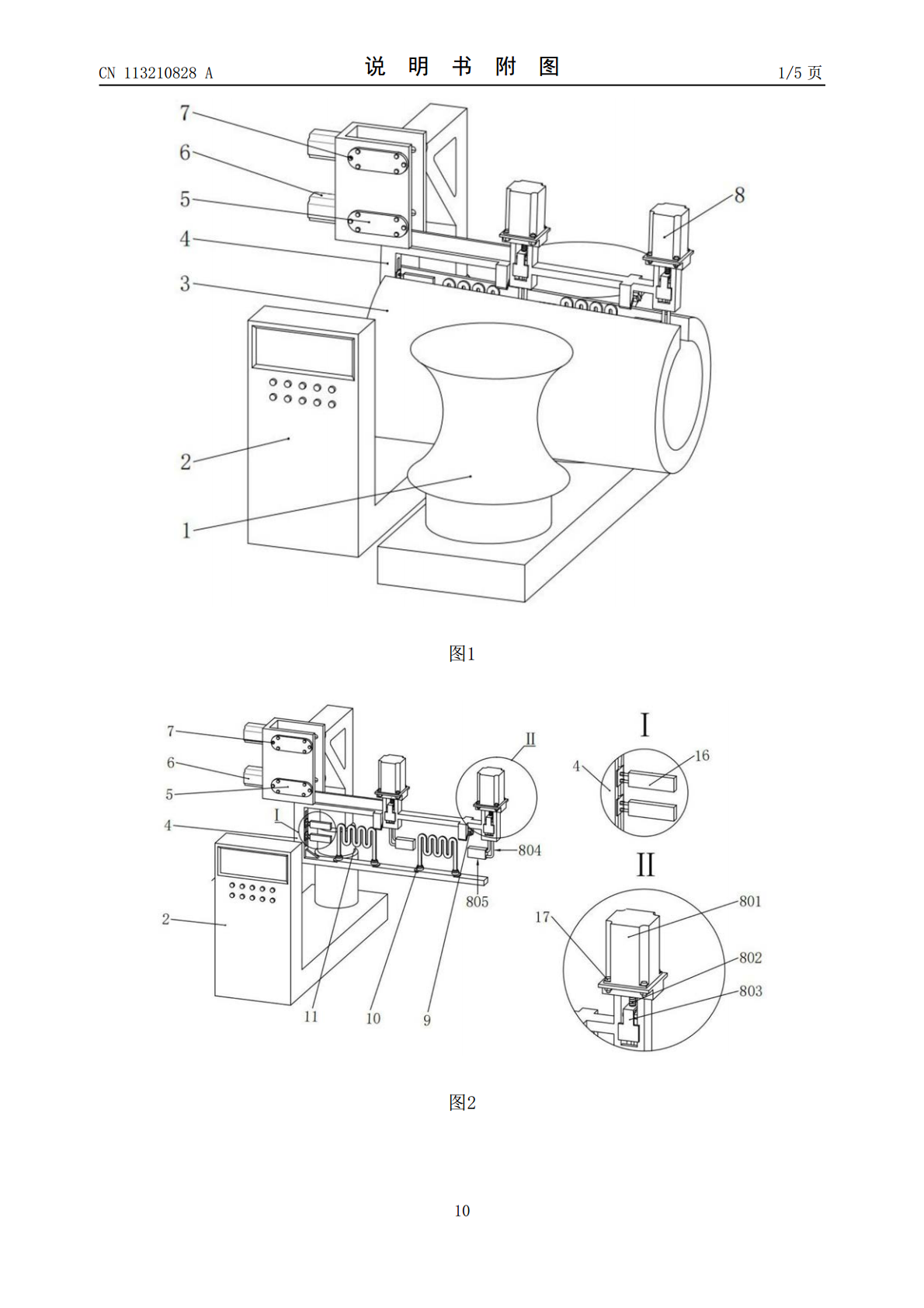
本发明公开了一种厚壁管侧向感应直缝焊接装置,其包括压辊、数控操作台、支撑架、端盖、液压缸、局部感应加热装置、红外测温仪、盘形感应线圈、机架、液压顶升装置、液压伸缩臂、支撑轴、边缘加热模块以及联轴块;本发明提供了一种厚壁管侧向感应直缝焊接方法,通过接有导磁体的感应线圈对厚壁管焊接间隙上下两侧进行预热和控制液压缸的轴向伸缩来控制局部感应线圈位置,对焊缝侧壁低温部位进行补热;本发明通过横向磁通加热,有效控制了加热范围和效率,以配有导磁体的线圈对低温部位进行补热,解决了边界效应所引发的焊接面温度不均的情况,能极大
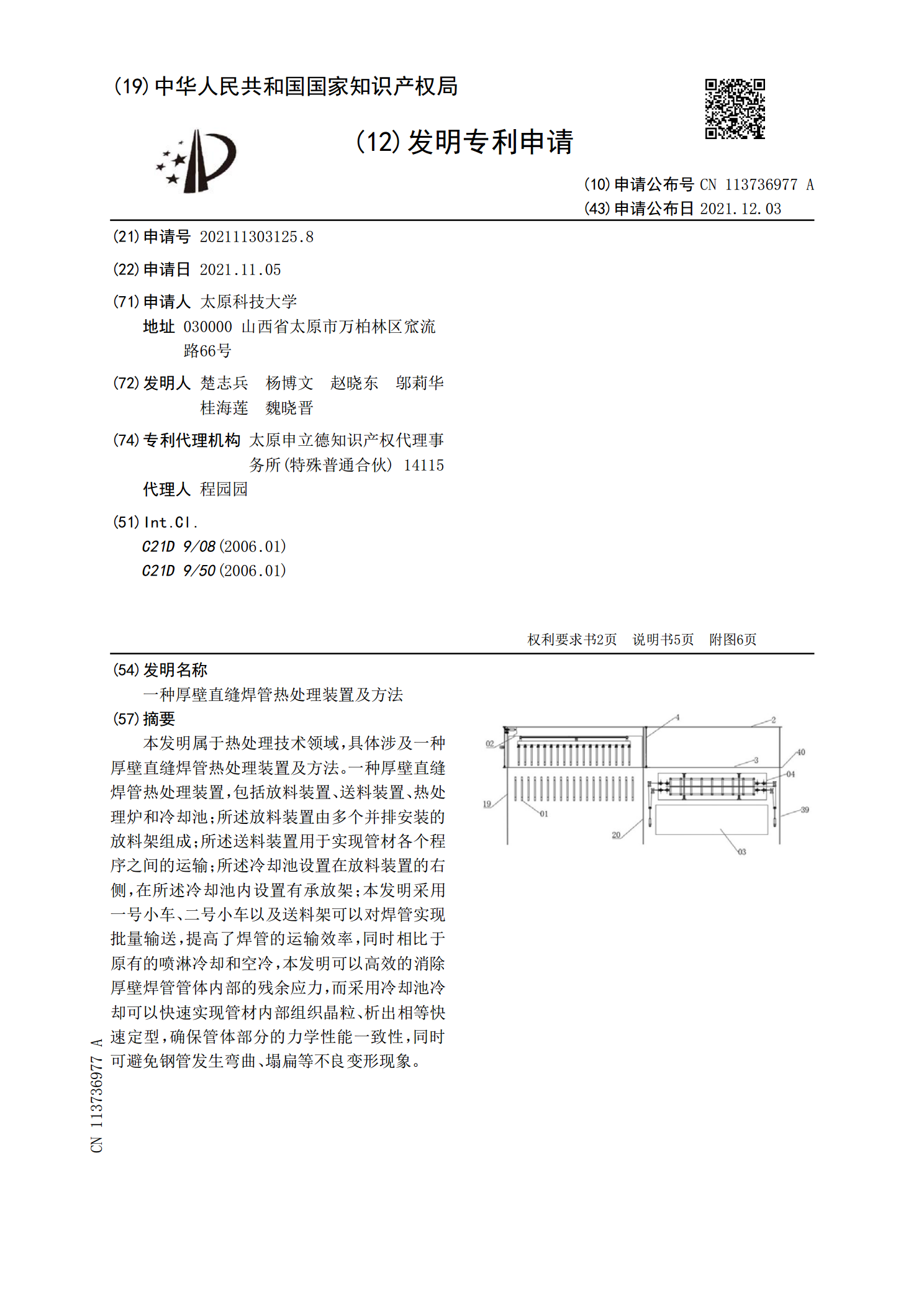
一种厚壁直缝焊管热处理装置及方法.pdf
本发明属于热处理技术领域,具体涉及一种厚壁直缝焊管热处理装置及方法。一种厚壁直缝焊管热处理装置,包括放料装置、送料装置、热处理炉和冷却池;所述放料装置由多个并排安装的放料架组成;所述送料装置用于实现管材各个程序之间的运输;所述冷却池设置在放料装置的右侧,在所述冷却池内设置有承放架;本发明采用一号小车、二号小车以及送料架可以对焊管实现批量输送,提高了焊管的运输效率,同时相比于原有的喷淋冷却和空冷,本发明可以高效的消除厚壁焊管管体内部的残余应力,而采用冷却池冷却可以快速实现管材内部组织晶粒、析出相等快速定型,

厚壁直缝埋弧焊管焊接横向裂纹的分析与控制.docx
厚壁直缝埋弧焊管焊接横向裂纹的分析与控制随着工业化进程的不断推进和经济的不断发展,钢管的应用也越来越广泛,尤其是厚壁直缝埋弧焊管。不过,在进行钢管的生产过程中,往往也伴随着一些难以避免的问题,比如钢管的焊接问题,特别是横向裂纹的问题。本文将就厚壁直缝埋弧焊管焊接横向裂纹的分析与控制进行相关探讨。一、厚壁直缝埋弧焊管横向裂纹的成因分析1、焊接压力过大在焊接过程中,如果焊接压力过大,则会造成钢管的组织结构发生变化,从而导致钢管在焊接过程中产生横向裂纹。2、焊接线能量过大在使用埋弧焊的过程中,如果设置的焊接线能
压力容器厚壁筒体环缝焊接的快速加热装置及焊接方法.pdf
本发明公开了一种压力容器厚壁筒体环缝焊接的快速加热装置及焊接方法,它包括具有空隙地围绕设置在筒体外侧的环形加热圈、可拆卸地连接在环形加热圈的下方并用于调节环形加热圈的内壁与筒体的外壁之间空隙距离的调节底座,环形加热圈包括与调节底座可拆卸地连接的第一本体、与第一本体可拆卸地相连接的第二本体,第一本体的内部和第二本体的内部均设置有用于预热和在焊接时进行加热的若干个耐热不锈钢电加热管、用于焊接后消氢或局部热处理的若干个远红外黑金电加热管。本发明,结构简单、重量轻、体积小、升温速度快,辐射部位受热均匀、稳定性好,

高频直缝焊管感应焊接技术研究.docx
高频直缝焊管感应焊接技术研究摘要:随着现代经济的快速发展,钢管的使用范围和数量越来越广泛,因此钢管的生产工艺也得到了不断的改进。传统的钢管焊接技术存在着工艺复杂、焊缝不美观、焊接质量难以保证的问题。高频直缝焊管感应焊接技术是一种新型的钢管焊接技术,它不仅能够解决传统钢管焊接技术的问题,同时还具有能耗低、效率高、环保等特点。本文将对高频直缝焊管感应焊接技术的技术原理、工艺特点和应用前景等进行详细介绍和分析。关键词:高频直缝焊管、感应焊接、技术原理、工艺特点、应用前景一、引言高频直缝焊管感应焊接技术是指利用高