
一种车轴轴头用热轧圆钢的生产方法.pdf

含平****ng

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种车轴轴头用热轧圆钢的生产方法.pdf
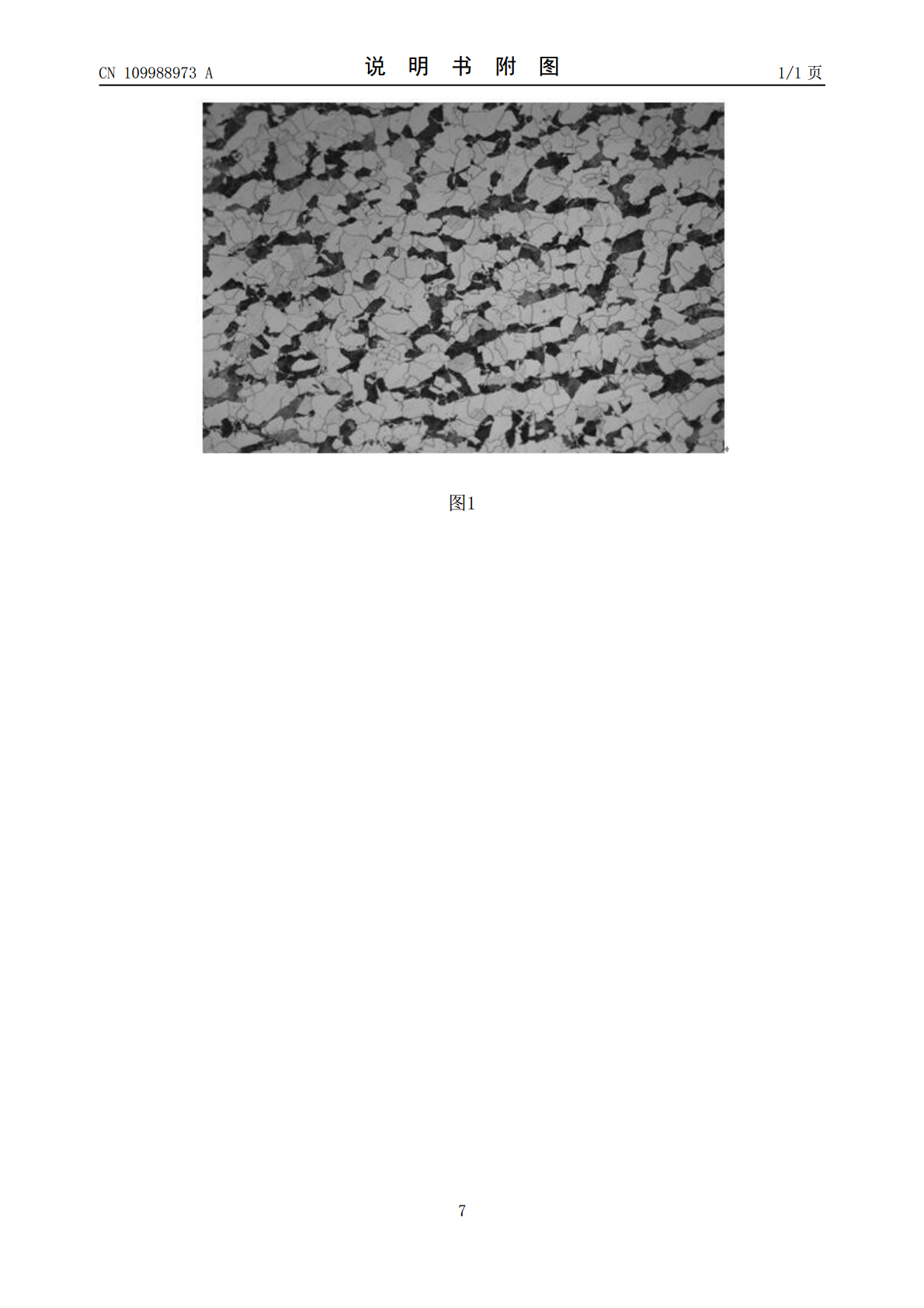
一种车轴轴头用热轧圆钢的生产方法,采用工艺路线为冶炼—连铸—加热—轧制—冷却,钢的化学组成重量百分比为C=0.14%~0.20%,Si=0.20%~0.50%,Mn=1.45%~1.70%,P≤0.025%,S≤0.010%,Al≥0.020%,Cr≤0.05%,碳当量=0.41%~0.45%,其余为Fe和不可避免的杂质;关键工艺步骤包括冶炼、LF炉、VD炉、连铸、加热、轧制、冷却。本发明生产汽车轴头用热轧圆钢(HY‑006),产品组织为铁素体+珠光体组织,具有高强度、良好的屈强比、焊接性能、延伸性能、低
一种胀断连杆用热轧圆钢的生产方法.pdf
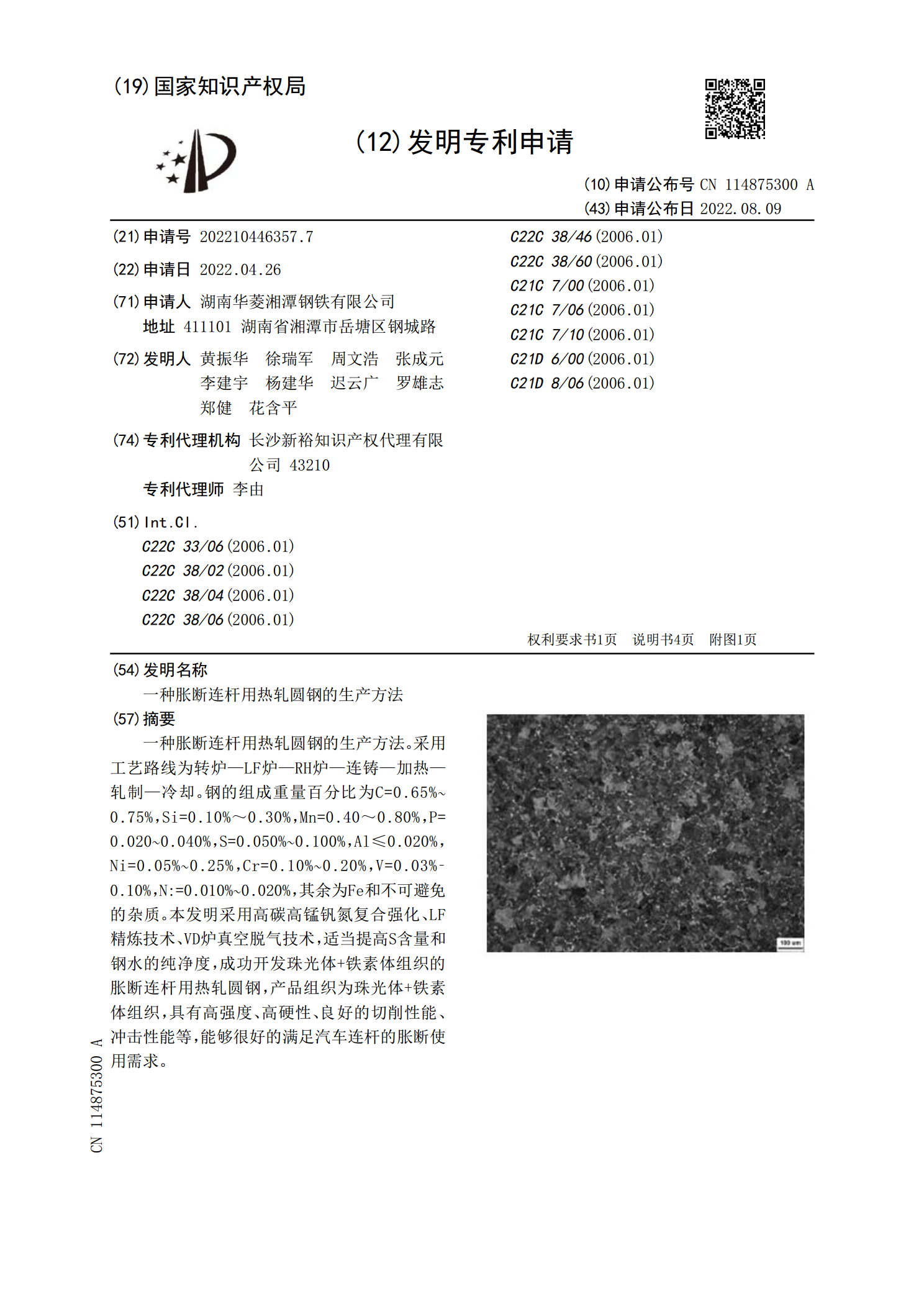
一种胀断连杆用热轧圆钢的生产方法。采用工艺路线为转炉—LF炉—RH炉—连铸—加热—轧制—冷却。钢的组成重量百分比为C=0.65%~0.75%,Si=0.10%~0.30%,Mn=0.40~0.80%,P=0.020~0.040%,S=0.050%~0.100%,Al≤0.020%,Ni=0.05%~0.25%,Cr=0.10%~0.20%,V=0.03%‑0.10%,N:=0.010%~0.020%,其余为Fe和不可避免的杂质。本发明采用高碳高锰钒氮复合强化、LF精炼技术、VD炉真空脱气技术,适当提高S含

一种免退火低硬度弹簧用热轧圆钢的生产方法.pdf
本发明公开了一种免退火低硬度弹簧用热轧圆钢的生产方法,其步骤为:(1)转炉冶炼钢水,精炼调整成分,连铸成方坯,控制铸坯成分B<0.0005%;(2)铸坯缓冷≥72h;(3)钢坯缓慢加热、高压水除鳞;(3)进行粗轧、中轧、精轧,减定径轧制;精轧温度控制在860~900℃;(4)预热冷床保证动静齿条温度>140℃;采用保温罩缓冷,相变冷却速率<2℃/s;出罩温度<550℃;钢材降至180~250℃进行剪切;(5)将剪切后钢材在避风处堆冷,堆冷时间≥16h。本发明可生产φ13~φ20mm的硬度<300HBW的弹
一种高层建筑结构用热轧圆钢的生产方法.pdf
一种高层建筑结构用热轧圆钢的生产方法,钢的组成重量百分比为C=0.12%~0.18%,Si=0.25%~0.50%,Mn=1.20%~1.70%,P≤0.025%,S≤0.015%,Al≥0.020%,碳当量0.41~0.45%,其余为Fe和不可避免的杂质;关键工艺步骤包括:冶炼、LF炉、VD炉、连铸、加热、轧制、冷却。生产的钢其抗拉强度在470~630Mpa,屈服强度在315~455Mpa,屈强比在0.80以下,延伸率在22%以上,焊接裂纹敏感系数在0.28%以下,零下20℃冲击Akv在47J以上。该
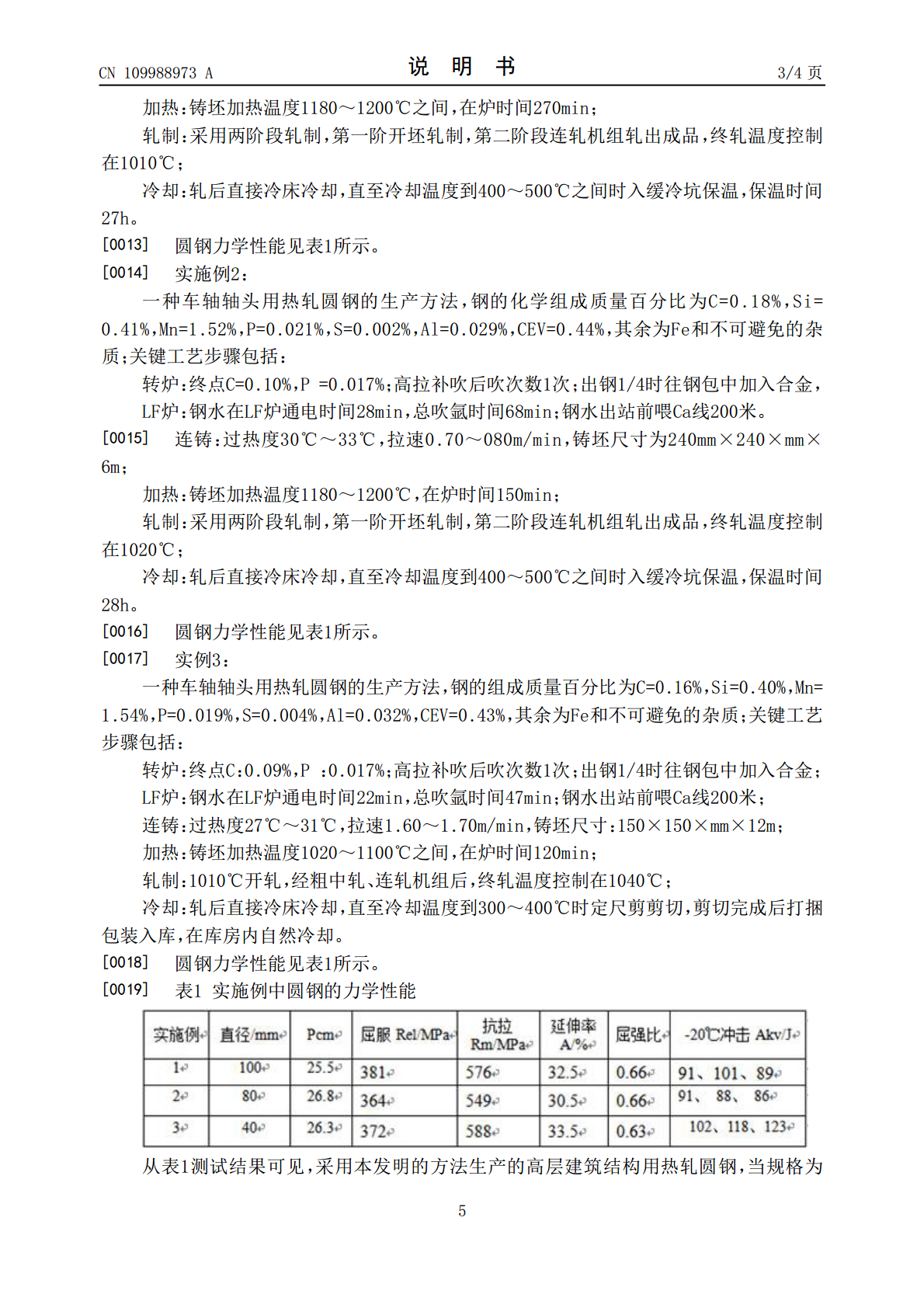
一种履带销热轧圆钢的生产方法.pdf
本发明涉及一种履带销热轧圆钢的生产方法,钢的化学组成质量百分比为C=‑0.39~0.41,Si=0.20~0.28,Mn=0.72~0.78,P≤0.025%,S≤0.015,Cr=1.02~1.08,Al≥0.010,B=0.0015~0.0025,其余为Fe和不可避免的杂质。采用成分控制以及冶炼—LF炉—VD炉—连铸—加热—轧制—冷却工艺生产,可生产成品规格为30~100mm。末端淬透性53HRC≤J1.5≤60HRC,J35≥30HRC,按ASTME112检验钢的晶粒度,级别≥6级,按ASTM