
一种履带销热轧圆钢的生产方法.pdf

安双****文章

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种履带销热轧圆钢的生产方法.pdf
本发明涉及一种履带销热轧圆钢的生产方法,钢的化学组成质量百分比为C=‑0.39~0.41,Si=0.20~0.28,Mn=0.72~0.78,P≤0.025%,S≤0.015,Cr=1.02~1.08,Al≥0.010,B=0.0015~0.0025,其余为Fe和不可避免的杂质。采用成分控制以及冶炼—LF炉—VD炉—连铸—加热—轧制—冷却工艺生产,可生产成品规格为30~100mm。末端淬透性53HRC≤J1.5≤60HRC,J35≥30HRC,按ASTME112检验钢的晶粒度,级别≥6级,按ASTM
一种履带链轨节热轧圆钢的生产方法.pdf
一种履带链轨节热轧圆钢的生产方法,钢的化学组成重量百分比为C‑0.33~0.36,Si=0.18~0.28,Mn=1.40~1.50,P≤0.025%,S≤0.015,Cr=0.32~0.38,Ti=0.025~0.050,B=0.0015~0.0025,其余为Fe和不可避免的杂质。采用冶炼—LF炉—VD炉—连铸—加热—轧制—冷却工艺生产,可生产成品规格为30~160mm。末端淬透性J1.5≥52HRC,J20≥30HRC,按ASTME112检验钢的晶粒度,级别≥6级,按ASTME45进行非金属夹杂

一种耐腐蚀稀土钢管热轧圆钢的生产方法.pdf
一种耐腐蚀稀土钢管热轧圆钢的生产方法,采用工艺路线为:转炉冶炼—LF炉—VD/RH炉—连铸—加热—轧制—冷却。钢的化学组成重量百分比为C=0.05%~0.15%,Si=0.15%~0.35%,Mn=0.35~0.55%,P≤0.012%,S≤0.003%,Al=0.005%~0.050%,Ti=0.010%~0.030%,Cr=0.20%~0.50%,Nb=0.02%‑0.05%,Mo=0.15%~0.25%,Re(Ce+La)=0.001~0.005%,其余为Fe和不可避免的杂质。关键工艺步骤包括:关键
一种胀断连杆用热轧圆钢的生产方法.pdf
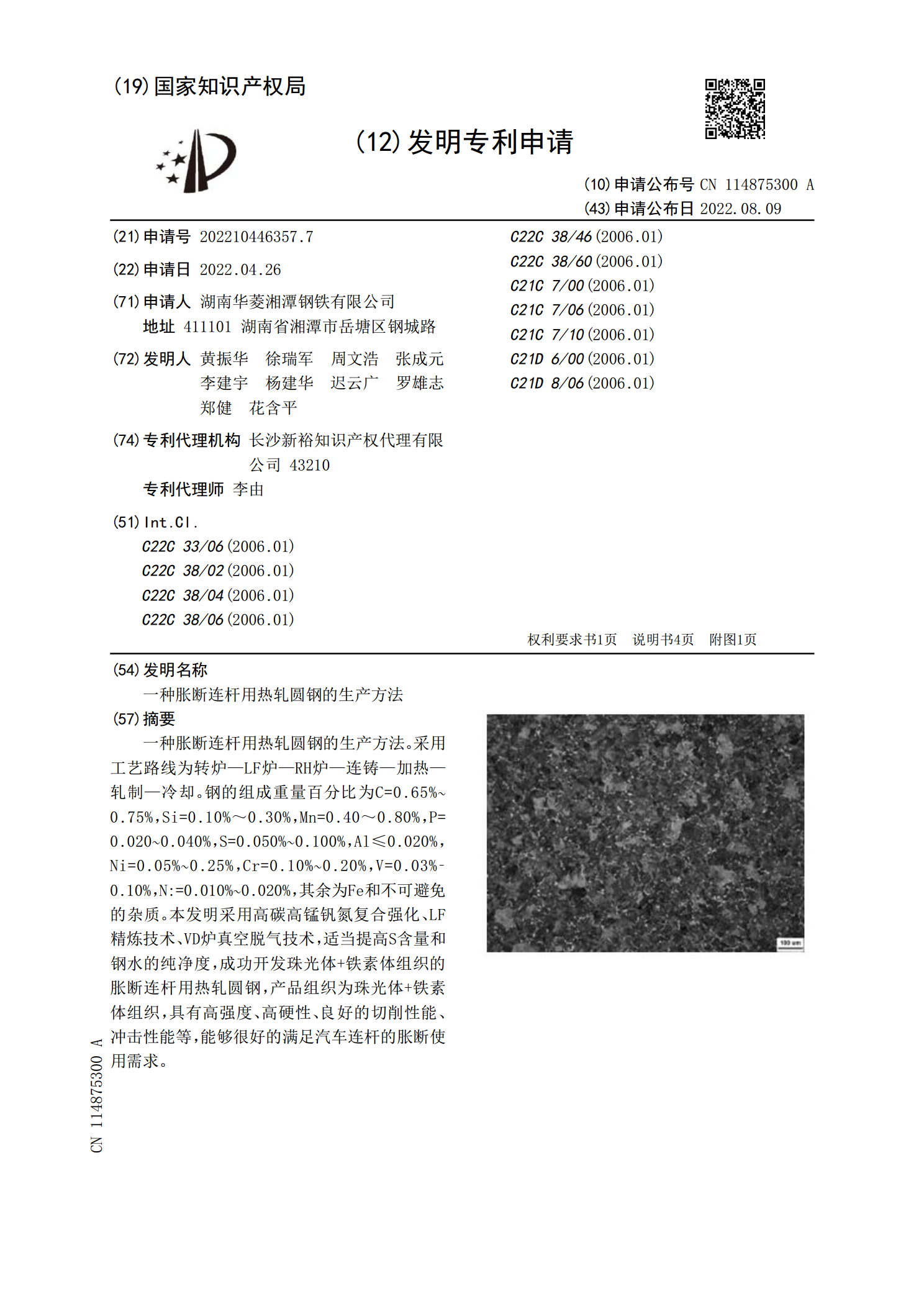
一种胀断连杆用热轧圆钢的生产方法。采用工艺路线为转炉—LF炉—RH炉—连铸—加热—轧制—冷却。钢的组成重量百分比为C=0.65%~0.75%,Si=0.10%~0.30%,Mn=0.40~0.80%,P=0.020~0.040%,S=0.050%~0.100%,Al≤0.020%,Ni=0.05%~0.25%,Cr=0.10%~0.20%,V=0.03%‑0.10%,N:=0.010%~0.020%,其余为Fe和不可避免的杂质。本发明采用高碳高锰钒氮复合强化、LF精炼技术、VD炉真空脱气技术,适当提高S含

一种车轴轴头用热轧圆钢的生产方法.pdf
一种车轴轴头用热轧圆钢的生产方法,采用工艺路线为冶炼—连铸—加热—轧制—冷却,钢的化学组成重量百分比为C=0.14%~0.20%,Si=0.20%~0.50%,Mn=1.45%~1.70%,P≤0.025%,S≤0.010%,Al≥0.020%,Cr≤0.05%,碳当量=0.41%~0.45%,其余为Fe和不可避免的杂质;关键工艺步骤包括冶炼、LF炉、VD炉、连铸、加热、轧制、冷却。本发明生产汽车轴头用热轧圆钢(HY‑006),产品组织为铁素体+珠光体组织,具有高强度、良好的屈强比、焊接性能、延伸性能、低