
一种轻量化球磨机耐磨衬板及其制备方法.pdf

韶敏****ab


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种轻量化球磨机耐磨衬板及其制备方法.pdf
本发明公开了一种轻量化球磨机耐磨衬板及其制备方法,所述的轻量化球磨机耐磨衬板经过电弧炉冶炼、LF炉精炼、VD炉真空精炼、模铸浇铸及热处理制备而成,具有以下质量比的化学成分:C1.50~1.80wt%,Si0.15~0.40wt%,Mn28.6~30.6wt%,Al10.0~12.6wt%,S≤0.010wt%,P≤0.015wt%,(C+Mn):Al=2.5~3.0,其余为Fe及不可避免的不纯物。本发明采用碱性炉衬电弧炉冶炼,LF精炼、VD真空精炼确保成分的均匀稳定,钢中的气体含量低;模铸采用金属

一种球磨机耐磨复合衬板及其制备工艺.pdf
本发明涉及球磨机设备技术领域,具体地说,涉及一种球磨机耐磨复合衬板及其制备工艺。包括超高锰钢衬板本体和若干个高铬铸铁镶嵌块;所述超高锰钢衬板本体的底部沿其长度方向依次设有镶嵌槽,各个高铬铸铁镶嵌块采用热镶嵌工艺镶嵌在对应的镶嵌槽内,与超高锰钢衬板本体复合成为一体。本发明是通过在超高锰钢衬板本体上预留镶嵌槽,并在各镶嵌槽内热镶嵌复合高铬铸铁镶嵌块,既能发挥高锰钢韧性好的优势,又能体现高铬铸铁耐磨性好的特性,提高衬板的使用寿命,从而能大大拓宽应用范围。
球磨机衬板及其制备方法.pdf
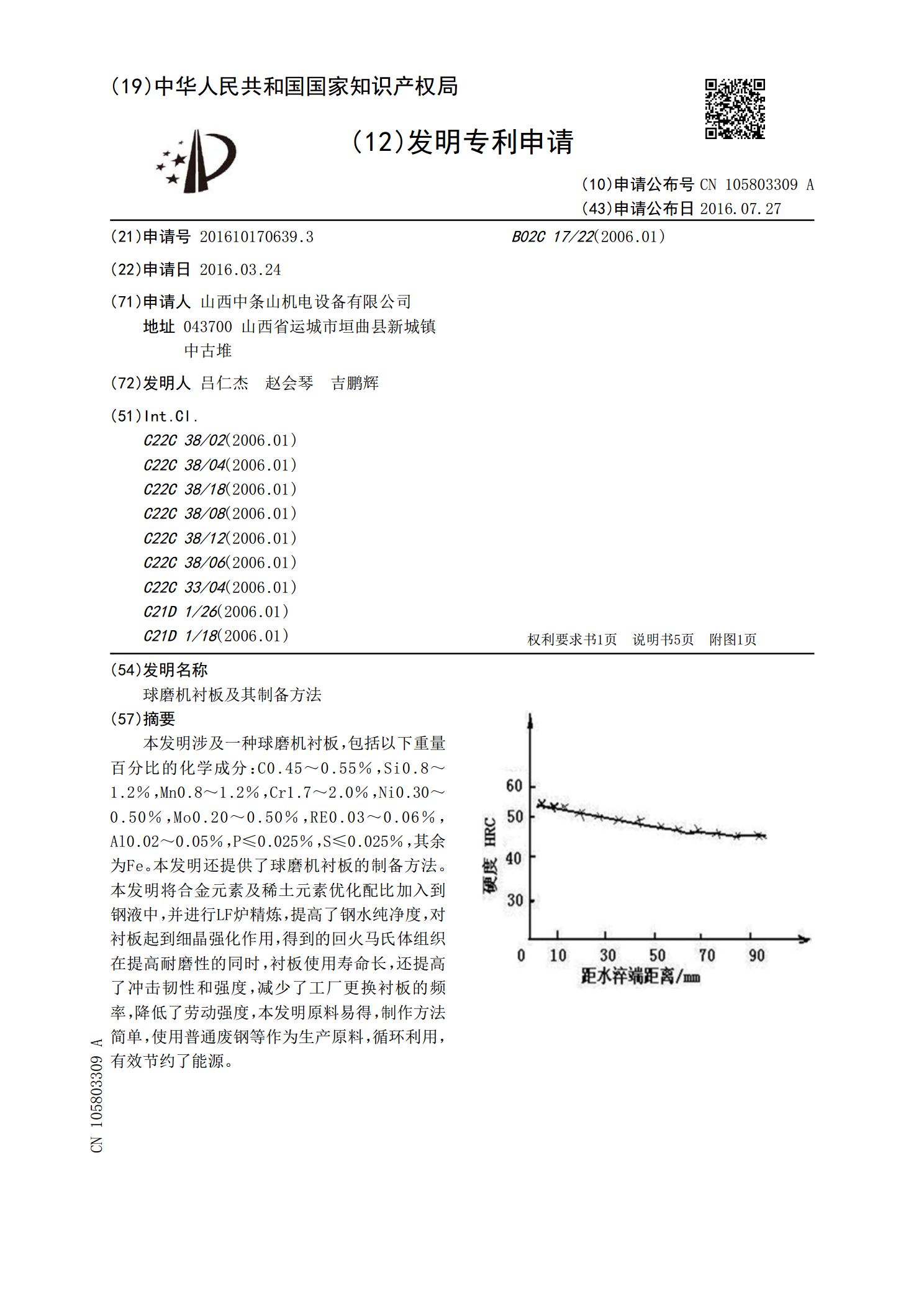
本发明涉及一种球磨机衬板,包括以下重量百分比的化学成分:C0.45~0.55%,Si0.8~1.2%,Mn0.8~1.2%,Cr1.7~2.0%,Ni0.30~0.50%,Mo0.20~0.50%,RE0.03~0.06%,Al0.02~0.05%,P≤0.025%,S≤0.025%,其余为Fe。本发明还提供了球磨机衬板的制备方法。本发明将合金元素及稀土元素优化配比加入到钢液中,并进行LF炉精炼,提高了钢水纯净度,对衬板起到细晶强化作用,得到的回火马氏体组织在提高耐磨性的同时,衬板使用寿命长,还提高了冲击
一种大型球磨机衬板及其制备方法.pdf
一种大型球磨机衬板及其制备方法,属于耐磨材料技术领域。首先将废钢、增碳剂、铬铁、氮化铬铁、铌铁、硼铁、锰铁和硅铁在电炉内混合加热熔化,钢水温度达到1580~1600℃时,加入铝脱氧,将炉内钢水的化学组成及其质量分数调整至0.70~0.85%C,1.8~2.0%Cr,0.05~0.09%N,0.12~0.18%Nb,0.6~1.0%Mn,0.25~0.60%Si,0.004~0.008%B,0.05~0.08%Al,

具有高耐磨性球磨机衬板及其制备工艺.pdf
本发明涉及具有高耐磨性球磨机衬板及其制备工艺,包括以下步骤,涂层配制:将60‑100克氮化硼、3ml‑8ml粘结剂和25‑50克铬铁粉在搅拌机内搅拌,并经过超声处理,然后加入15‑25克颗粒尺寸粒度3.0‑4.5微米的预发泡聚苯乙烯颗粒,然后加水,继续在搅拌机内搅拌,制备成甲混合浆料;将上述混合浆料利用热喷雾造粒的方法形成氮化硼微球;本发明通过在合金表面设置耐磨涂层,降低稀有金属的使用量,该耐磨涂层通过氮化硼、铬铁粉和二硫化钨三者之间形成独特的增韧结构,使得该涂层具有双重耐磨性能,同时二硫化钨与铁发生化学