
一种内齿圈表面感应淬火处理方法.pdf

书生****aa


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内齿圈表面感应淬火处理方法.pdf
本发明涉及一种内齿圈表面感应淬火处理方法,属于内齿圈生产过程中的热处理技术领域,包括以下步骤:选择、制作并安装感应器‑‑装卡试样‑‑调整淬火参数‑‑在试样上调试感应器‑‑回火,保温,出炉空冷‑‑用试样进行表淬试验,检测试样的硬度及硬化层深,若试样的硬度及硬化层深符合技术要求,则合格,反之,则不合格,重复以上步骤直至符合技术要求‑‑对待加工零件进行感应淬火试制,本发明与氮化工艺相比,经本发明处理的齿面及齿根疲劳强度提高约1倍,成本降低1‑2倍,处理工艺时间短,感应淬火硬化层深远大于氮化处理,同时,感应淬火齿
一种内齿圈中频感应加热淬火工艺.pdf
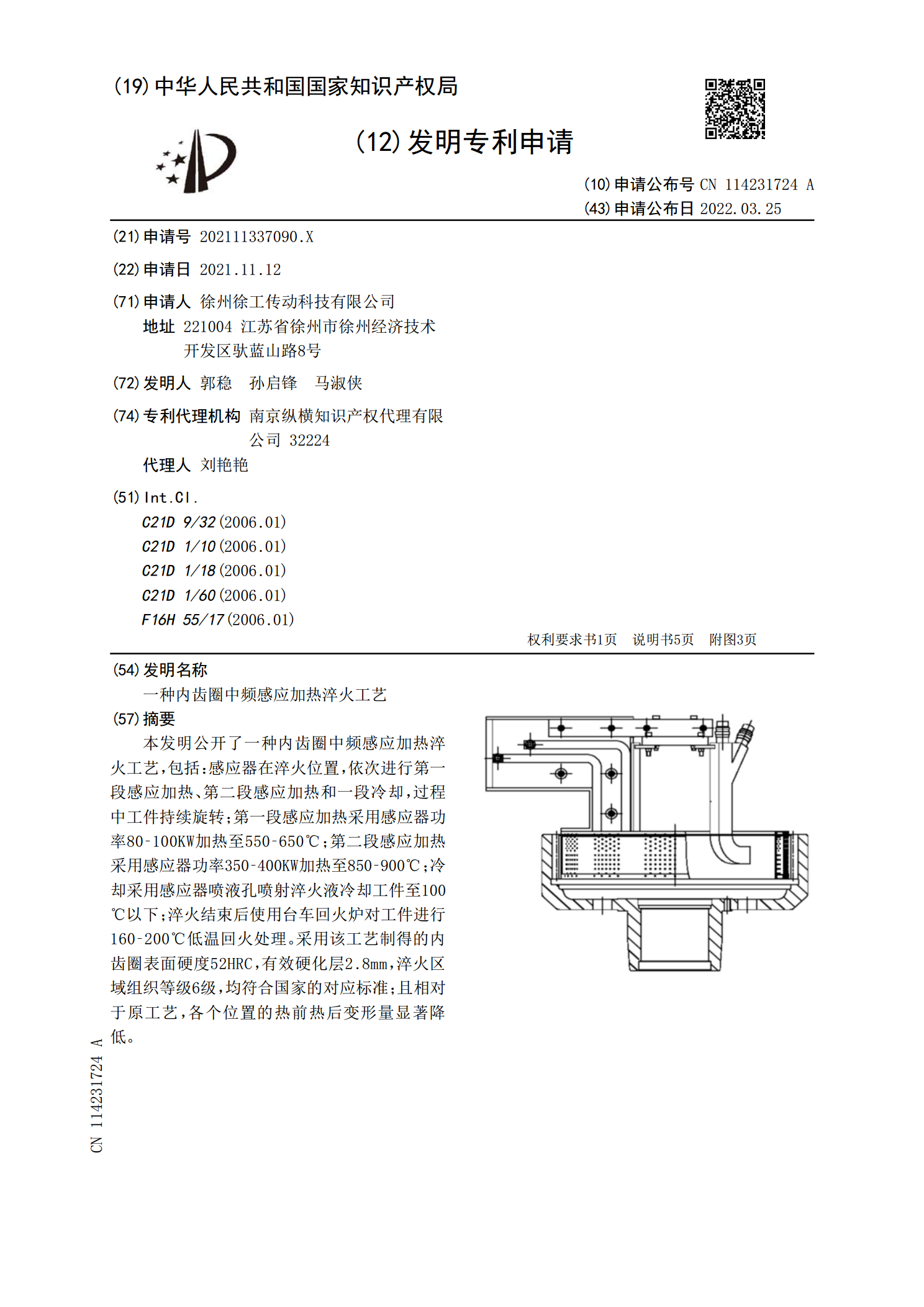
本发明公开了一种内齿圈中频感应加热淬火工艺,包括:感应器在淬火位置,依次进行第一段感应加热、第二段感应加热和一段冷却,过程中工件持续旋转;第一段感应加热采用感应器功率80‑100KW加热至550‑650℃;第二段感应加热采用感应器功率350‑400KW加热至850‑900℃;冷却采用感应器喷液孔喷射淬火液冷却工件至100℃以下;淬火结束后使用台车回火炉对工件进行160‑200℃低温回火处理。采用该工艺制得的内齿圈表面硬度52HRC,有效硬化层2.8mm,淬火区域组织等级6级,均符合国家的对应标准;且相对于
大型内齿圈感应淬火硬化层深快速检测方法.pdf
本发明涉及一种大型内齿圈感应淬火硬化层深快速检测方法,包括磨制、抛光,使表面呈镜面步骤,具体为:在大型内齿圈感应淬火结束且已经完成磨齿工序后,随机选取齿圈感应头入口端两齿,用角磨机对两齿端面和齿顶磨除车刀纹,使用角磨机对两齿端面和齿顶再次打磨,两次打磨的深度0.4‑0.6mm,擦去油污和浮尘,用棉花蘸取腐蚀试剂对打磨部位进行擦拭,腐蚀10—30秒后,淬硬层呈亮白色,而非淬硬区域呈灰黑色,从而显示出热处理形态,用相机拍摄两齿端面、齿顶和齿根部位的热处理形态,端面照片看,连续不间断的亮白色区域完整覆盖齿面和齿
一种直齿锥齿轮表面感应淬火方法及其应用.pdf
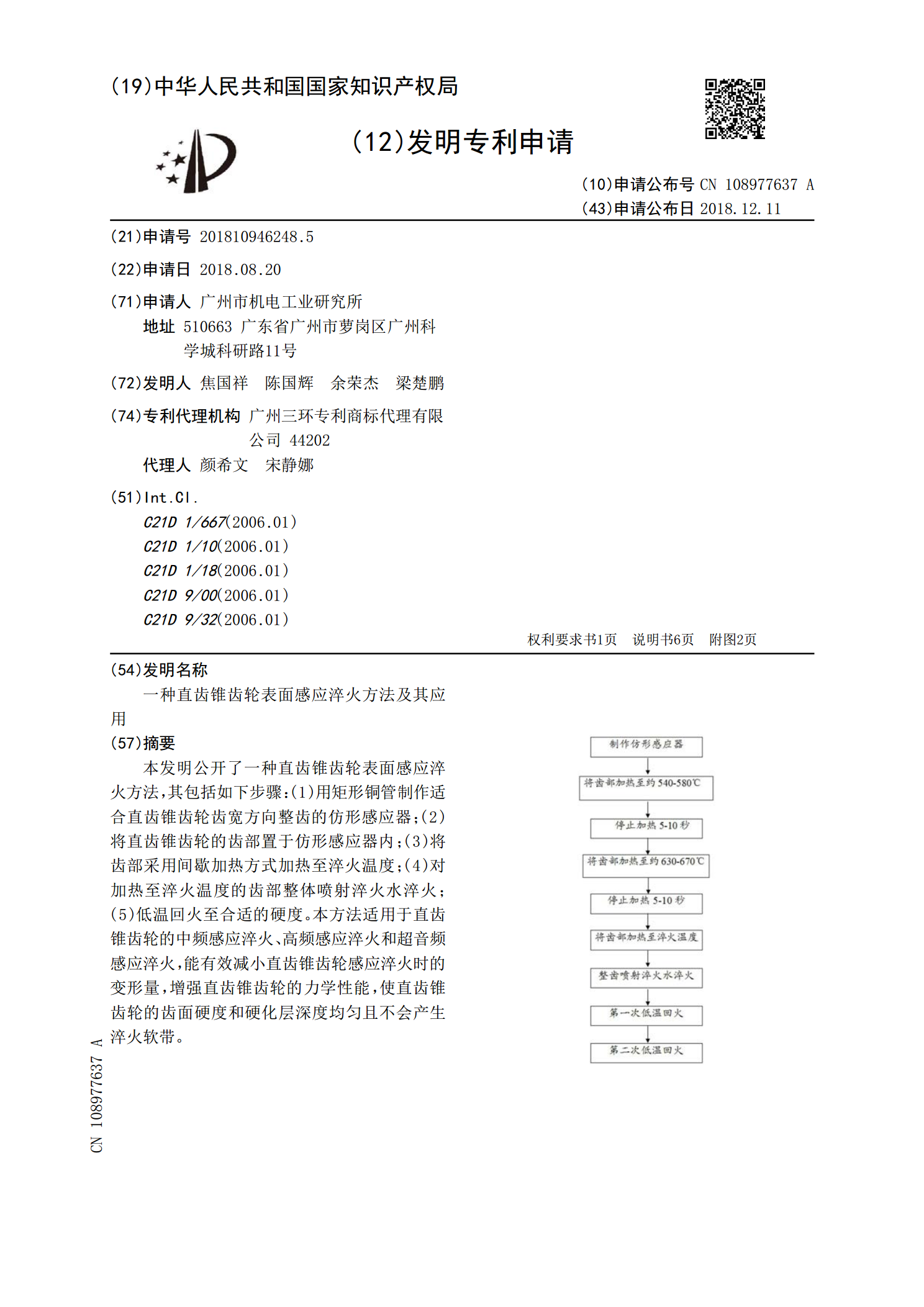
本发明公开了一种直齿锥齿轮表面感应淬火方法,其包括如下步骤:(1)用矩形铜管制作适合直齿锥齿轮齿宽方向整齿的仿形感应器;(2)将直齿锥齿轮的齿部置于仿形感应器内;(3)将齿部采用间歇加热方式加热至淬火温度;(4)对加热至淬火温度的齿部整体喷射淬火水淬火;(5)低温回火至合适的硬度。本方法适用于直齿锥齿轮的中频感应淬火、高频感应淬火和超音频感应淬火,能有效减小直齿锥齿轮感应淬火时的变形量,增强直齿锥齿轮的力学性能,使直齿锥齿轮的齿面硬度和硬化层深度均匀且不会产生淬火软带。

一种风电内齿圈纵向磁通感应热处理装置.pdf
一种风电内齿圈纵向磁通感应热处理装置,主要包括支撑台、电机、电机座、连接盘、支承转盘、液压缸、导磁体、加电板、感应线圈、冷却器、风电内齿圈、感应线圈下部、感应线圈中部、感应线圈上部、机座和支撑腿。本发明效率更高,结构简单,解决了大型齿圈不能利用纵向磁通高效加热的技术瓶颈。适应性更强,无需在变换齿形参数后重新制作感应器,可适用不同规格、大小、高度的内齿圈且定位操作比现有逐齿感应加热更加简单。增加了预热线圈,适应大型风电内齿圈齿高较高的特点,效率高于逐齿淬火。冷却时可以一次对整个齿宽的轮齿进行喷液冷却,对比逐