
一种风电内齿圈纵向磁通感应热处理装置.pdf

觅松****哥哥

1/7
2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种风电内齿圈纵向磁通感应热处理装置.pdf
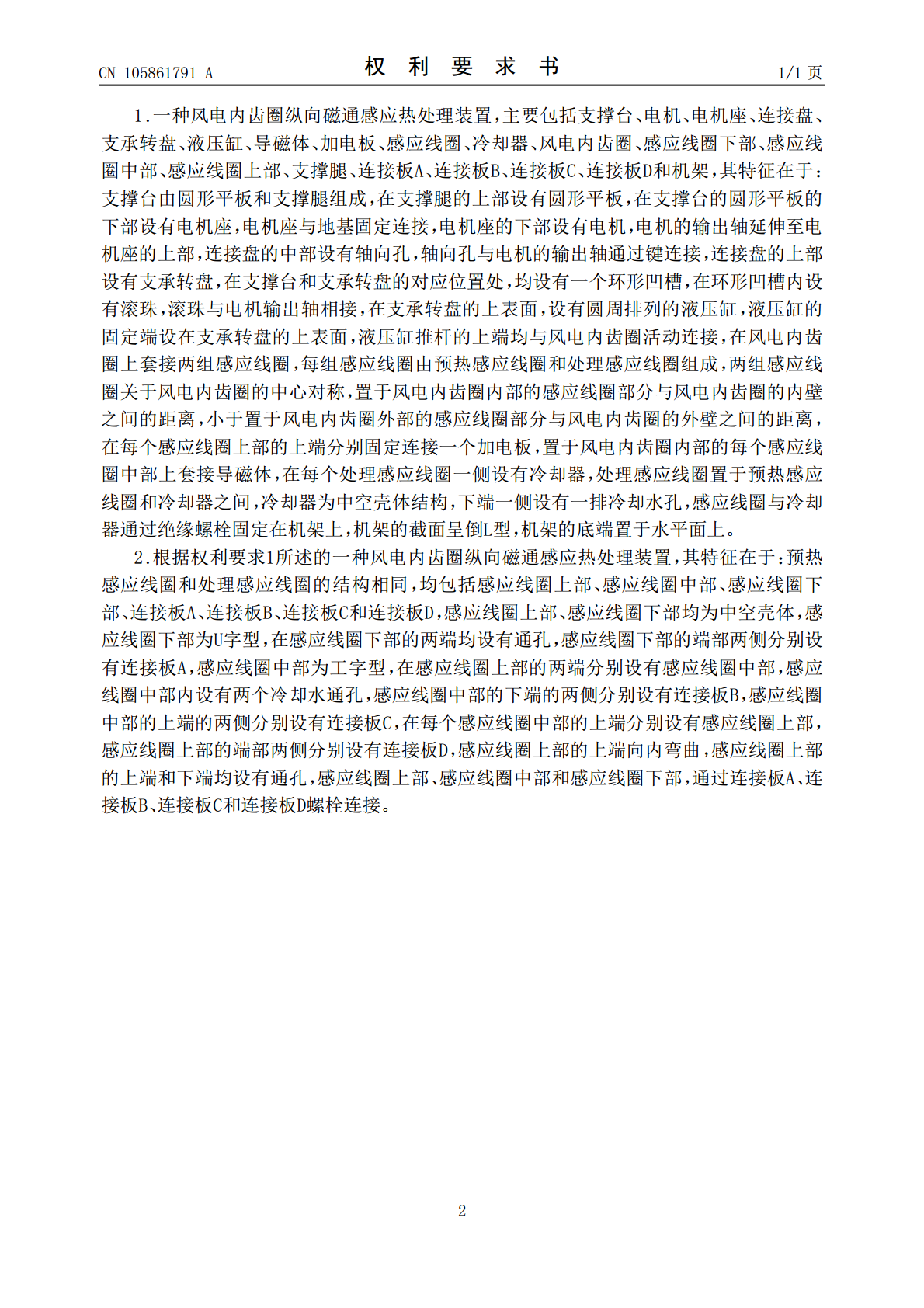
一种风电内齿圈纵向磁通感应热处理装置,主要包括支撑台、电机、电机座、连接盘、支承转盘、液压缸、导磁体、加电板、感应线圈、冷却器、风电内齿圈、感应线圈下部、感应线圈中部、感应线圈上部、机座和支撑腿。本发明效率更高,结构简单,解决了大型齿圈不能利用纵向磁通高效加热的技术瓶颈。适应性更强,无需在变换齿形参数后重新制作感应器,可适用不同规格、大小、高度的内齿圈且定位操作比现有逐齿感应加热更加简单。增加了预热线圈,适应大型风电内齿圈齿高较高的特点,效率高于逐齿淬火。冷却时可以一次对整个齿宽的轮齿进行喷液冷却,对比逐
一种内齿圈热处理装置及工艺.pdf
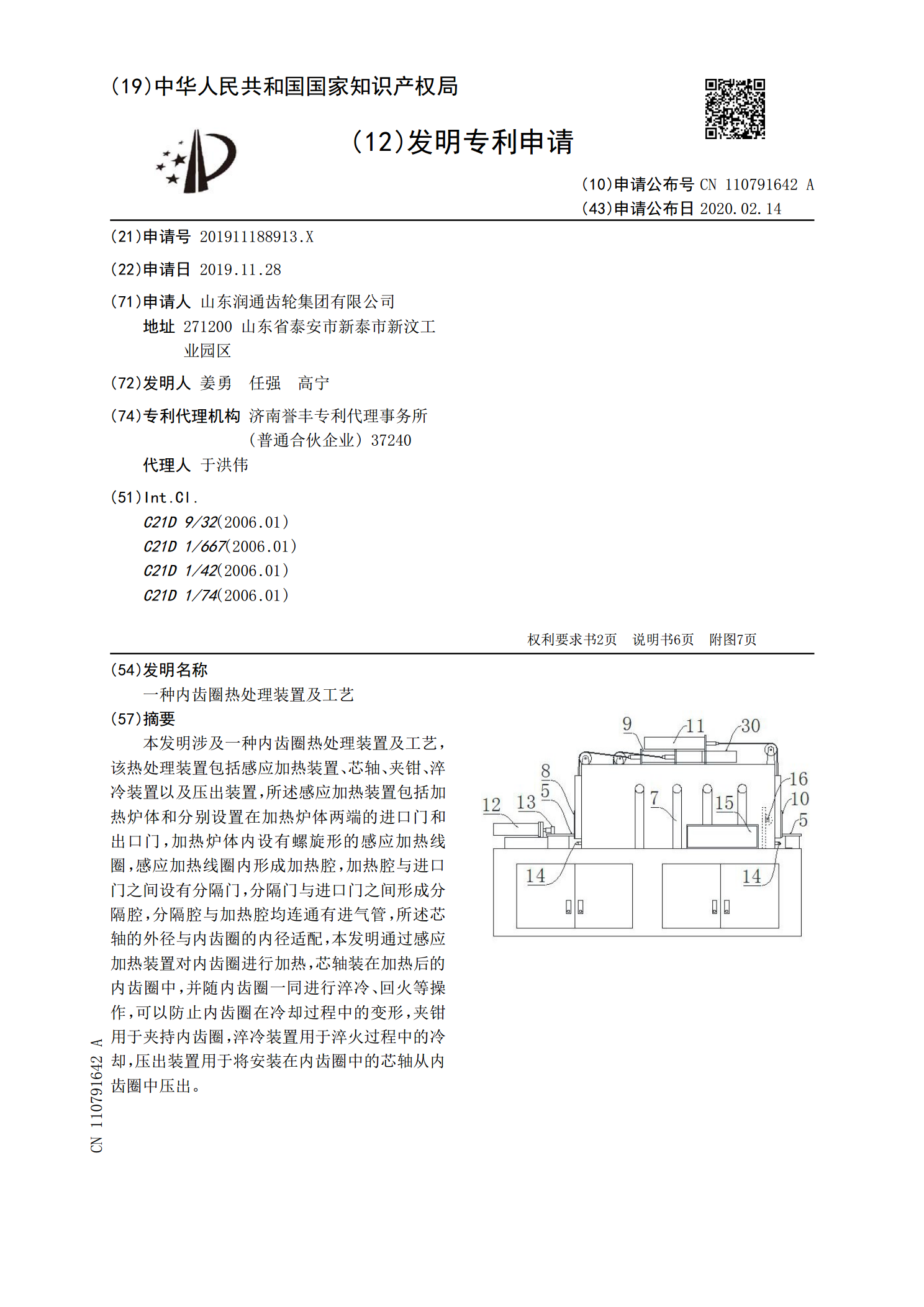
本发明涉及一种内齿圈热处理装置及工艺,该热处理装置包括感应加热装置、芯轴、夹钳、淬冷装置以及压出装置,所述感应加热装置包括加热炉体和分别设置在加热炉体两端的进口门和出口门,加热炉体内设有螺旋形的感应加热线圈,感应加热线圈内形成加热腔,加热腔与进口门之间设有分隔门,分隔门与进口门之间形成分隔腔,分隔腔与加热腔均连通有进气管,所述芯轴的外径与内齿圈的内径适配,本发明通过感应加热装置对内齿圈进行加热,芯轴装在加热后的内齿圈中,并随内齿圈一同进行淬冷、回火等操作,可以防止内齿圈在冷却过程中的变形,夹钳用于夹持内齿

一种风电齿轮箱大型内齿圈加工方法.pdf
本发明公开了一种风电齿轮箱大型内齿圈加工方法,包括步骤:1)根据内齿圈的规格和锻造标准,锻造成型形成内齿圈毛坯;2)将内齿圈毛坯进行外圆、内孔和端面粗加工,外圆、内孔、端面初步成型,并留有余量;3)将经过外圆、内孔和端面粗加工的内齿圈粗加工出齿形;4)将粗加工出齿形的内齿圈进行调质处理;5)将经过调质处理后的内齿圈精加工出外形及内孔;6)将经过精加工后的内齿圈进行氮化处理。应用本发明提供的风电齿轮箱大型内齿圈加工方法,粗加工出齿形后进行调质,齿顶、齿根、齿面的调质效果一致,避免了由于调质淬透性有限造成的调
一种内齿圈表面感应淬火处理方法.pdf
本发明涉及一种内齿圈表面感应淬火处理方法,属于内齿圈生产过程中的热处理技术领域,包括以下步骤:选择、制作并安装感应器‑‑装卡试样‑‑调整淬火参数‑‑在试样上调试感应器‑‑回火,保温,出炉空冷‑‑用试样进行表淬试验,检测试样的硬度及硬化层深,若试样的硬度及硬化层深符合技术要求,则合格,反之,则不合格,重复以上步骤直至符合技术要求‑‑对待加工零件进行感应淬火试制,本发明与氮化工艺相比,经本发明处理的齿面及齿根疲劳强度提高约1倍,成本降低1‑2倍,处理工艺时间短,感应淬火硬化层深远大于氮化处理,同时,感应淬火齿
一种齿圈热处理用胎具装置.pdf
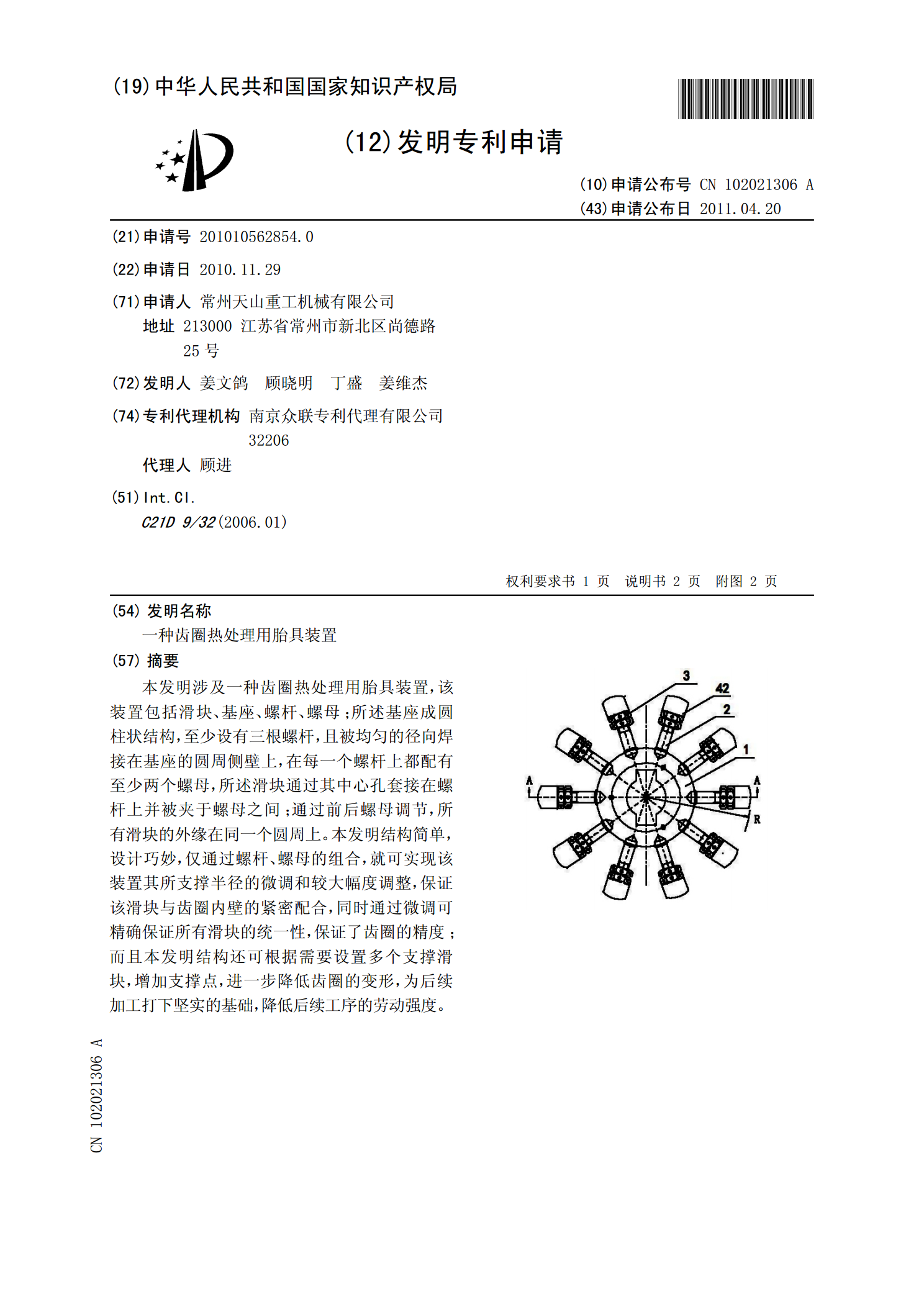
本发明涉及一种齿圈热处理用胎具装置,该装置包括滑块、基座、螺杆、螺母;所述基座成圆柱状结构,至少设有三根螺杆,且被均匀的径向焊接在基座的圆周侧壁上,在每一个螺杆上都配有至少两个螺母,所述滑块通过其中心孔套接在螺杆上并被夹于螺母之间;通过前后螺母调节,所有滑块的外缘在同一个圆周上。本发明结构简单,设计巧妙,仅通过螺杆、螺母的组合,就可实现该装置其所支撑半径的微调和较大幅度调整,保证该滑块与齿圈内壁的紧密配合,同时通过微调可精确保证所有滑块的统一性,保证了齿圈的精度;而且本发明结构还可根据需要设置多个支撑滑块