
大型内齿圈感应淬火硬化层深快速检测方法.pdf

是你****芹呀

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型内齿圈感应淬火硬化层深快速检测方法.pdf
本发明涉及一种大型内齿圈感应淬火硬化层深快速检测方法,包括磨制、抛光,使表面呈镜面步骤,具体为:在大型内齿圈感应淬火结束且已经完成磨齿工序后,随机选取齿圈感应头入口端两齿,用角磨机对两齿端面和齿顶磨除车刀纹,使用角磨机对两齿端面和齿顶再次打磨,两次打磨的深度0.4‑0.6mm,擦去油污和浮尘,用棉花蘸取腐蚀试剂对打磨部位进行擦拭,腐蚀10—30秒后,淬硬层呈亮白色,而非淬硬区域呈灰黑色,从而显示出热处理形态,用相机拍摄两齿端面、齿顶和齿根部位的热处理形态,端面照片看,连续不间断的亮白色区域完整覆盖齿面和齿
一种内齿圈表面感应淬火处理方法.pdf
本发明涉及一种内齿圈表面感应淬火处理方法,属于内齿圈生产过程中的热处理技术领域,包括以下步骤:选择、制作并安装感应器‑‑装卡试样‑‑调整淬火参数‑‑在试样上调试感应器‑‑回火,保温,出炉空冷‑‑用试样进行表淬试验,检测试样的硬度及硬化层深,若试样的硬度及硬化层深符合技术要求,则合格,反之,则不合格,重复以上步骤直至符合技术要求‑‑对待加工零件进行感应淬火试制,本发明与氮化工艺相比,经本发明处理的齿面及齿根疲劳强度提高约1倍,成本降低1‑2倍,处理工艺时间短,感应淬火硬化层深远大于氮化处理,同时,感应淬火齿
一种内齿圈中频感应加热淬火工艺.pdf
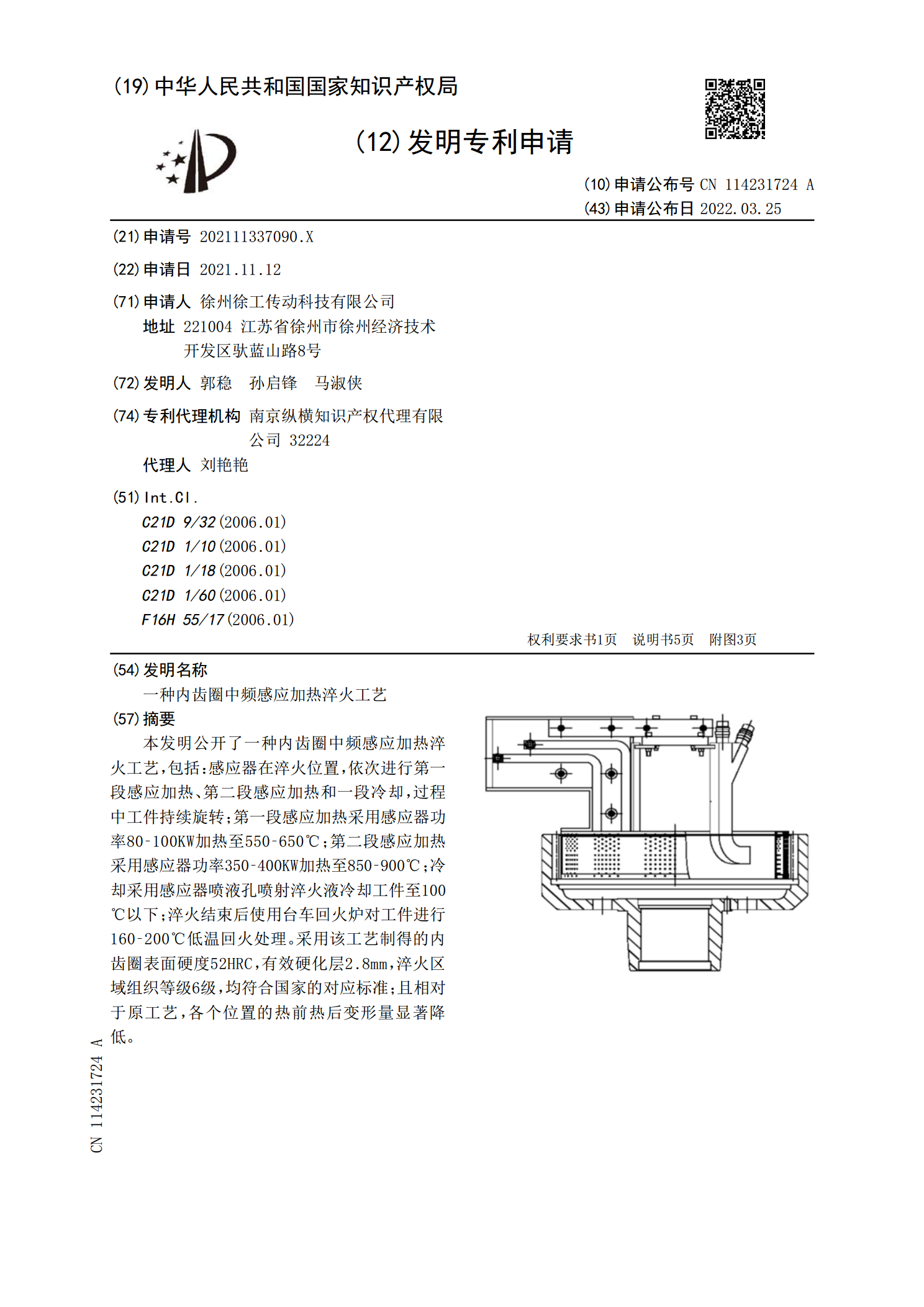
本发明公开了一种内齿圈中频感应加热淬火工艺,包括:感应器在淬火位置,依次进行第一段感应加热、第二段感应加热和一段冷却,过程中工件持续旋转;第一段感应加热采用感应器功率80‑100KW加热至550‑650℃;第二段感应加热采用感应器功率350‑400KW加热至850‑900℃;冷却采用感应器喷液孔喷射淬火液冷却工件至100℃以下;淬火结束后使用台车回火炉对工件进行160‑200℃低温回火处理。采用该工艺制得的内齿圈表面硬度52HRC,有效硬化层2.8mm,淬火区域组织等级6级,均符合国家的对应标准;且相对于
一种大型内齿卧式单齿淬火分齿定位装置.pdf
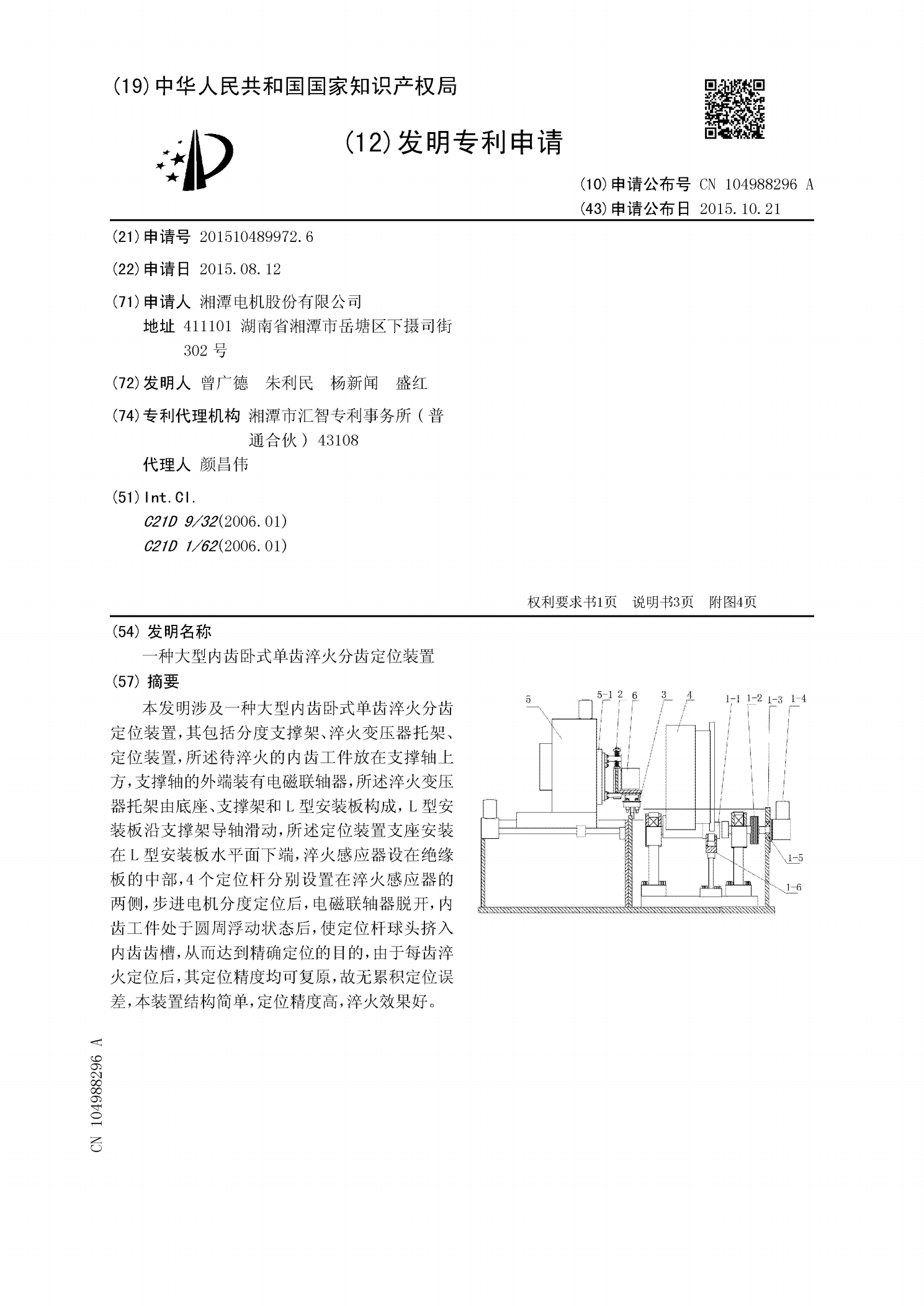
本发明涉及一种大型内齿卧式单齿淬火分齿定位装置,其包括分度支撑架、淬火变压器托架、定位装置,所述待淬火的内齿工件放在支撑轴上方,支撑轴的外端装有电磁联轴器,所述淬火变压器托架由底座、支撑架和L型安装板构成,L型安装板沿支撑架导轴滑动,所述定位装置支座安装在L型安装板水平面下端,淬火感应器设在绝缘板的中部,4个定位杆分别设置在淬火感应器的两侧,步进电机分度定位后,电磁联轴器脱开,内齿工件处于圆周浮动状态后,使定位杆球头挤入内齿齿槽,从而达到精确定位的目的,由于每齿淬火定位后,其定位精度均可复原,故无累积定位
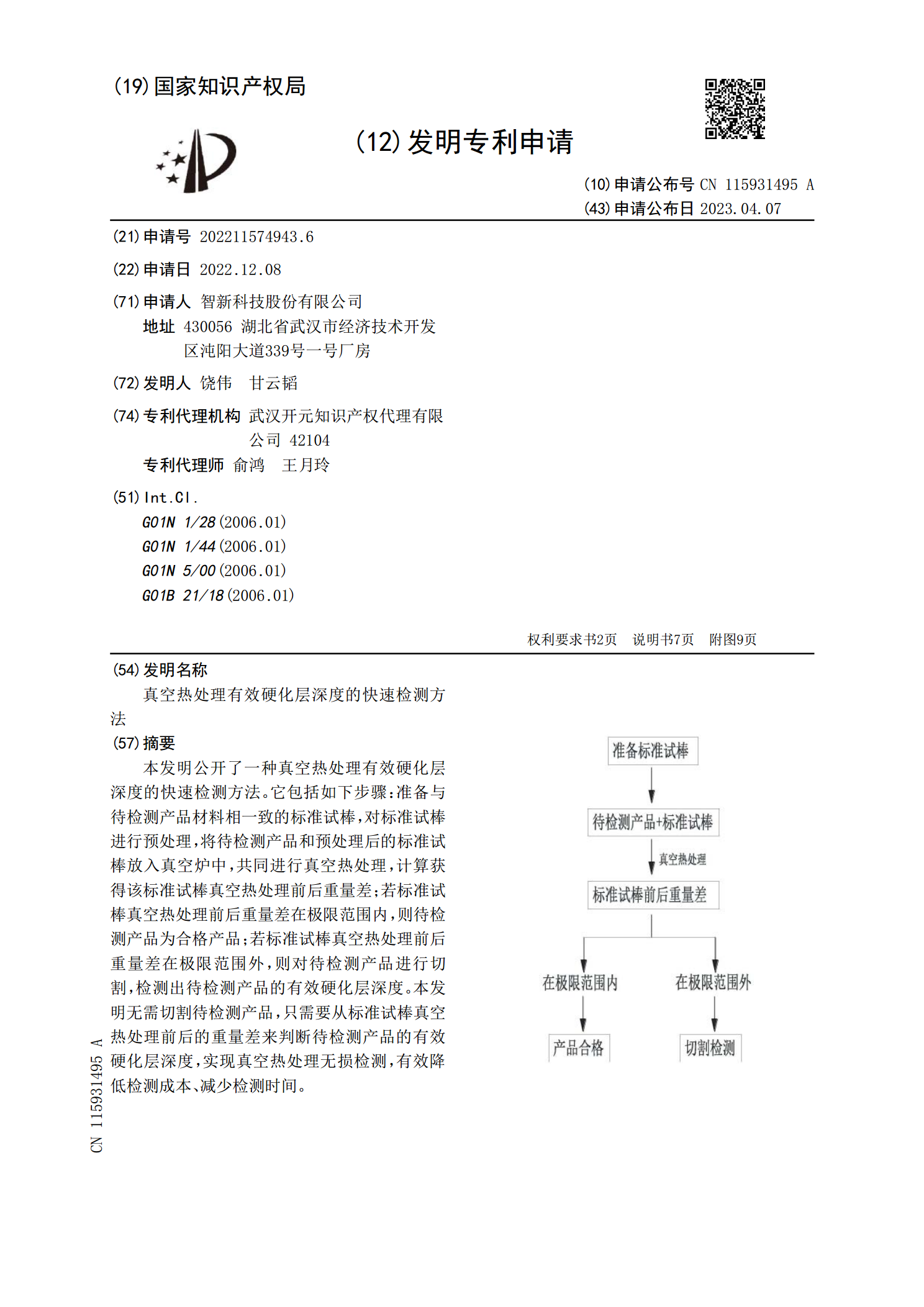
真空热处理有效硬化层深度的快速检测方法.pdf
本发明公开了一种真空热处理有效硬化层深度的快速检测方法。它包括如下步骤:准备与待检测产品材料相一致的标准试棒,对标准试棒进行预处理,将待检测产品和预处理后的标准试棒放入真空炉中,共同进行真空热处理,计算获得该标准试棒真空热处理前后重量差;若标准试棒真空热处理前后重量差在极限范围内,则待检测产品为合格产品;若标准试棒真空热处理前后重量差在极限范围外,则对待检测产品进行切割,检测出待检测产品的有效硬化层深度。本发明无需切割待检测产品,只需要从标准试棒真空热处理前后的重量差来判断待检测产品的有效硬化层深度,实现