
一种直齿锥齿轮表面感应淬火方法及其应用.pdf

猫巷****傲柏

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种直齿锥齿轮表面感应淬火方法及其应用.pdf
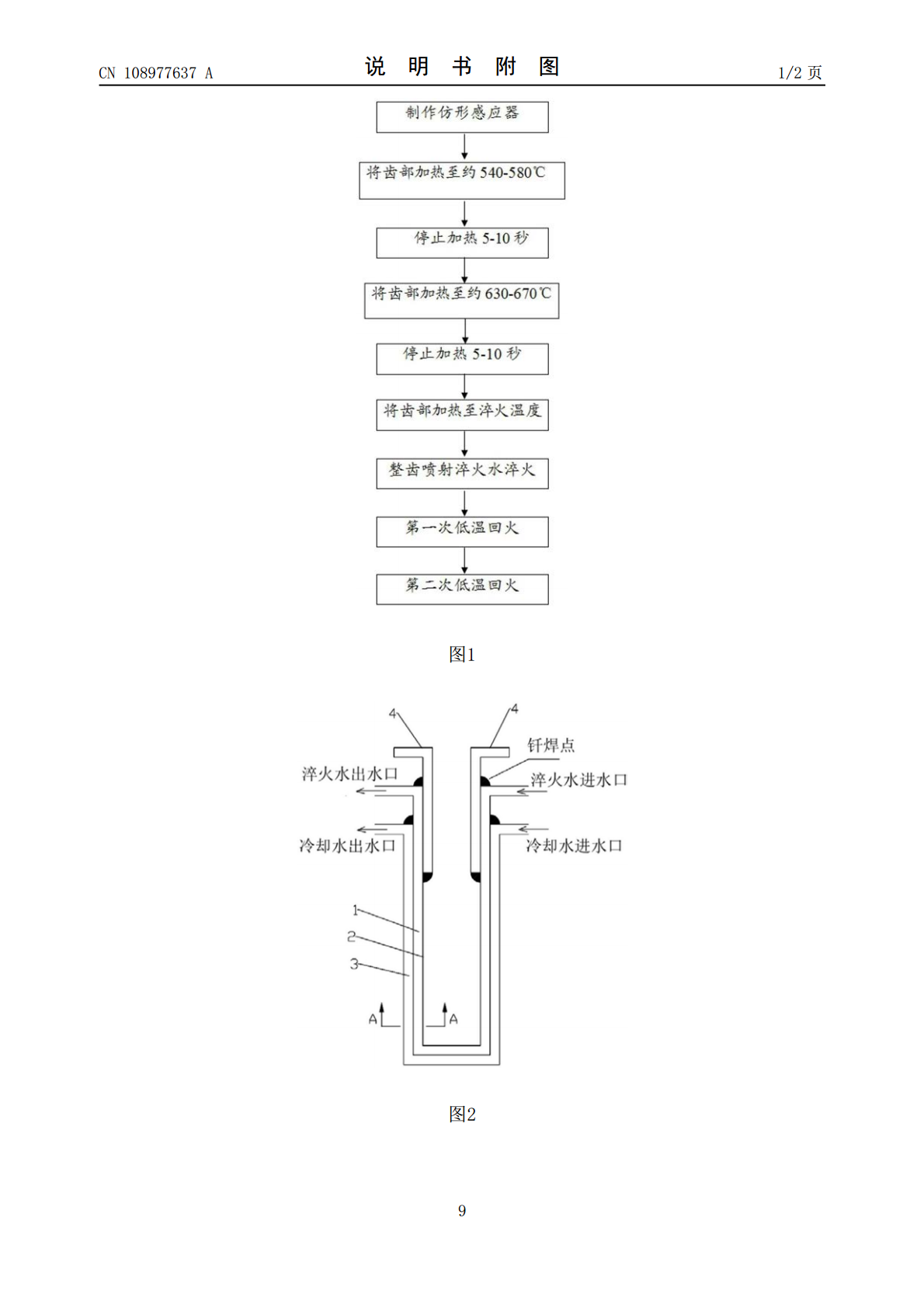
本发明公开了一种直齿锥齿轮表面感应淬火方法,其包括如下步骤:(1)用矩形铜管制作适合直齿锥齿轮齿宽方向整齿的仿形感应器;(2)将直齿锥齿轮的齿部置于仿形感应器内;(3)将齿部采用间歇加热方式加热至淬火温度;(4)对加热至淬火温度的齿部整体喷射淬火水淬火;(5)低温回火至合适的硬度。本方法适用于直齿锥齿轮的中频感应淬火、高频感应淬火和超音频感应淬火,能有效减小直齿锥齿轮感应淬火时的变形量,增强直齿锥齿轮的力学性能,使直齿锥齿轮的齿面硬度和硬化层深度均匀且不会产生淬火软带。
一种直齿锥齿轮副及其齿向修形方法.pdf
本发明公开了一种直齿锥齿轮副及其齿向修形方法,包括相互啮合的主动齿轮和被动齿轮,主动齿轮两侧齿面齿线采用反向或正向鼓形,被动齿轮两侧齿面齿线采用正向或反向鼓形,主动齿轮和被动齿轮鼓形曲线均为圆弧,鼓形顶点在齿宽中部靠近齿小端处。齿向修形方法包括以下步骤:软件造型→制造修行模具→批量生产。本发明主动齿轮和被动齿轮相配合齿面的齿线采用同向弯曲但曲率不同的一组或多组曲线,通过造型软件和数控制造技术制造相应的修形模具,用锻造工艺实现大规模批量化生产,既保留了现有齿向修形方式的优点,又提高了现有修形方式的齿面接触强

一种直齿锥齿轮差速器总成及其加工方法.pdf
本发明公开了一种直齿锥齿轮差速器总成及其加工方法;所述差速器总成包括行星齿轮,所述行星齿轮的凹止口内分别装有圆柱滚子球面轴承,所述圆柱滚子球面轴承的轴圈套在十字轴的轴头扁上,所述行星齿轮的一侧啮合连接有半轴齿轮,所述半轴齿轮的轴颈外圆扁上分别套设有圆柱滚子平面轴承,所述圆柱滚子平面轴承的座圈外径与左壳体、右壳体上的凹止口相配合。本发明降低了各零件间耐磨损程度悬殊的现状,改进原各接触面之间固有的相对转动或转动趋势状态为相对静止不动状态,使有相对旋转的滑动摩擦为轴承的滚动摩擦,使得改进后的差速器总成内各零件摩
一种差速器直齿锥齿轮结构及其设计方法.pdf
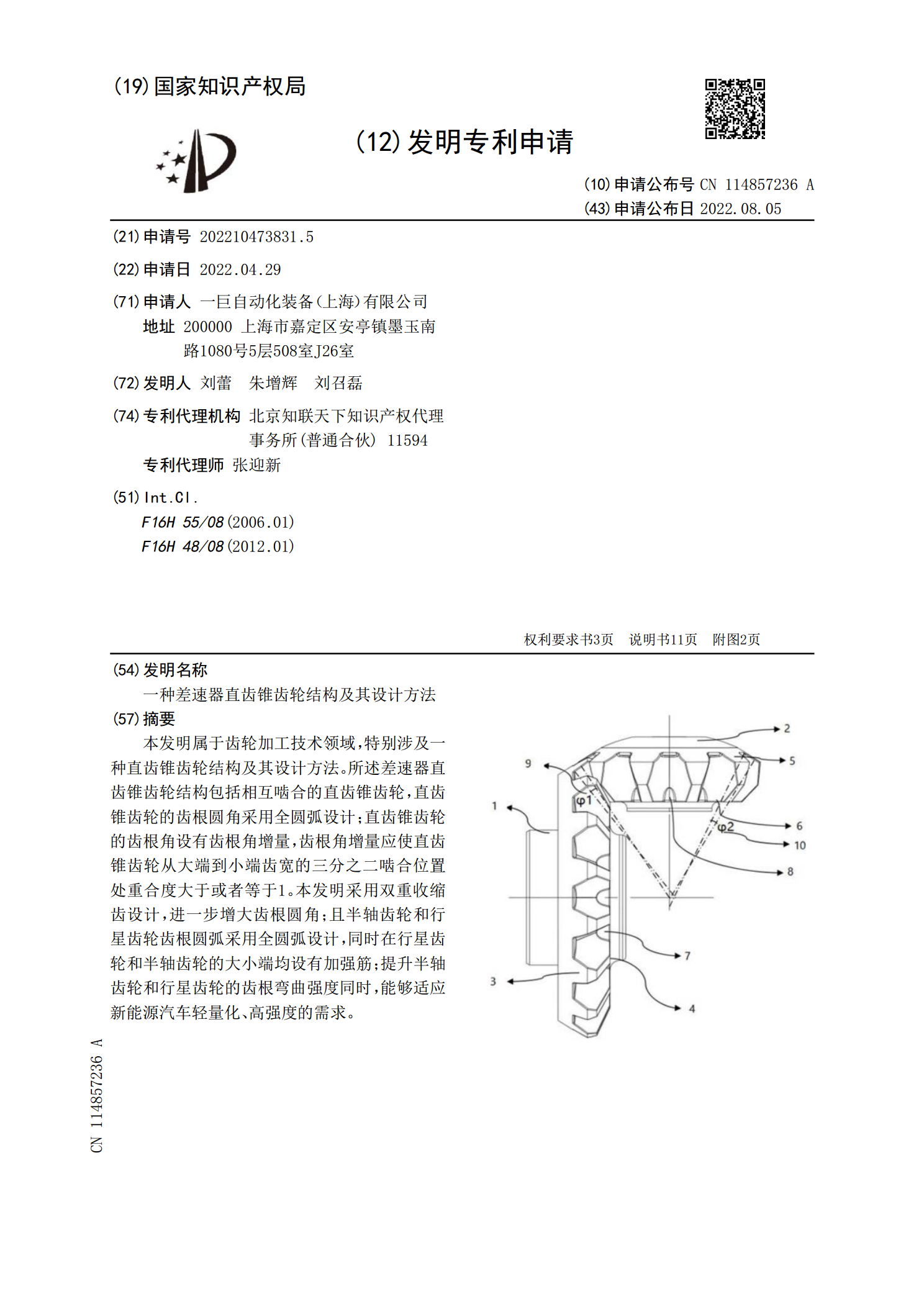
本发明属于齿轮加工技术领域,特别涉及一种直齿锥齿轮结构及其设计方法。所述差速器直齿锥齿轮结构包括相互啮合的直齿锥齿轮,直齿锥齿轮的齿根圆角采用全圆弧设计;直齿锥齿轮的齿根角设有齿根角增量,齿根角增量应使直齿锥齿轮从大端到小端齿宽的三分之二啮合位置处重合度大于或者等于1。本发明采用双重收缩齿设计,进一步增大齿根圆角;且半轴齿轮和行星齿轮齿根圆弧采用全圆弧设计,同时在行星齿轮和半轴齿轮的大小端均设有加强筋;提升半轴齿轮和行星齿轮的齿根弯曲强度同时,能够适应新能源汽车轻量化、高强度的需求。

直齿、锥齿轮计算.doc
直齿圆柱齿轮传动设计计算工作环境:工作可靠,传动平稳,工作寿命为20年(按每年365天计算),每日4小时,nr=60r/s。选定齿轮类型,精度等级,材料及齿数选用直齿圆柱齿轮工作速度较低,故选精度等级为8级材料选择,均选用45号钢,主动齿轮与从动齿轮调制HB1=240,换挡齿轮为正火HB2=200。HB1-HB2=40,合适。齿数选择Z1=Z2=30传动比i=1齿宽系数Ψd=1.0(轴承相对齿轮做非对称布置)按齿面接触疲劳强度进行设计公式:确定载荷系数K经查表,取使用系数KA=1.00估计圆周速度V=4m