
一种奥氏体不锈钢§150小规格连铸圆管坯制造方法.pdf

曾琪****是我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种奥氏体不锈钢§150小规格连铸圆管坯制造方法.pdf
本发明公开了一种奥氏体不锈钢§150小规格连铸圆管坯制造方法,涉及不锈钢生产工艺领域,其具体的制备流程为:电弧炉→AOD→LF→连铸→精整→出厂,本方法中一方面进行冶炼工艺优化,确保奥氏体不锈钢水能够达到高洁净度的冶金质量,降低钢中氧含量和夹杂物含量的同时,减少高熔点氧化铝在连铸中间包水口聚集对连铸浇注产生影响。另一方面确定合理的连铸工艺参数,制定合理的一冷水和二冷配水参数,结晶器振动参数,保护渣型号,浇注温度,拉坯速度,拉矫机压力,电磁搅拌参数等。在浇注过程中减少二次氧化,防止钢液污染;使用该方法生产出
无缝钢管用含钛奥氏体不锈钢圆管坯连铸生产方法.pdf
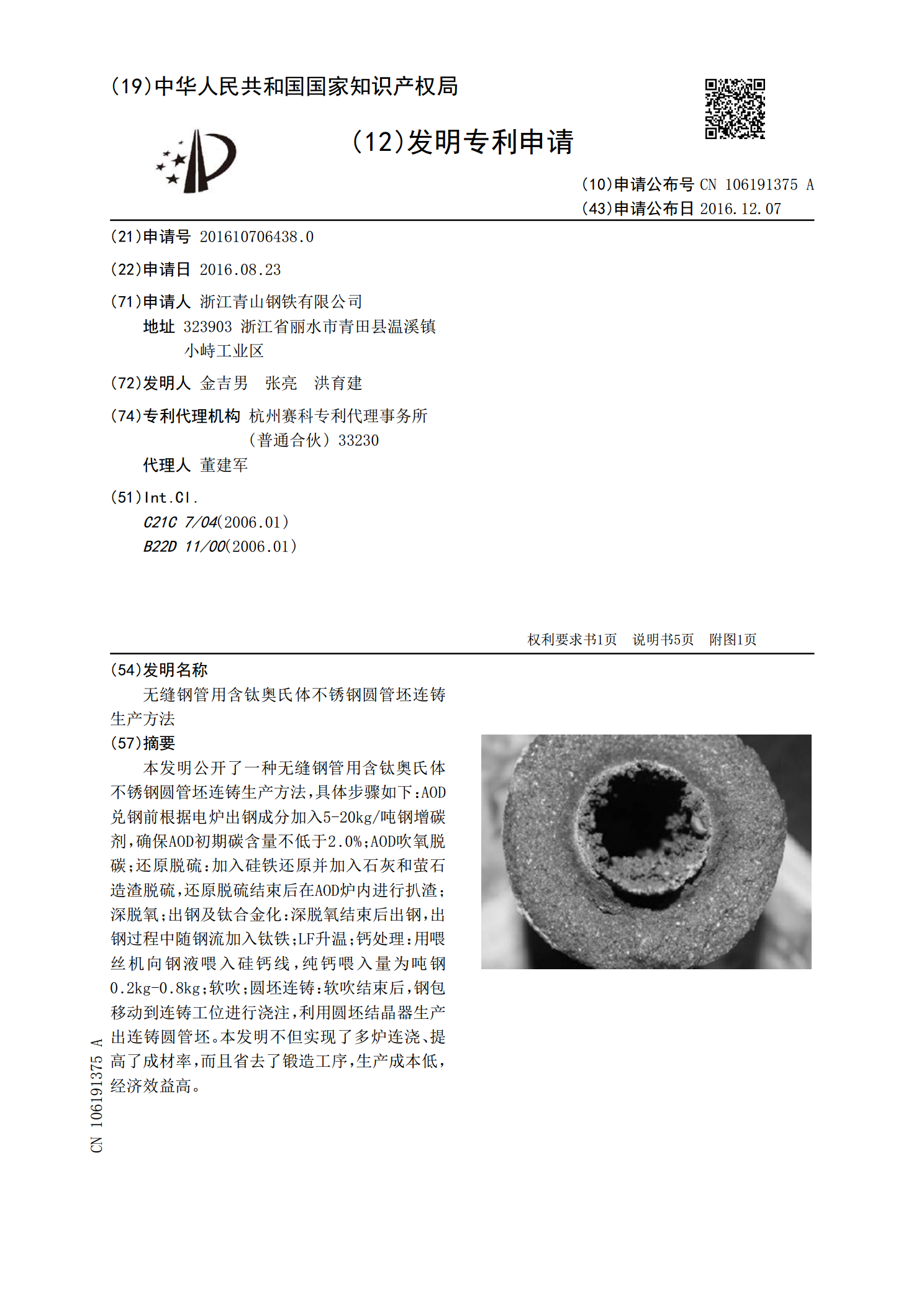
本发明公开了一种无缝钢管用含钛奥氏体不锈钢圆管坯连铸生产方法,具体步骤如下:AOD兑钢前根据电炉出钢成分加入5‑20kg/吨钢增碳剂,确保AOD初期碳含量不低于2.0%;AOD吹氧脱碳;还原脱硫:加入硅铁还原并加入石灰和萤石造渣脱硫,还原脱硫结束后在AOD炉内进行扒渣;深脱氧;出钢及钛合金化:深脱氧结束后出钢,出钢过程中随钢流加入钛铁;LF升温;钙处理:用喂丝机向钢液喂入硅钙线,纯钙喂入量为吨钢0.2kg‑0.8kg;软吹;圆坯连铸:软吹结束后,钢包移动到连铸工位进行浇注,利用圆坯结晶器生产出连铸圆管坯。
一种含铌奥氏体耐热不锈钢圆管坯的加工方法.pdf
本发明公开了一种含铌奥氏体耐热不锈钢圆管坯的加工方法,包括:(1)将经过清理的钢锭送入均热炉,加热至目标温度并保温;(2)对加热后的钢锭进行初轧开坯,对得到的初轧坯进行修磨;(3)将经过修磨的初轧坯送入加热炉,加热至目标温度并保温;(4)将加热后的初轧坯轧制成圆管坯。采用本发明的加工方法能够制备出表面质量良好、组织均匀的管坯,可满足超超临界锅炉管的工业生产需要。
一种中铬奥氏体不锈钢连铸圆坯直接挤压无缝管的方法.pdf
本发明涉及无缝钢管制作领域,具体是一种中铬奥氏体不锈钢连铸圆坯直接挤压无缝管的方法。一种中铬奥氏体不锈钢连铸圆坯直接挤压无缝管的方法,按照如下步骤进行:将连铸圆坯加热到1080-1160℃,保温30-50分钟,然后高压水除磷,在外表面滚涂玻璃粉;氩气保护下,用感应炉对连铸圆坯进行第一次加热,加热到1160-1200℃,保温5-10分钟,采用深孔钻机加工中心通孔,穿孔机进行扩孔,扩孔系数1.05-1.10;氩气保护下,用感应炉对连铸圆坯进行第二次加热,加热到1200-1240℃,保温2-4分钟,挤压机挤压成
一种适用于不锈钢连铸坯生产过程的连铸坯分级判定方法.pdf
一种适用于不锈钢连铸坯生产过程的连铸坯分级判定方法,属于钢坯产品质量判定范围,它将连铸坯按照质量的好到差依次将其分为A、B、C、D四个等级,连铸坯判定为A级,铸坯表面检验无明显缺陷,无修磨;预判定B级,可视铸坯表面质量进行局部修磨或无修磨;预判定C级需要进行正常修磨;预判定D级需要进行加重修磨。本发明根据生产过程控制情况对连铸坯按炉或按块进行质量判定,可实现在质量判定基础上结合铸坯表面情况及用途确定修磨或无修磨,进而提高不锈钢无修磨比例,降低铸坯修磨损失,实现生产效益的最大化。