
一种中铬奥氏体不锈钢连铸圆坯直接挤压无缝管的方法.pdf

英瑞****写意

1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中铬奥氏体不锈钢连铸圆坯直接挤压无缝管的方法.pdf
本发明涉及无缝钢管制作领域,具体是一种中铬奥氏体不锈钢连铸圆坯直接挤压无缝管的方法。一种中铬奥氏体不锈钢连铸圆坯直接挤压无缝管的方法,按照如下步骤进行:将连铸圆坯加热到1080-1160℃,保温30-50分钟,然后高压水除磷,在外表面滚涂玻璃粉;氩气保护下,用感应炉对连铸圆坯进行第一次加热,加热到1160-1200℃,保温5-10分钟,采用深孔钻机加工中心通孔,穿孔机进行扩孔,扩孔系数1.05-1.10;氩气保护下,用感应炉对连铸圆坯进行第二次加热,加热到1200-1240℃,保温2-4分钟,挤压机挤压成
一种奥氏体不锈钢§150小规格连铸圆管坯制造方法.pdf
本发明公开了一种奥氏体不锈钢§150小规格连铸圆管坯制造方法,涉及不锈钢生产工艺领域,其具体的制备流程为:电弧炉→AOD→LF→连铸→精整→出厂,本方法中一方面进行冶炼工艺优化,确保奥氏体不锈钢水能够达到高洁净度的冶金质量,降低钢中氧含量和夹杂物含量的同时,减少高熔点氧化铝在连铸中间包水口聚集对连铸浇注产生影响。另一方面确定合理的连铸工艺参数,制定合理的一冷水和二冷配水参数,结晶器振动参数,保护渣型号,浇注温度,拉坯速度,拉矫机压力,电磁搅拌参数等。在浇注过程中减少二次氧化,防止钢液污染;使用该方法生产出

《无缝管空心方坯或圆坯连铸的最新工艺》.docx
《无缝管空心方坯或圆坯连铸的最新工艺》无缝管空心方坯或圆坯连铸技术是一种先进的金属连铸技术,对于生产高品质无缝管空心方坯或圆坯具有重要意义。本文旨在介绍无缝管空心方坯或圆坯连铸的最新工艺,并探讨其在金属材料生产中的应用前景。一、无缝管空心方坯或圆坯连铸工艺的发展历程无缝管空心方坯或圆坯连铸技术是在连铸技术的基础上发展而来。传统的连铸技术存在一系列的缺点,如生产效率低、质量不稳定等。为解决这些问题,国内外的研究者们进行了大量的研究工作,并不断改进和创新,最终研发出了无缝管空心方坯或圆坯连铸技术。二、无缝管空
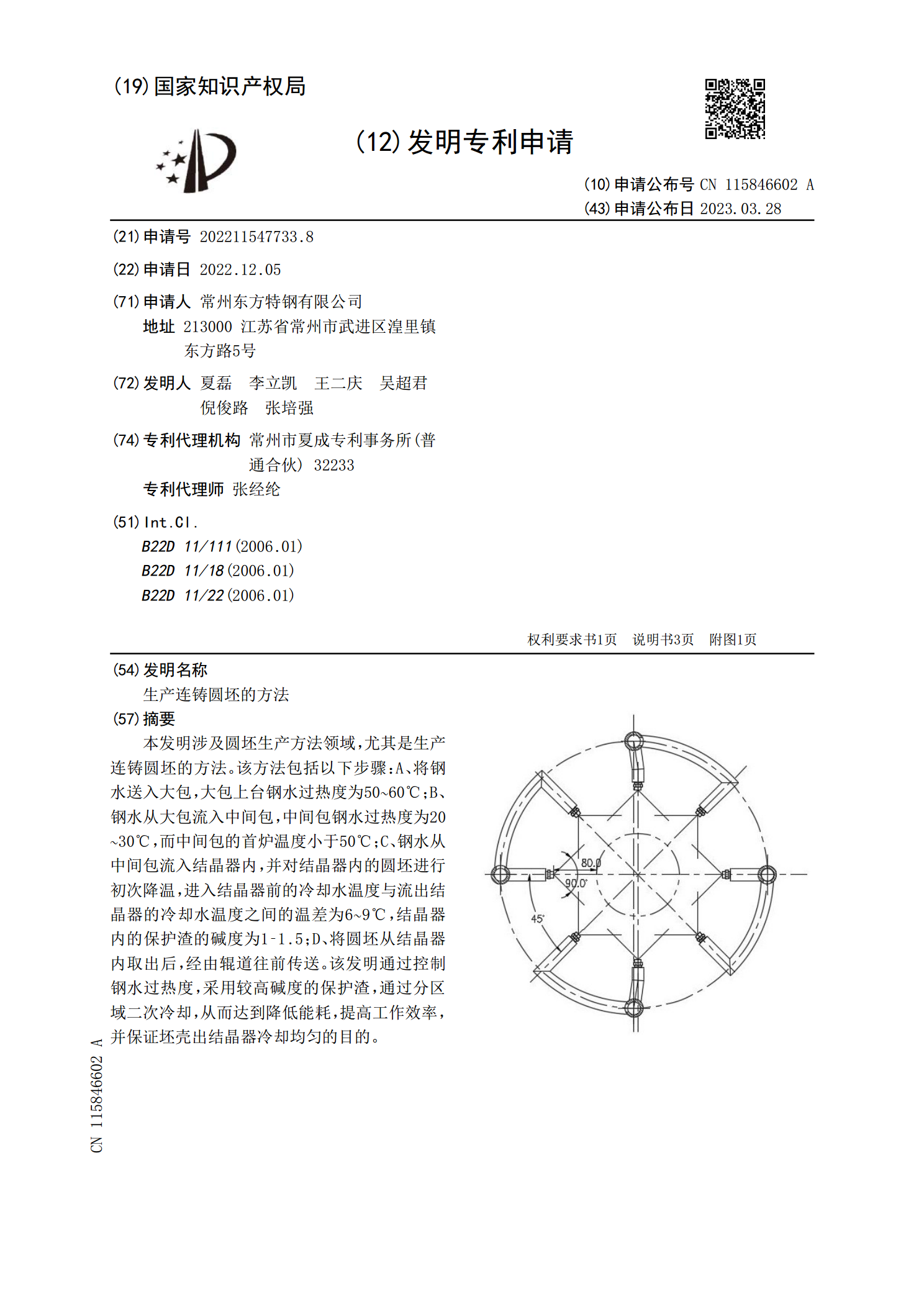
生产连铸圆坯的方法.pdf
本发明涉及圆坯生产方法领域,尤其是生产连铸圆坯的方法。该方法包括以下步骤:A、将钢水送入大包,大包上台钢水过热度为50~60℃;B、钢水从大包流入中间包,中间包钢水过热度为20~30℃,而中间包的首炉温度小于50℃;C、钢水从中间包流入结晶器内,并对结晶器内的圆坯进行初次降温,进入结晶器前的冷却水温度与流出结晶器的冷却水温度之间的温差为6~9℃,结晶器内的保护渣的碱度为1‑1.5;D、将圆坯从结晶器内取出后,经由辊道往前传送。该发明通过控制钢水过热度,采用较高碱度的保护渣,通过分区域二次冷却,从而达到降低
一种连铸圆坯快速标识方法.pdf
本发明公开了一种连铸圆坯快速标识方法,包括如下步骤:1)将切割好的连铸圆坯移至冷床上,核对铸坯信息,确认钢种、规格、炉号与铸坯跟踪系统一致,并更新喷号牌上字符;2)铸坯到达冷床上喷号区域,清除铸坯断面生成的氧化铁皮;3)喷号牌正对铸坯断面,喷射耐热涂料,将字符喷印在铸坯断面上;4)将铸坯堆垛冷却至指定温度,在铸坯断面涂抹防护涂料,从而形成一层防护涂层。本发明提供的标识方法,将高温喷涂与低温防护工艺相结合,取代了原来的等冷却后再标识的生产方式,使得喷号工序可以不受铸坯余热影响而提前,从而缩短了标识周期,且防