
无缝钢管用含钛奥氏体不锈钢圆管坯连铸生产方法.pdf

元枫****文章

1/8
2/8
3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
无缝钢管用含钛奥氏体不锈钢圆管坯连铸生产方法.pdf
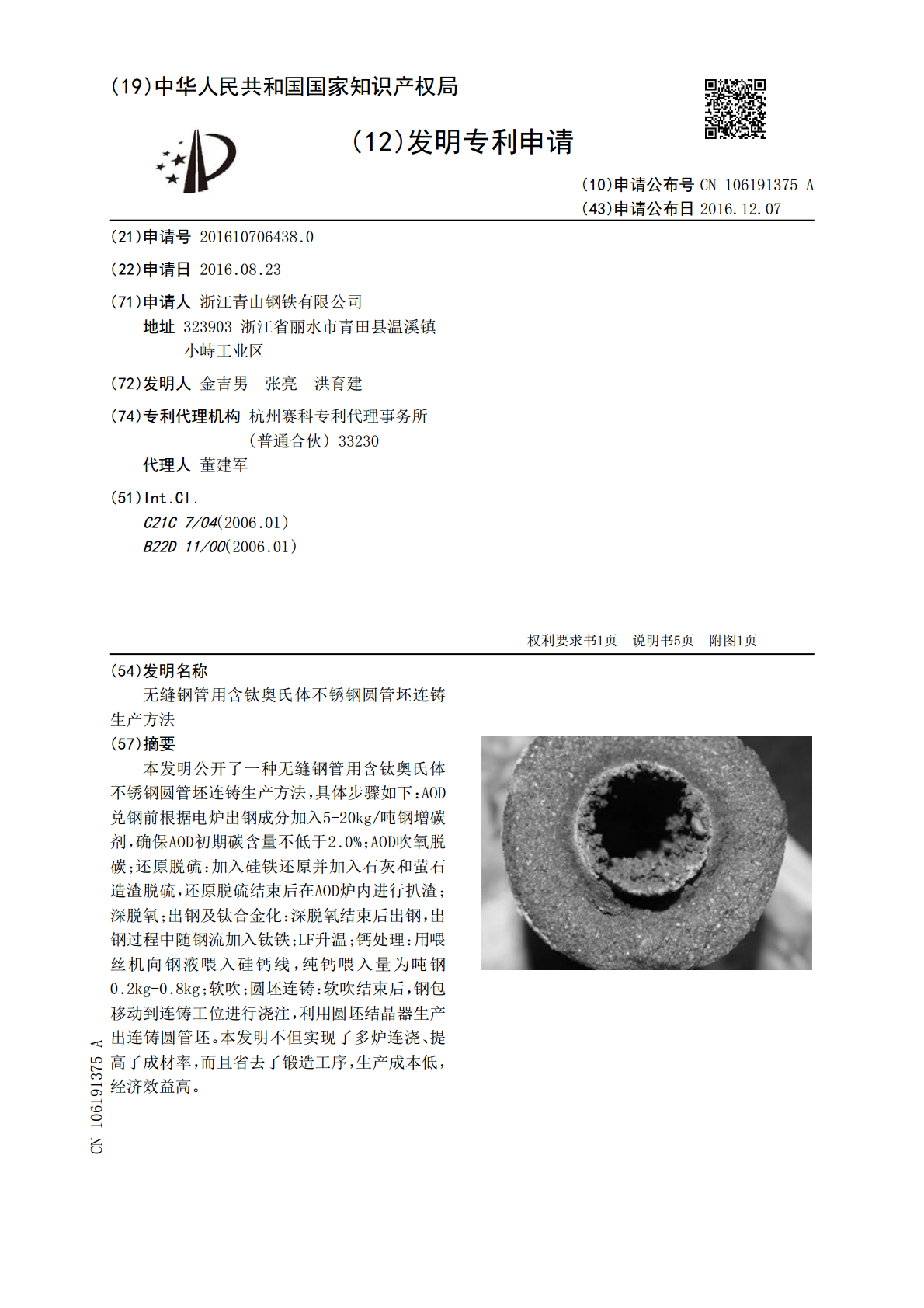
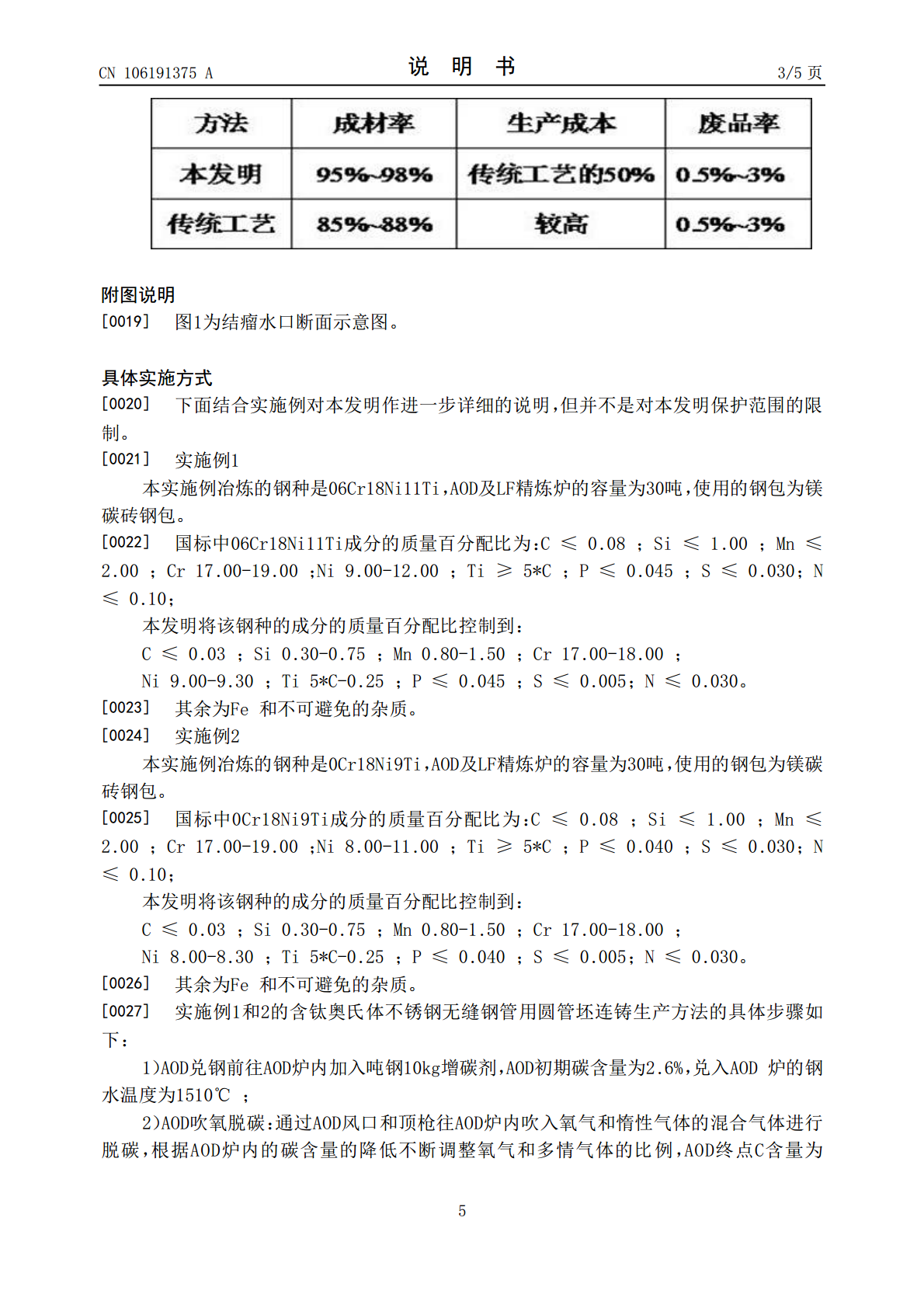
本发明公开了一种无缝钢管用含钛奥氏体不锈钢圆管坯连铸生产方法,具体步骤如下:AOD兑钢前根据电炉出钢成分加入5‑20kg/吨钢增碳剂,确保AOD初期碳含量不低于2.0%;AOD吹氧脱碳;还原脱硫:加入硅铁还原并加入石灰和萤石造渣脱硫,还原脱硫结束后在AOD炉内进行扒渣;深脱氧;出钢及钛合金化:深脱氧结束后出钢,出钢过程中随钢流加入钛铁;LF升温;钙处理:用喂丝机向钢液喂入硅钙线,纯钙喂入量为吨钢0.2kg‑0.8kg;软吹;圆坯连铸:软吹结束后,钢包移动到连铸工位进行浇注,利用圆坯结晶器生产出连铸圆管坯。
一种奥氏体不锈钢§150小规格连铸圆管坯制造方法.pdf
本发明公开了一种奥氏体不锈钢§150小规格连铸圆管坯制造方法,涉及不锈钢生产工艺领域,其具体的制备流程为:电弧炉→AOD→LF→连铸→精整→出厂,本方法中一方面进行冶炼工艺优化,确保奥氏体不锈钢水能够达到高洁净度的冶金质量,降低钢中氧含量和夹杂物含量的同时,减少高熔点氧化铝在连铸中间包水口聚集对连铸浇注产生影响。另一方面确定合理的连铸工艺参数,制定合理的一冷水和二冷配水参数,结晶器振动参数,保护渣型号,浇注温度,拉坯速度,拉矫机压力,电磁搅拌参数等。在浇注过程中减少二次氧化,防止钢液污染;使用该方法生产出
一种含钛奥氏体不锈钢长连铸控制方法.pdf
本发明涉及一种含钛奥氏体不锈钢长连铸控制方法,属于不锈钢冶炼技术领域;其控制方法步骤为:(1)电弧炉的钢水冶炼好后加入AOD精炼炉中全程吹氩气冶炼;(2)还原期硅铁、萤石投入结束再加入Al进行深脱氧,搅拌结束还原,保证出钢温度;(3)AOD精炼后的钢水进入LF后,温度为1580~1590℃时开始加入Ti线,加入量是使钢液保证满足Ti≥6C,并进行微搅拌;(4)钢水出钢成分符合标准要求时出钢,保证Ti*N和Ca/Al。本发明通过从AOD到LF对钢液中O、N的控制,从源头遏制水口结瘤物的产生,极大的提升连铸炉
一种含铌奥氏体耐热不锈钢圆管坯的加工方法.pdf
本发明公开了一种含铌奥氏体耐热不锈钢圆管坯的加工方法,包括:(1)将经过清理的钢锭送入均热炉,加热至目标温度并保温;(2)对加热后的钢锭进行初轧开坯,对得到的初轧坯进行修磨;(3)将经过修磨的初轧坯送入加热炉,加热至目标温度并保温;(4)将加热后的初轧坯轧制成圆管坯。采用本发明的加工方法能够制备出表面质量良好、组织均匀的管坯,可满足超超临界锅炉管的工业生产需要。
大方坯齿轮钢铸坯的连铸生产方法.pdf
本发明涉及一种大方坯齿轮钢铸坯的连铸生产方法,适用于360mm×450mm断面大方坯齿轮钢铸坯,属于大方坯齿轮钢生产技术领域。本发明在结晶器电磁搅拌的基础上,在二冷区与凝固末端之间增设了电磁搅拌装备,并且对两者的安装位置和工作参数作了合理设计,再结合控制浇注钢液过热度、浇注速度、冷却参数等,提升了大方坯齿轮钢连铸坯的致密性及均质性,此外,通过对管式结晶器的圆角参数设计,优化铸坯角部冷却,改善了铸坯角部缺陷控制。通过对冷却水路的改进,以保证传热均匀性,使得结晶器出口处铸坯坯壳厚度均匀。本发明可确保大方坯齿轮