
一种转炉全自动出钢的出钢流量控制方法和系统.pdf

慧娇****文章


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种转炉全自动出钢的出钢流量控制方法和系统.pdf
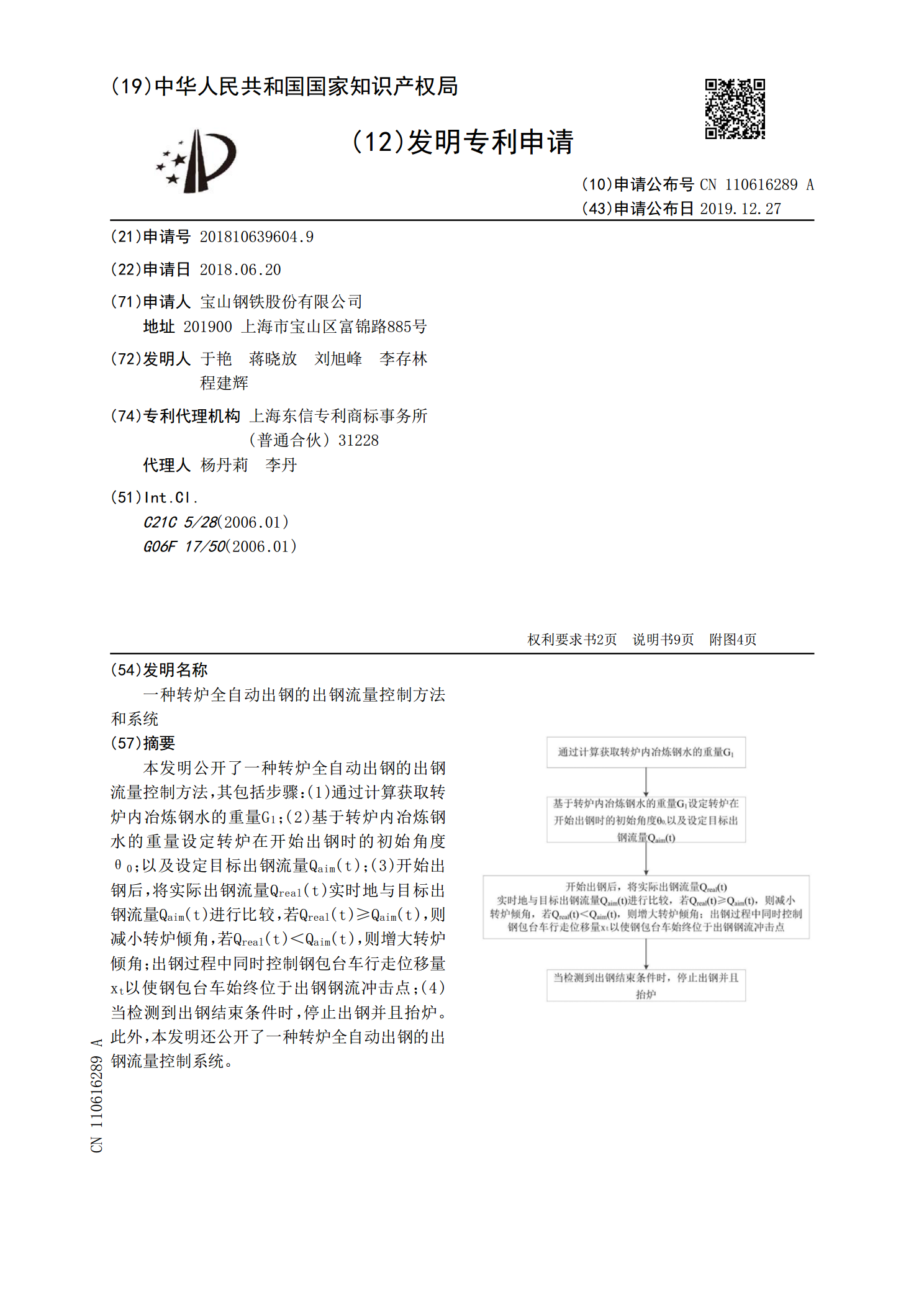
本发明公开了一种转炉全自动出钢的出钢流量控制方法,其包括步骤:(1)通过计算获取转炉内冶炼钢水的重量G

一种转炉全自动出钢方法及系统.pdf
本发明公开了一种转炉全自动出钢方法,其包括步骤:(1)通过计算获取转炉内冶炼钢水的重量G
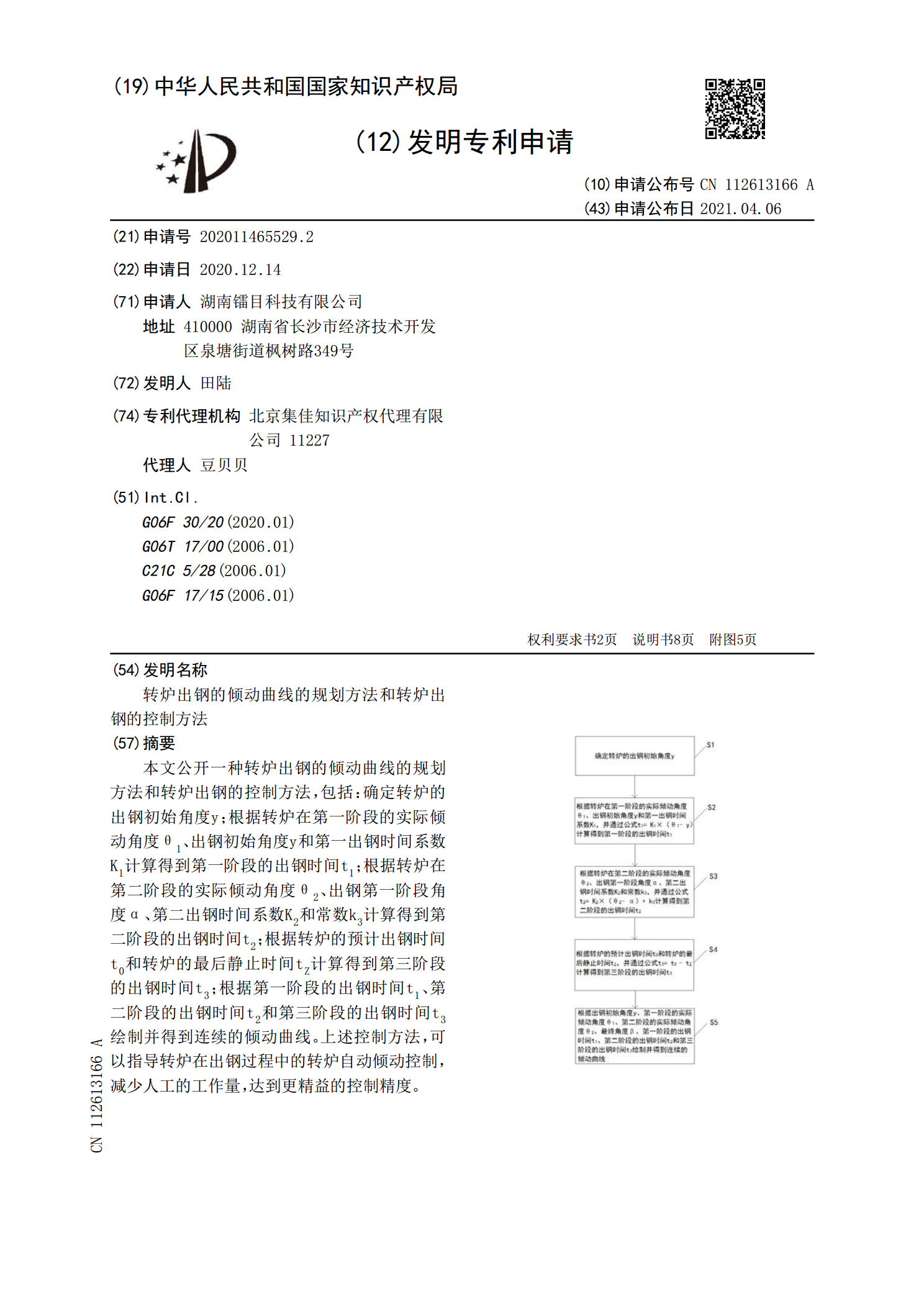
转炉出钢的倾动曲线的规划方法和转炉出钢的控制方法.pdf
本文公开一种转炉出钢的倾动曲线的规划方法和转炉出钢的控制方法,包括:确定转炉的出钢初始角度y;根据转炉在第一阶段的实际倾动角度θ
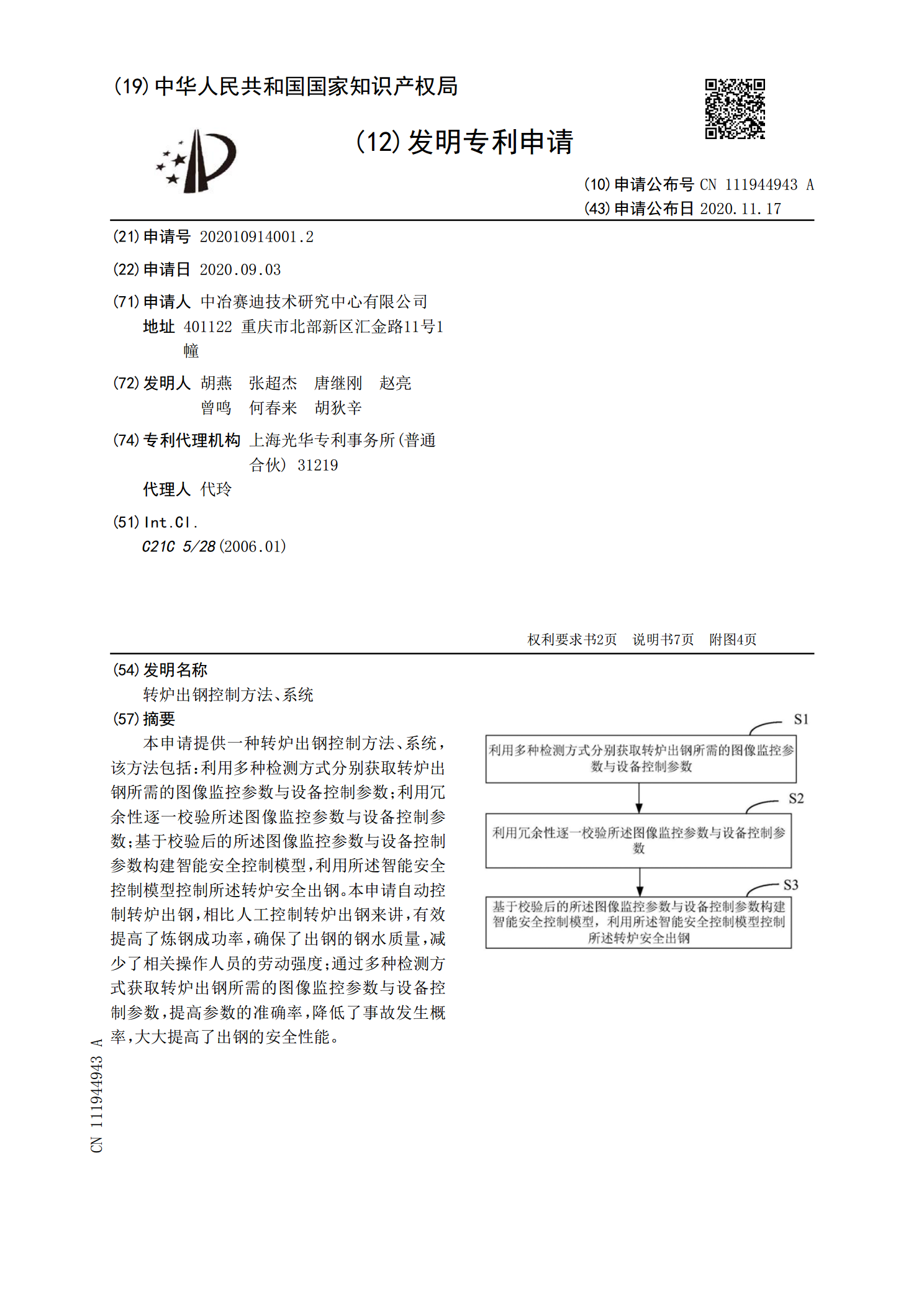
转炉出钢控制方法、系统.pdf
本申请提供一种转炉出钢控制方法、系统,该方法包括:利用多种检测方式分别获取转炉出钢所需的图像监控参数与设备控制参数;利用冗余性逐一校验所述图像监控参数与设备控制参数;基于校验后的所述图像监控参数与设备控制参数构建智能安全控制模型,利用所述智能安全控制模型控制所述转炉安全出钢。本申请自动控制转炉出钢,相比人工控制转炉出钢来讲,有效提高了炼钢成功率,确保了出钢的钢水质量,减少了相关操作人员的劳动强度;通过多种检测方式获取转炉出钢所需的图像监控参数与设备控制参数,提高参数的准确率,降低了事故发生概率,大大提高了
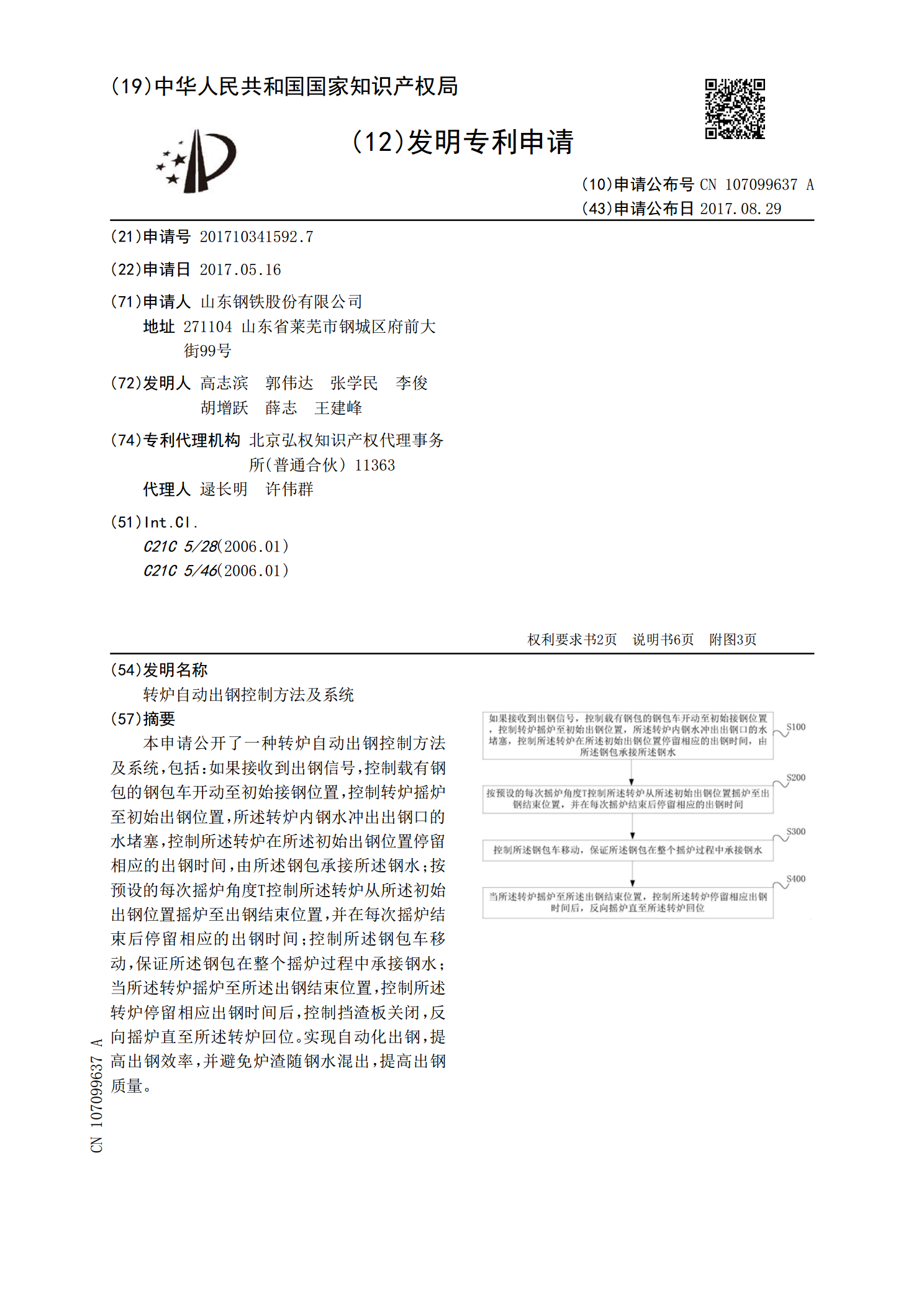
转炉自动出钢控制方法及系统.pdf
本申请公开了一种转炉自动出钢控制方法及系统,包括:如果接收到出钢信号,控制载有钢包的钢包车开动至初始接钢位置,控制转炉摇炉至初始出钢位置,所述转炉内钢水冲出出钢口的水堵塞,控制所述转炉在所述初始出钢位置停留相应的出钢时间,由所述钢包承接所述钢水;按预设的每次摇炉角度T控制所述转炉从所述初始出钢位置摇炉至出钢结束位置,并在每次摇炉结束后停留相应的出钢时间;控制所述钢包车移动,保证所述钢包在整个摇炉过程中承接钢水;当所述转炉摇炉至所述出钢结束位置,控制所述转炉停留相应出钢时间后,控制挡渣板关闭,反向摇炉直至所