
一种转炉全自动出钢方法及系统.pdf

玉军****la

1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种转炉全自动出钢方法及系统.pdf
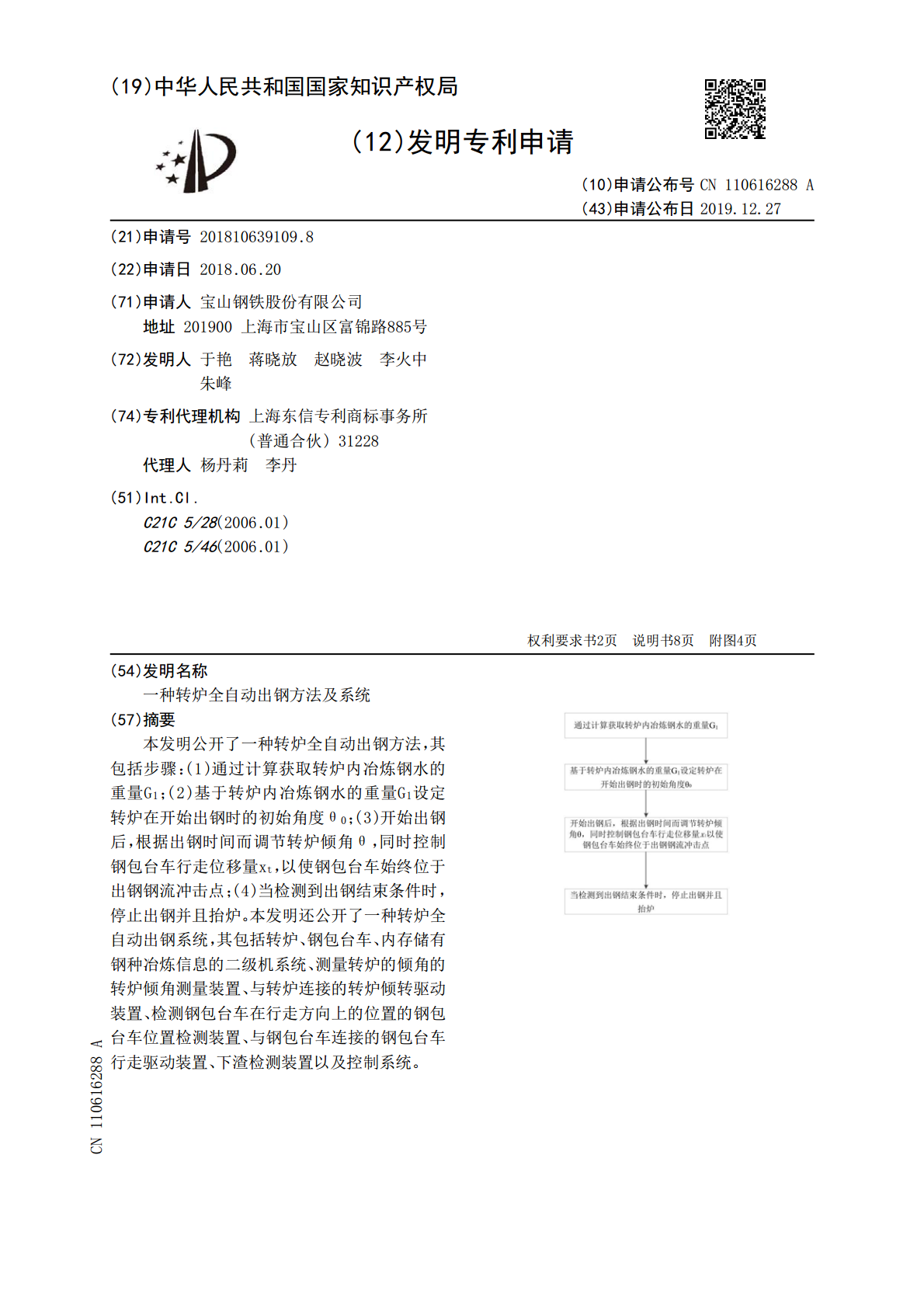
本发明公开了一种转炉全自动出钢方法,其包括步骤:(1)通过计算获取转炉内冶炼钢水的重量G
一种转炉全自动出钢的出钢流量控制方法和系统.pdf
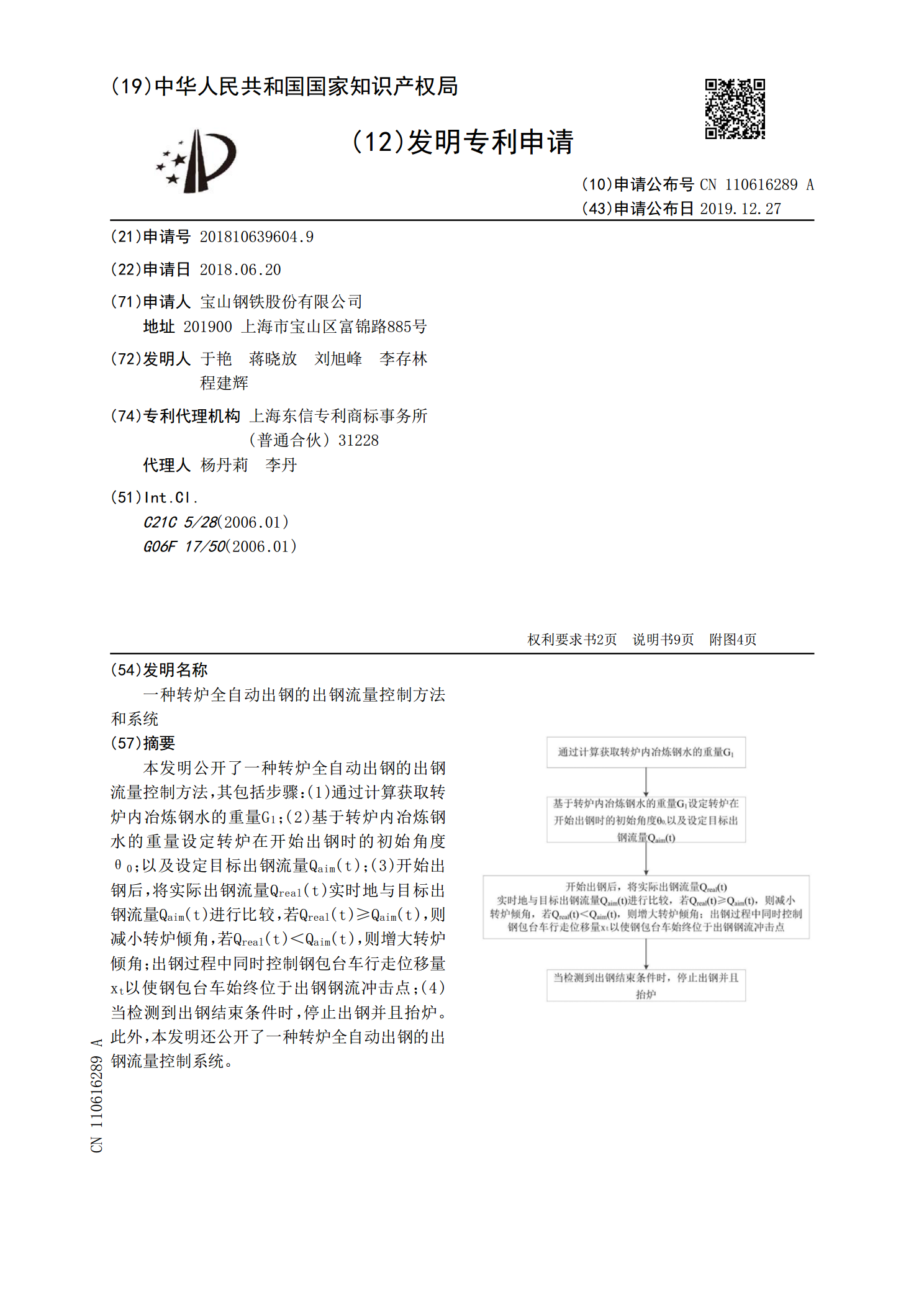
本发明公开了一种转炉全自动出钢的出钢流量控制方法,其包括步骤:(1)通过计算获取转炉内冶炼钢水的重量G
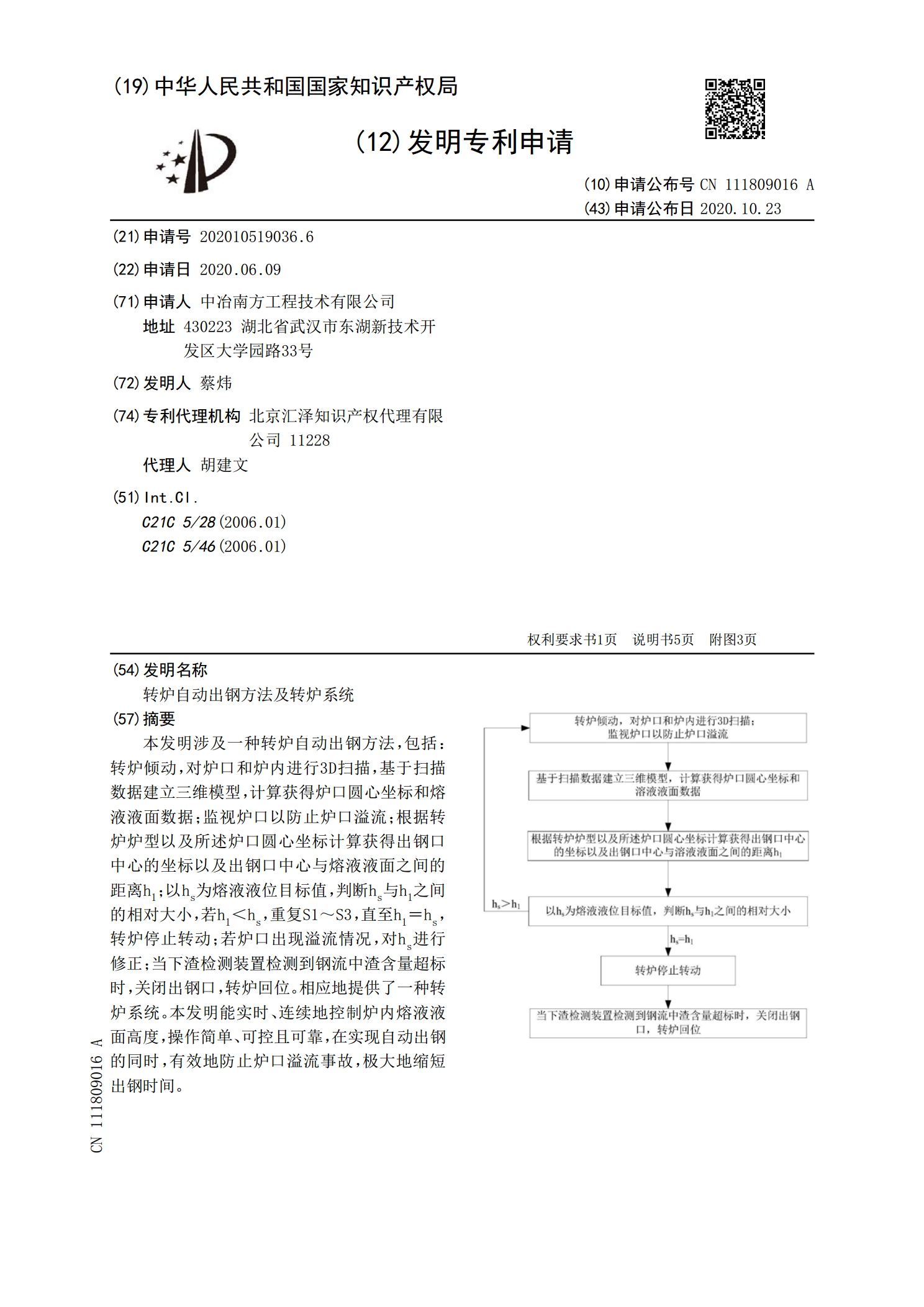
转炉自动出钢方法及转炉系统.pdf
本发明涉及一种转炉自动出钢方法,包括:转炉倾动,对炉口和炉内进行3D扫描,基于扫描数据建立三维模型,计算获得炉口圆心坐标和熔液液面数据;监视炉口以防止炉口溢流;根据转炉炉型以及所述炉口圆心坐标计算获得出钢口中心的坐标以及出钢口中心与熔液液面之间的距离h

一种转炉出钢口、转炉及转炉砌筑、出钢方法.pdf
本发明公开了一种转炉出钢口、转炉及转炉砌筑、出钢方法,属于钢铁冶金技术领域,解决了现有技术中转炉出钢效率低,转炉出钢下渣量大,冶金效果差,转炉的出钢口使用寿命低的问题。本发明的转炉出钢口包括出钢口环形砖,出钢口环形砖内部形成钢水通道,其中,钢水通道的数量为两个。转炉包括转炉出钢口和转炉炉体,转炉出钢口设置在转炉炉体的一侧,钢水通道的轴线与转炉的轴线的夹角为80~84°。本发明的转炉出钢效率高,出钢下渣量小,出钢口的寿命提高。
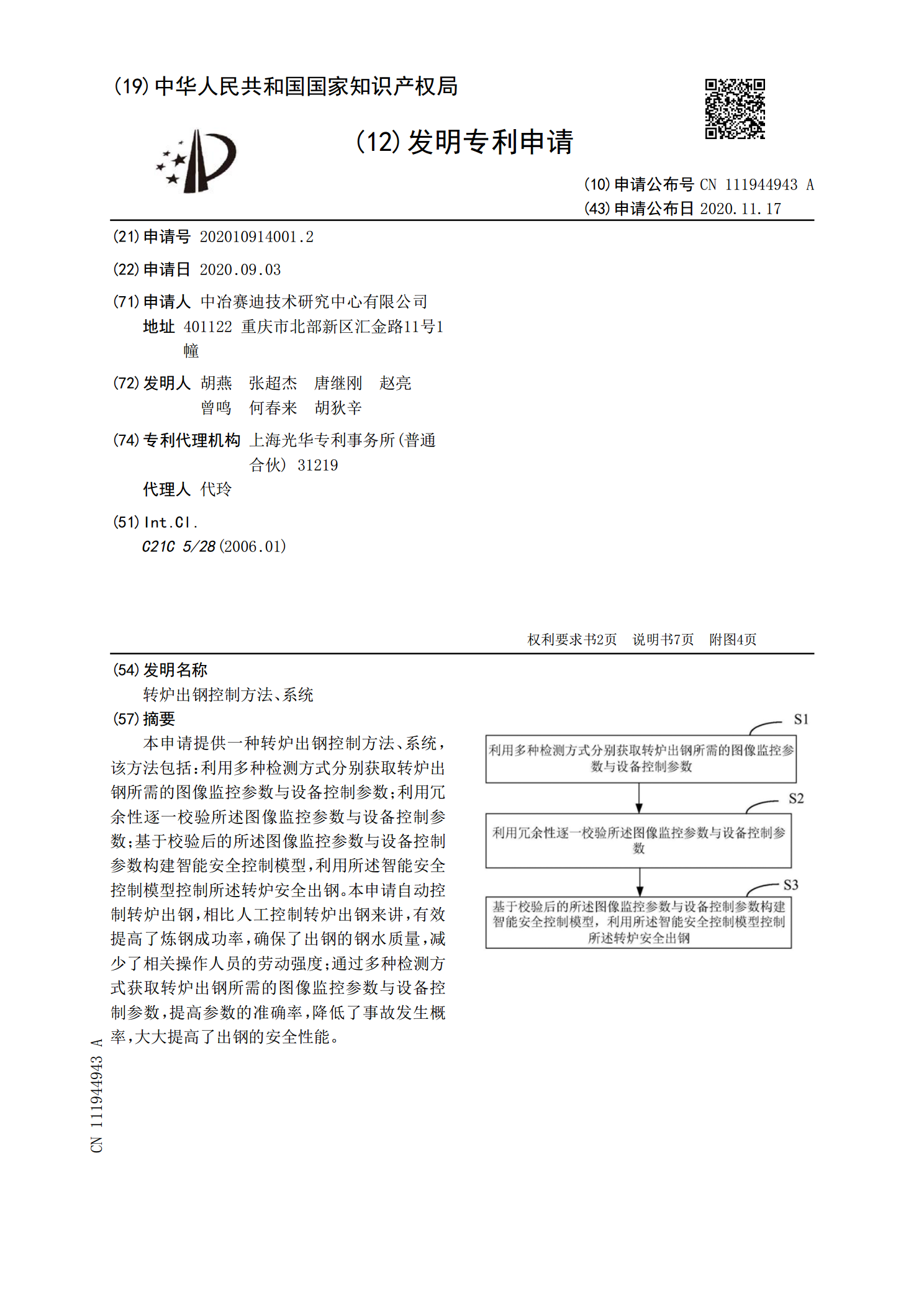
转炉出钢控制方法、系统.pdf
本申请提供一种转炉出钢控制方法、系统,该方法包括:利用多种检测方式分别获取转炉出钢所需的图像监控参数与设备控制参数;利用冗余性逐一校验所述图像监控参数与设备控制参数;基于校验后的所述图像监控参数与设备控制参数构建智能安全控制模型,利用所述智能安全控制模型控制所述转炉安全出钢。本申请自动控制转炉出钢,相比人工控制转炉出钢来讲,有效提高了炼钢成功率,确保了出钢的钢水质量,减少了相关操作人员的劳动强度;通过多种检测方式获取转炉出钢所需的图像监控参数与设备控制参数,提高参数的准确率,降低了事故发生概率,大大提高了