
一种新型高强耐候管线钢X80钢板及其生产方法.pdf

又珊****ck


1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型高强耐候管线钢X80钢板及其生产方法.pdf
本发明公开一种厚度在40mm以下的新型高强耐候管线钢X80钢板及其生产方法,包含如下化学成分:C、Si、Mn、N、V、Ti、Ni、Cr、Ce、La、Cu、Mo、Als、P、S,其它为Fe和残留元素;所述钢板具有针状铁素体组织;通过转炉冶炼、VD+LF+VD冶炼、连铸、加热、控轧控冷等工艺控制,获得的钢板屈服强度在562~680MPa,抗拉强度在675~790MPa,伸长率可控制在25%‑30%,V型‑30℃纵向冲击功控制在180~315J,‑15℃落锤撕裂实验平均值90%,焊接裂纹敏感系数Pcm≤0.25
一种高强冷轧耐候钢板的制造方法及高强冷轧耐候钢板.pdf
本发明涉及冷轧耐候钢的技术领域,提供一种高强冷轧耐候钢板的制造方法及高强冷轧耐候钢板,以解决现有技术中常规连退产线设备能力难以实现高强冷轧耐候钢板的批量稳定生产的技术问题,该方法包括:连铸板坯加热→粗除鳞→定宽压力机→粗轧→飞剪→精除鳞→精轧→层流冷却→卷取→酸洗→冷轧→连续退火→平整,对以下工艺参数进行控制:(1)板坯出炉温度为1260℃~1290℃;(2)精轧终轧温度为875℃~895℃;(3)卷取温度为610℃~630℃。(4)连续退火温度800℃~820℃,快速冷却速率30~45℃/s。达到了采用
一种高强度建筑用耐候钢板及其生产方法.pdf
一种高强度建筑用耐候钢板,化学成分组成及质量百分含量为:C:0.06~0.09%,Si≤0.50%,Mn:1.00~1.35%,P≤0.020%,S≤0.010%,Ni:0.35~0.65%,Cr:0.15~0.30%,Cu:0.20~0.40%,Nb:0.020~0.035%,Ti:0.010~0.030%,Al:0.020~0.050%,其余为Fe和其它不可避免的杂质。其生产方法包括转炉冶炼、LF炉精炼、VD炉真空处理、连铸、轧制、堆垛缓冷工序;所述轧制工序,采用快冷速高返红工艺。所得钢板合金含量低,
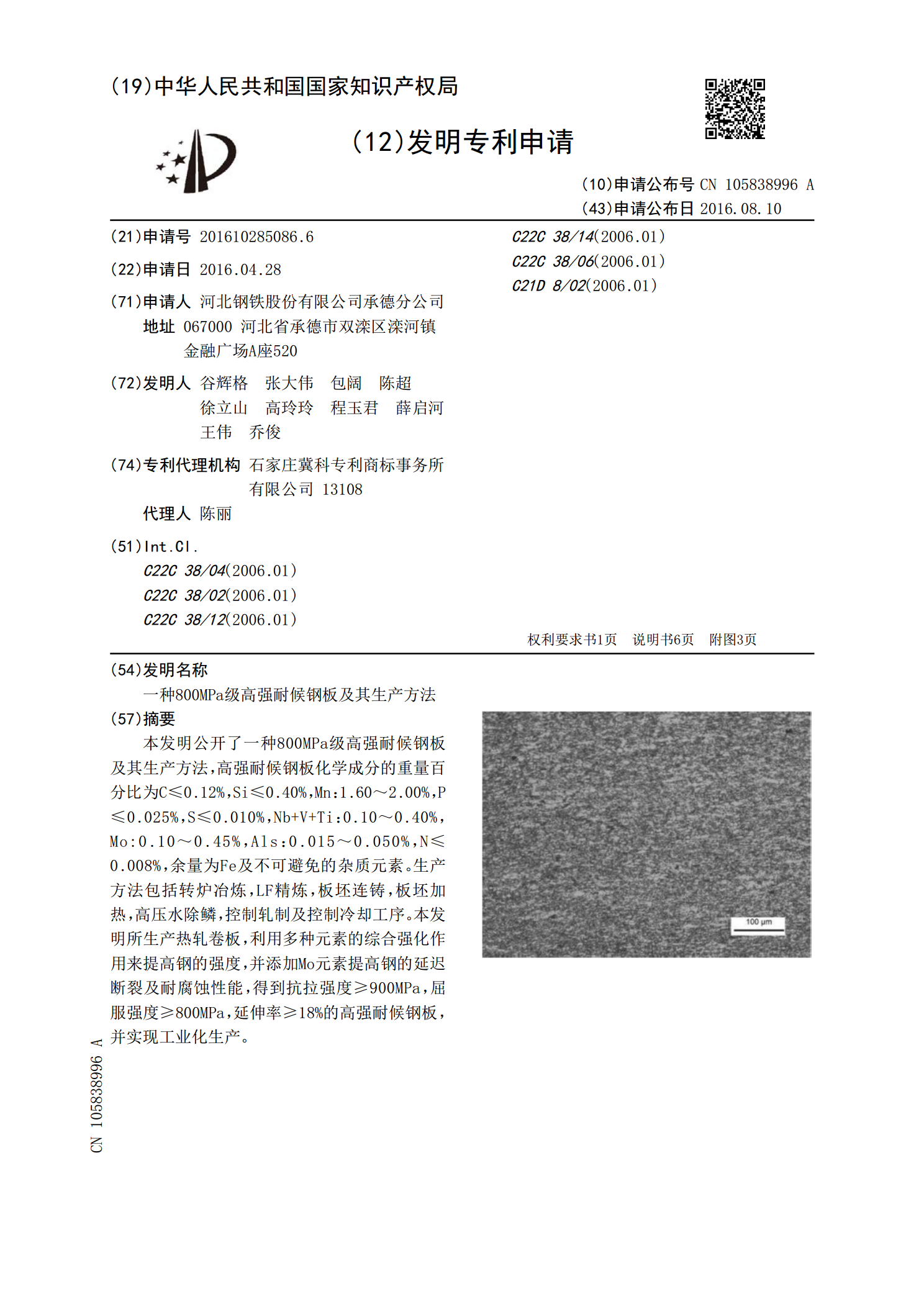
一种800MPa级高强耐候钢板及其生产方法.pdf
本发明公开了一种800MPa级高强耐候钢板及其生产方法,高强耐候钢板化学成分的重量百分比为C≤0.12%,Si≤0.40%,Mn:1.60~2.00%,P≤0.025%,S≤0.010%,Nb+V+Ti:0.10~0.40%,Mo:0.10~0.45%,Als:0.015~0.050%,N≤0.008%,余量为Fe及不可避免的杂质元素。生产方法包括转炉冶炼,LF精炼,板坯连铸,板坯加热,高压水除鳞,控制轧制及控制冷却工序。本发明所生产热轧卷板,利用多种元素的综合强化作用来提高钢的强度,并添加Mo元素提高钢
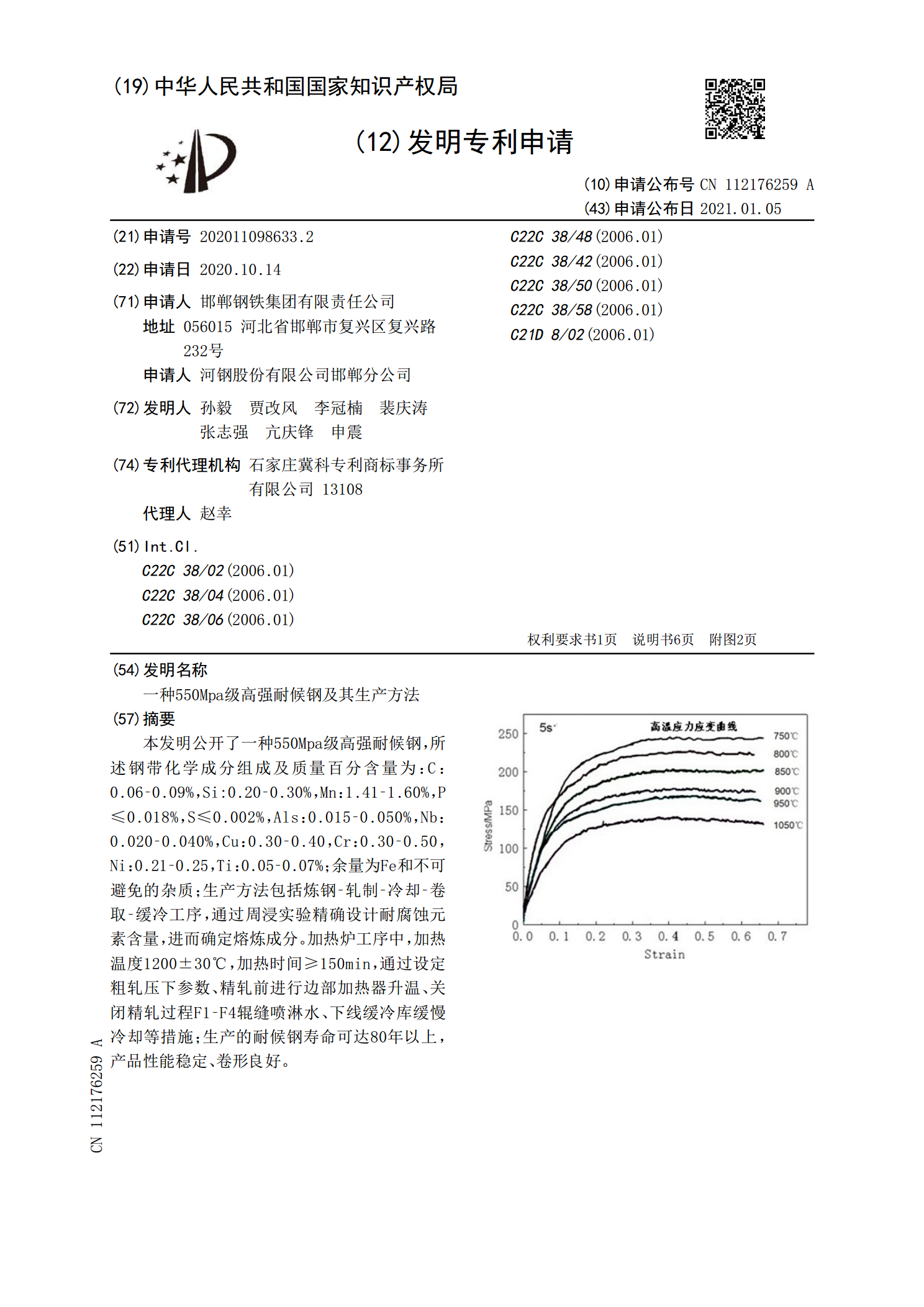
一种550Mpa级高强耐候钢及其生产方法.pdf
本发明公开了一种550Mpa级高强耐候钢,所述钢带化学成分组成及质量百分含量为:C:0.06‑0.09%,Si:0.20‑0.30%,Mn:1.41‑1.60%,P≤0.018%,S≤0.002%,Als:0.015‑0.050%,Nb:0.020‑0.040%,Cu:0.30‑0.40,Cr:0.30‑0.50,Ni:0.21‑0.25,Ti:0.05‑0.07%;余量为Fe和不可避免的杂质;生产方法包括炼钢‑轧制‑冷却‑卷取‑缓冷工序,通过周浸实验精确设计耐腐蚀元素含量,进而确定熔炼成分。加热炉工序中