
7000系铝合金型材及其制备工艺.pdf

邻家****文章

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
7000系铝合金型材及其制备工艺.pdf
本发明涉及一种7000系铝合金型材及其制备工艺,属于铝合金领域。包括按配比配制铝合金原料,并将配制好的铝合金原料加入到熔炼炉中熔铸为铝合金铸锭坯料、均匀化、挤压机挤出、时效处理以及弯曲加工等步骤。本发明的高应力铝合金挤压材料由含有预定量的Zn和Mg的铝合金构成,金相组织中再结晶组织的合金的至少90%,可以改善弯曲性和弯曲加工性,并且可以获得与常规材料相当的弹性极限应力和拉伸强度。
铝合金电泳木纹型材及其制备工艺.pdf
本发明公开了一种铝合金电泳木纹型材及其制备工艺,它包括以下步骤;制精炼变质剂:将混合稀土锭、AlTiB合金和纯铝锭在坩埚炉中熔炼制成精炼变质剂;熔炼铝合金:向铸造节能炉中加入合金元素、精炼变质剂和铝加热熔炼;制型材:将熔液浇铸成铸锭,挤压成铝合金型材;阳极氧化:将铝合金型材阳极氧化;电泳涂漆:对铝合金型材进行电泳涂漆。本发明制备的铝合金表面涂层均匀、附着力强、覆盖性好,转印完全清晰,避免了由于粉末涂层露底的外观缺陷,其电泳木纹型材达110~115个光泽单位,光泽度远远高于传统的铝合金木纹型材。
铝合金型材的制备工艺.pdf
本发明提供了一种铝合金型材的制备工艺,所述铝合金型材按质量百分比计包括以下组分:Mg:1.5%~1.9%,Si:2.5%~2.8%,Mn:0.03%~0.06%,Cu:0.80%~1.50%,Fe:0.05%~0.10%,Ti:0.03%~0.08%,Cr:0.03%~0.06%,Zr:0.03%~0.06%,P:0.12%~0.20%,Sn:0.20%~0.30%,其余为Al;制作过程如下:1)将上述原料加入熔炼炉熔炼、然后铸造得到铝铸棒;2)将铝铸棒挤出成型得到挤压型材;3)将挤压型材进行时效处理得到
一种7000系铝合金材料及其制备方法.pdf
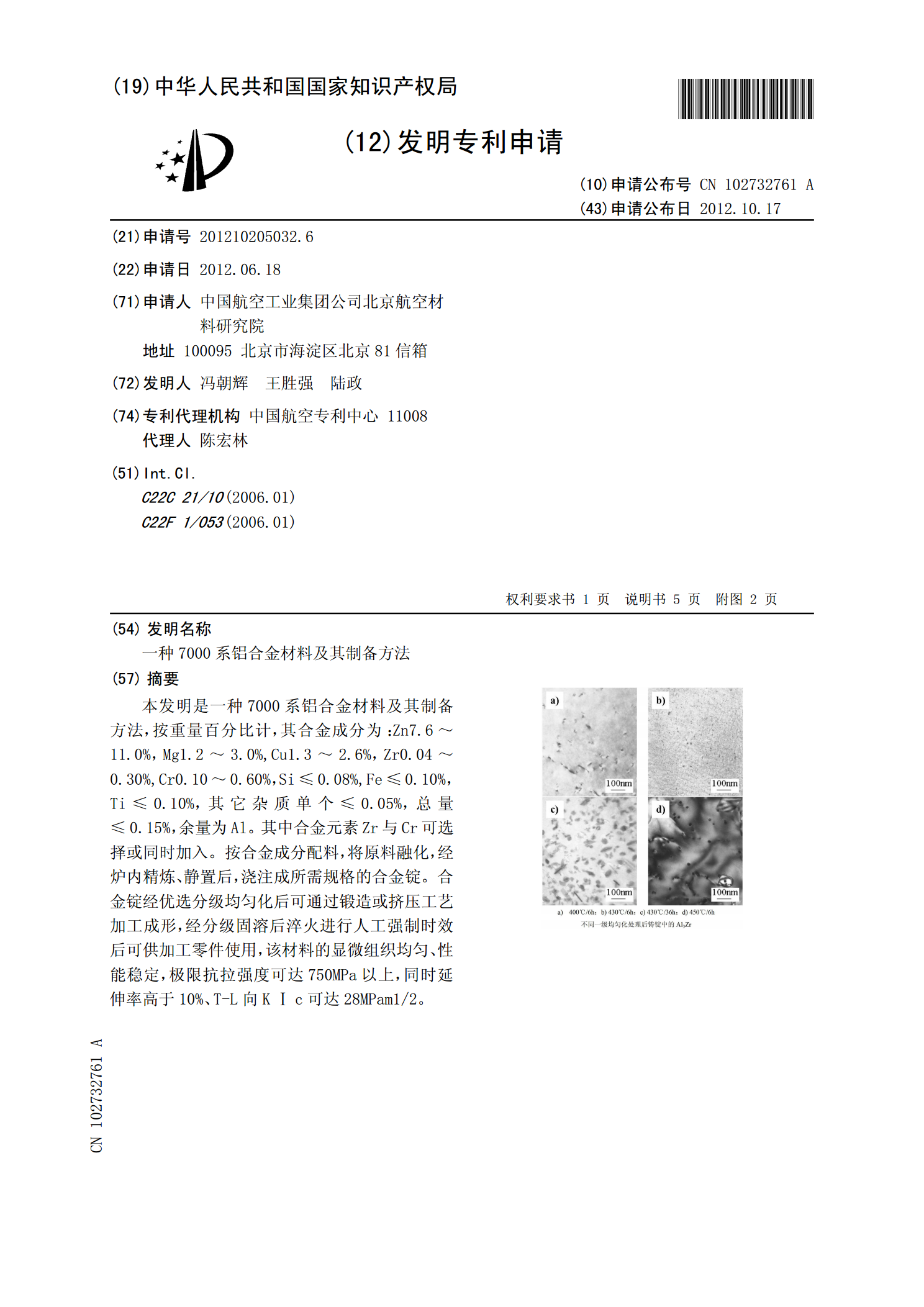
本发明是一种7000系铝合金材料及其制备方法,按重量百分比计,其合金成分为:Zn7.6~11.0%,Mg1.2~3.0%,Cu1.3~2.6%,Zr0.04~0.30%,Cr0.10~0.60%,Si≤0.08%,Fe≤0.10%,Ti≤0.10%,其它杂质单个≤0.05%,总量≤0.15%,余量为Al。其中合金元素Zr与Cr可选择或同时加入。按合金成分配料,将原料融化,经炉内精炼、静置后,浇注成所需规格的合金锭。合金锭经优选分级均匀化后可通过锻造或挤压工艺加工成形,经分级固溶后淬火进行人工强制时效后可供

一种7系铝合金及其制备工艺.pdf
本发明提供了一种7系铝合金制备工艺,包括:A)对铸锭进行铣面,得到铣面后的铸锭;将铣面后的铸锭进行包铝,得到复合铸锭;将复合铸锭加热,得到待轧制复合铸锭;B)将待轧制复合铸锭进行热粗轧,热精轧,剪切,辊底炉淬火,得到淬火后板材;C)将淬火后板材进行矫直,时效,定尺、性能检测,包装即得。本发明通过上述特定的热轧工序,使用合理的道次分配,配合特定的轧制速度的精准轧制方法,结合热轧终轧温度,得到再结晶组织,淬火时效后从而达到成品状态的晶粒度要求,同时也优化淬火工艺路线,降低淬火矫直过程产生表面缺陷,提高产品的成