
铝合金电泳木纹型材及其制备工艺.pdf

努力****爱敏


1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金电泳木纹型材及其制备工艺.pdf
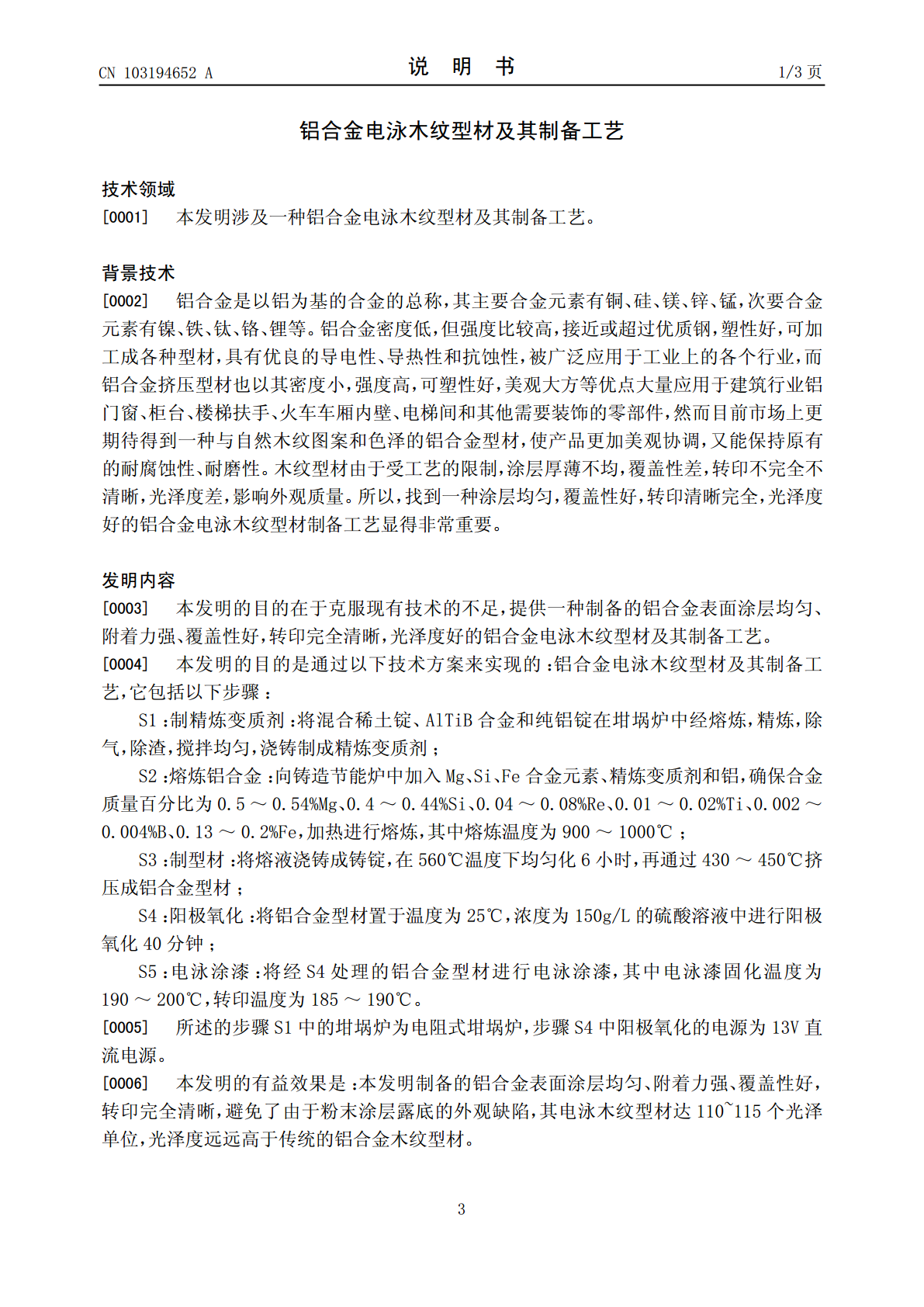
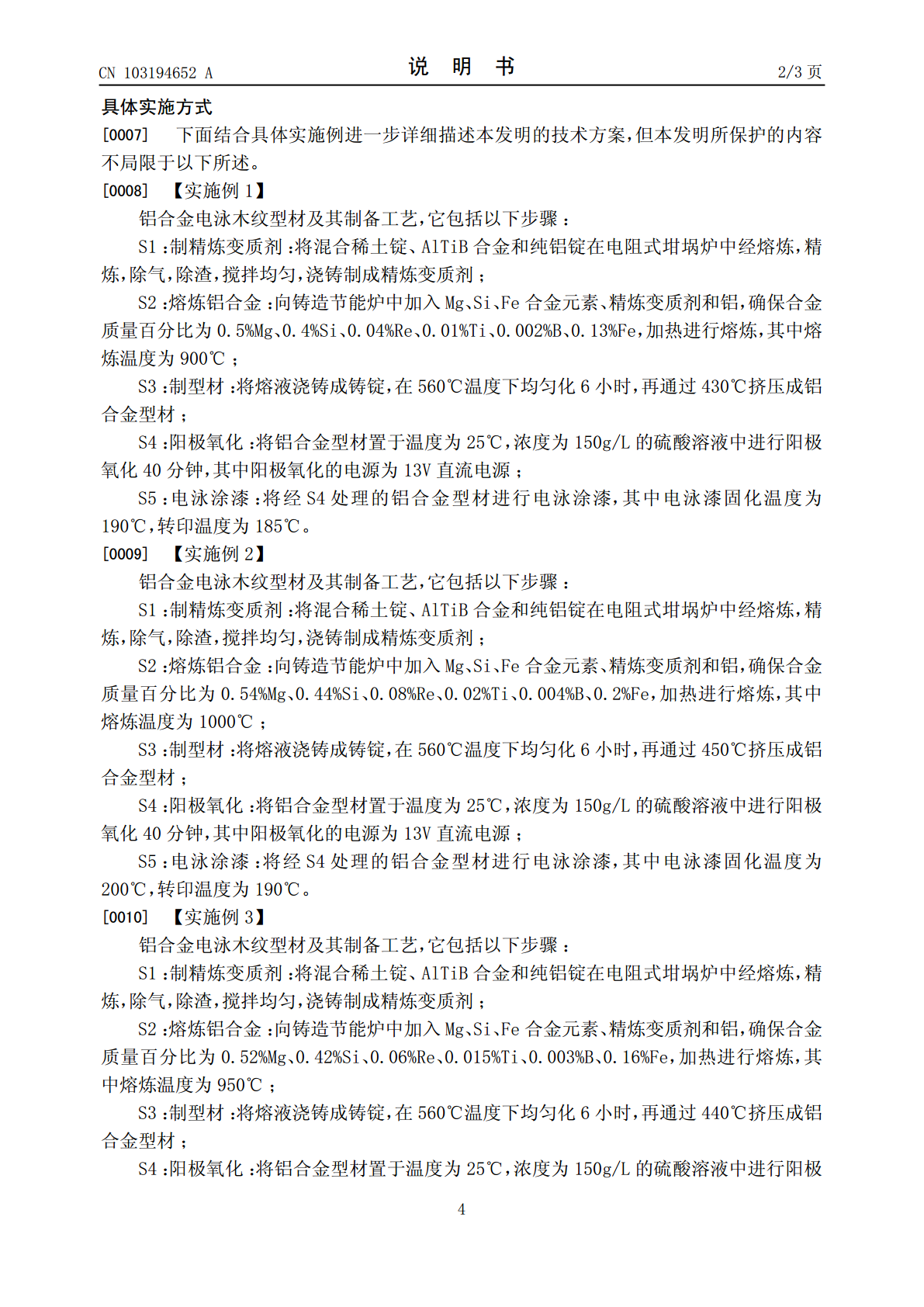
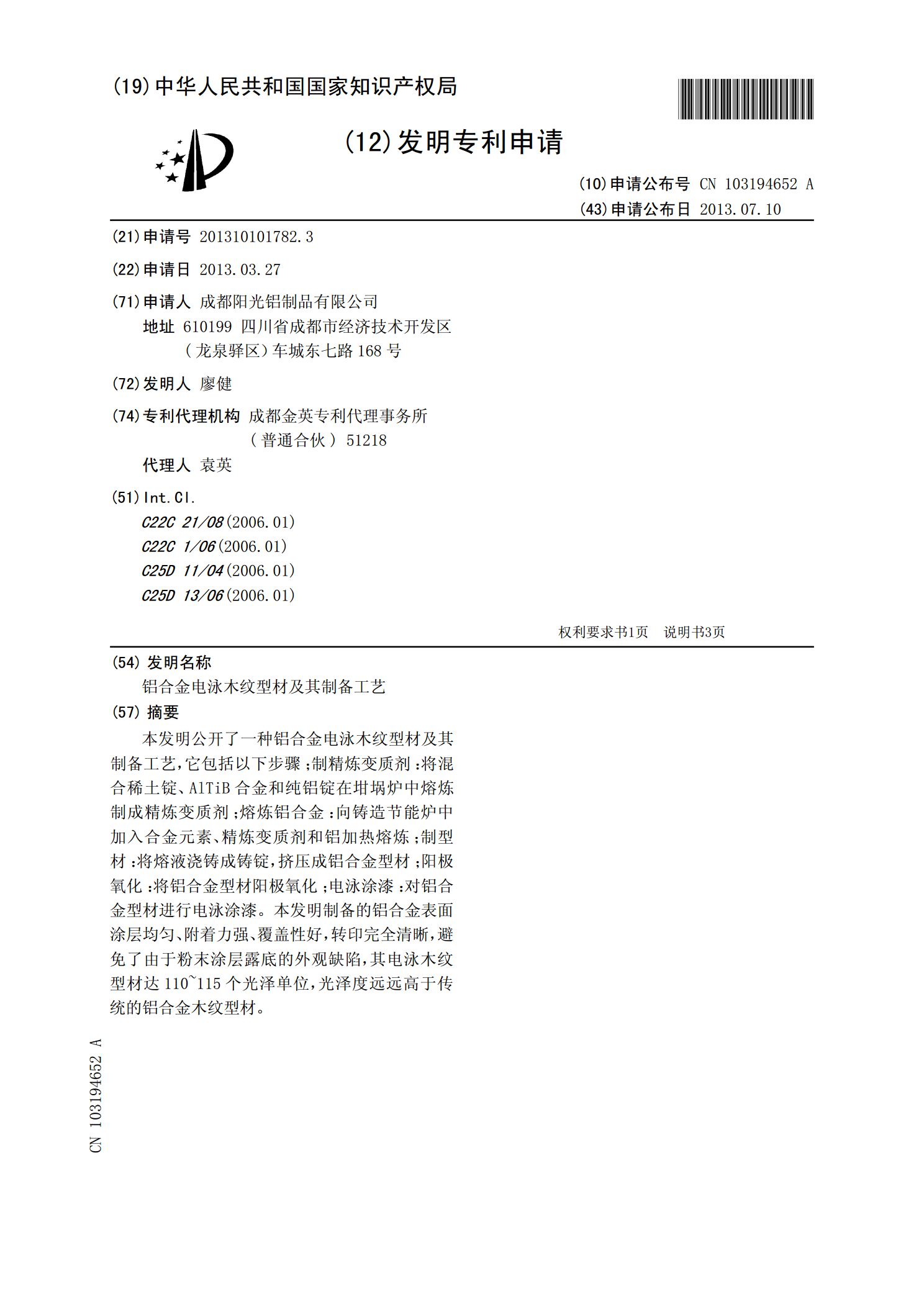
本发明公开了一种铝合金电泳木纹型材及其制备工艺,它包括以下步骤;制精炼变质剂:将混合稀土锭、AlTiB合金和纯铝锭在坩埚炉中熔炼制成精炼变质剂;熔炼铝合金:向铸造节能炉中加入合金元素、精炼变质剂和铝加热熔炼;制型材:将熔液浇铸成铸锭,挤压成铝合金型材;阳极氧化:将铝合金型材阳极氧化;电泳涂漆:对铝合金型材进行电泳涂漆。本发明制备的铝合金表面涂层均匀、附着力强、覆盖性好,转印完全清晰,避免了由于粉末涂层露底的外观缺陷,其电泳木纹型材达110~115个光泽单位,光泽度远远高于传统的铝合金木纹型材。
一种木纹铝型材制备工艺.pdf
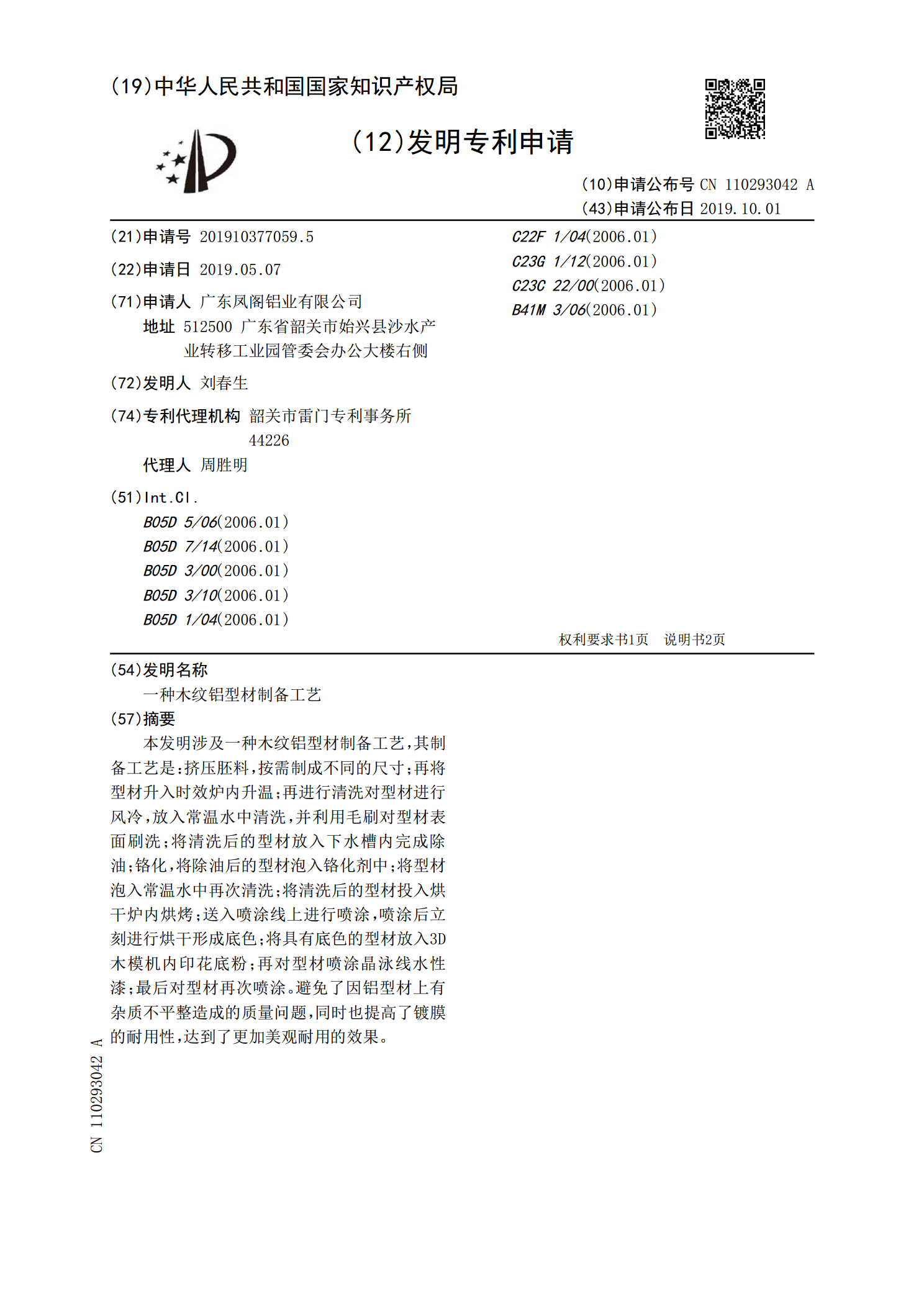
本发明涉及一种木纹铝型材制备工艺,其制备工艺是:挤压胚料,按需制成不同的尺寸;再将型材升入时效炉内升温;再进行清洗对型材进行风冷,放入常温水中清洗,并利用毛刷对型材表面刷洗;将清洗后的型材放入下水槽内完成除油;铬化,将除油后的型材泡入铬化剂中;将型材泡入常温水中再次清洗;将清洗后的型材投入烘干炉内烘烤;送入喷涂线上进行喷涂,喷涂后立刻进行烘干形成底色;将具有底色的型材放入3D木模机内印花底粉;再对型材喷涂晶泳线水性漆;最后对型材再次喷涂。避免了因铝型材上有杂质不平整造成的质量问题,同时也提高了镀膜的耐用性
7000系铝合金型材及其制备工艺.pdf
本发明涉及一种7000系铝合金型材及其制备工艺,属于铝合金领域。包括按配比配制铝合金原料,并将配制好的铝合金原料加入到熔炼炉中熔铸为铝合金铸锭坯料、均匀化、挤压机挤出、时效处理以及弯曲加工等步骤。本发明的高应力铝合金挤压材料由含有预定量的Zn和Mg的铝合金构成,金相组织中再结晶组织的合金的至少90%,可以改善弯曲性和弯曲加工性,并且可以获得与常规材料相当的弹性极限应力和拉伸强度。
铝合金型材的制备工艺.pdf
本发明提供了一种铝合金型材的制备工艺,所述铝合金型材按质量百分比计包括以下组分:Mg:1.5%~1.9%,Si:2.5%~2.8%,Mn:0.03%~0.06%,Cu:0.80%~1.50%,Fe:0.05%~0.10%,Ti:0.03%~0.08%,Cr:0.03%~0.06%,Zr:0.03%~0.06%,P:0.12%~0.20%,Sn:0.20%~0.30%,其余为Al;制作过程如下:1)将上述原料加入熔炼炉熔炼、然后铸造得到铝铸棒;2)将铝铸棒挤出成型得到挤压型材;3)将挤压型材进行时效处理得到
一种门窗用木纹铝合金型材的制备方法.pdf
本发明公开了一种门窗用木纹铝合金型材的制备方法,包括以下步骤:各种合金放入炉内升温,待合金熔化后再加入其余的钛铝合金、纯铝锭,熔化为铝合金液;降低铝合金液的温度,向铝合金液中加入锌块、镁块,搅拌,将精炼剂用铝箔包好,然后用钟罩压入铝液中,精炼,然后进行扒渣;扒渣后浇注得到铝合金;然后对铝合金进行挤出、压平、抛光和阳极氧化,采用仿真木纹粉末涂料对铝合金表面进行喷涂、烘烤,随后进行下料切割、去毛刺、钻冲、组装等工艺,即可得到门窗用木纹铝合金型材。本发明的门窗用木纹铝合金型材通过配方的调整和制备方法的改善;制备