
一种高温合金浇注用浇口杯成型工艺.pdf

是你****馨呀

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温合金浇注用浇口杯成型工艺.pdf
本发明提供了一种高温合金浇注用浇口杯成型工艺,包括S1:模型制备:选取中温蜡料作为原料,选取相应浇口杯模具,在模具使用前需要预热,喷涂脱模剂后,在MPI压蜡机上进行模型压制,得到浇口杯蜡模;S2:壳型制备:对浇口杯蜡模进行壳型制备,壳型包括7层,且从里到外逐层制备;壳型制备过程中均需上一层干燥后方可进行下一层的制备;待第7层干燥一段时间后,完成壳型制备;S3:壳型脱蜡:将制备好的壳型放入蒸汽脱蜡釜中进行脱蜡;S4:壳型焙烧:将脱蜡完成后的壳型整齐放入壳型焙烧炉中进行焙烧。本发明采用此工艺生产的浇口杯品质好
一种铁合金炉前浇注成型设备和工艺.pdf
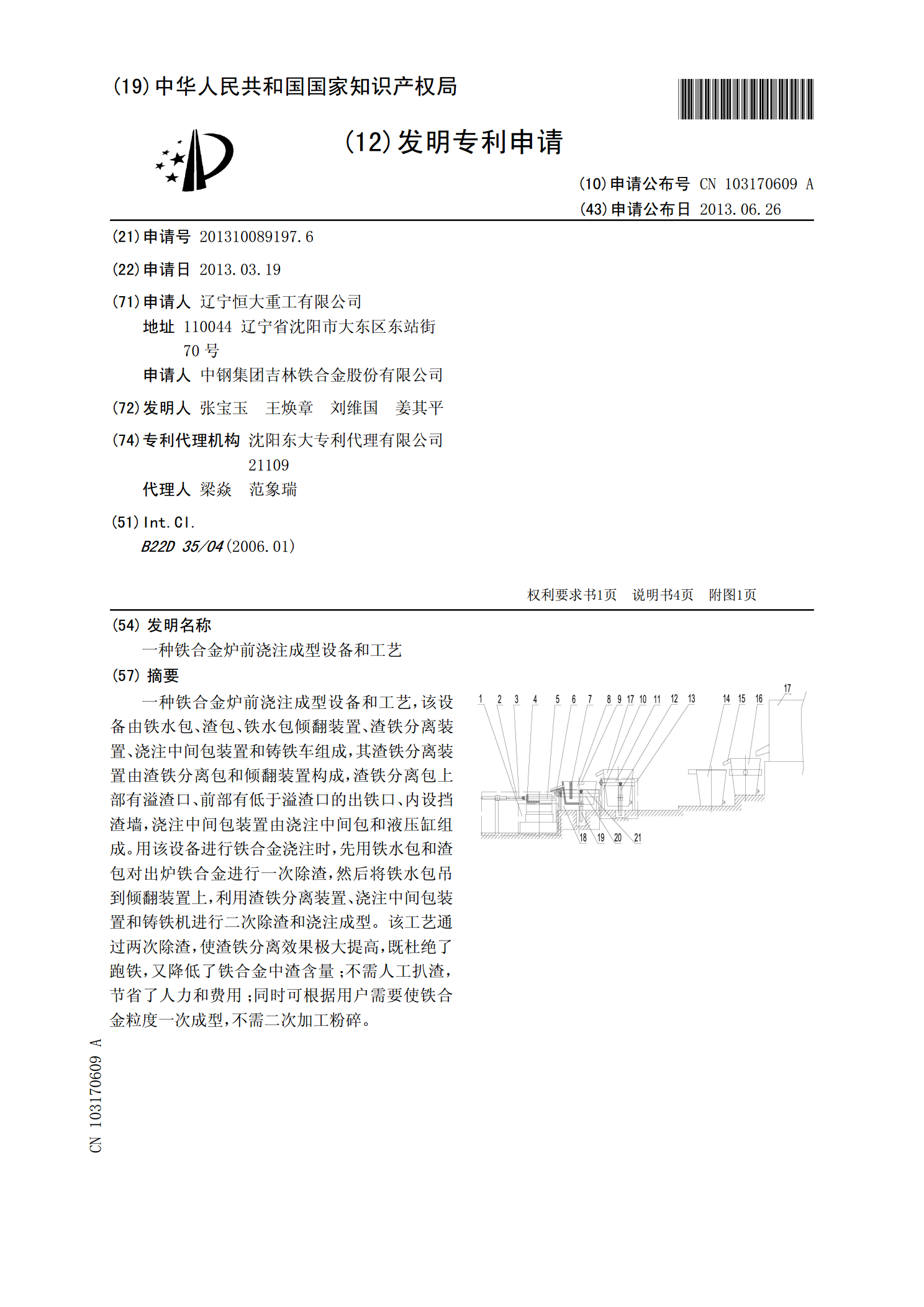
一种铁合金炉前浇注成型设备和工艺,该设备由铁水包、渣包、铁水包倾翻装置、渣铁分离装置、浇注中间包装置和铸铁车组成,其渣铁分离装置由渣铁分离包和倾翻装置构成,渣铁分离包上部有溢渣口、前部有低于溢渣口的出铁口、内设挡渣墙,浇注中间包装置由浇注中间包和液压缸组成。用该设备进行铁合金浇注时,先用铁水包和渣包对出炉铁合金进行一次除渣,然后将铁水包吊到倾翻装置上,利用渣铁分离装置、浇注中间包装置和铸铁机进行二次除渣和浇注成型。该工艺通过两次除渣,使渣铁分离效果极大提高,既杜绝了跑铁,又降低了铁合金中渣含量;不需人工扒
一种浇注成型高温耐火炉的填充材料及其成型工艺.pdf
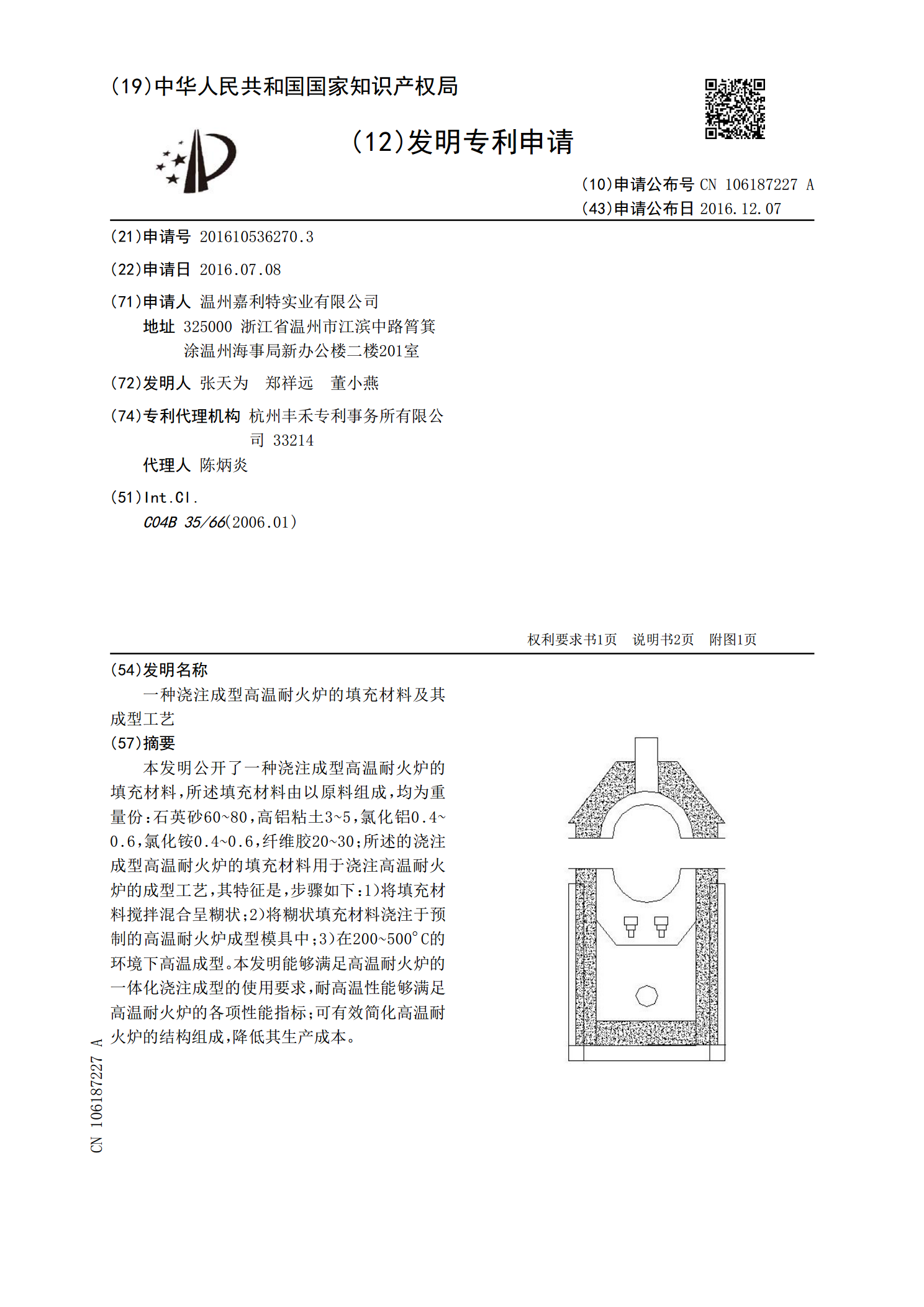
本发明公开了一种浇注成型高温耐火炉的填充材料,所述填充材料由以原料组成,均为重量份:石英砂60~80,高铝粘土3~5,氯化铝0.4~0.6,氯化铵0.4~0.6,纤维胶20~30;所述的浇注成型高温耐火炉的填充材料用于浇注高温耐火炉的成型工艺,其特征是,步骤如下:1)将填充材料搅拌混合呈糊状;2)将糊状填充材料浇注于预制的高温耐火炉成型模具中;3)在200~500°C的环境下高温成型。本发明能够满足高温耐火炉的一体化浇注成型的使用要求,耐高温性能够满足高温耐火炉的各项性能指标;可有效简化高温耐火炉的结构组
一种用于铁合金生产浇注成型用的连铸机.pdf
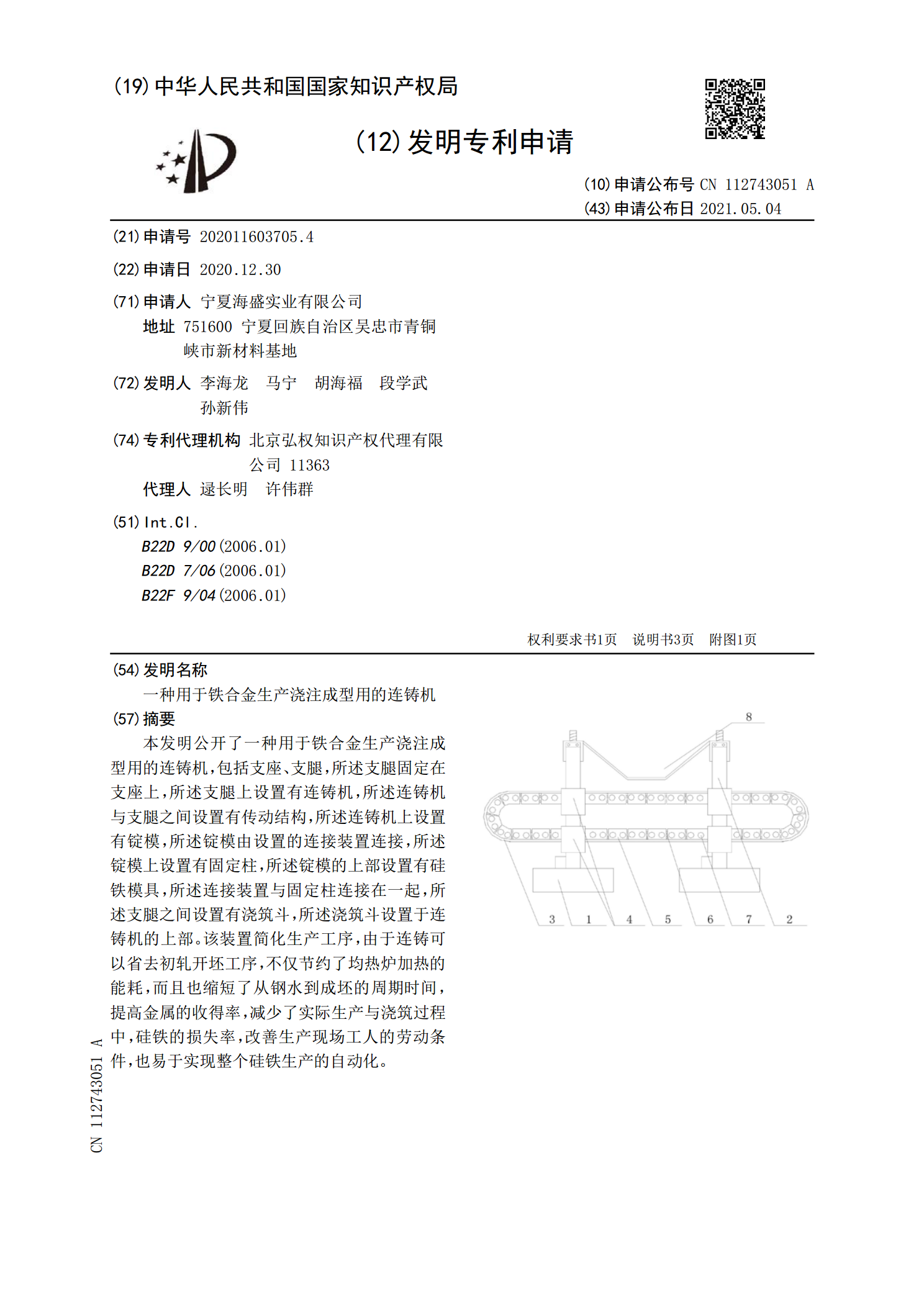
本发明公开了一种用于铁合金生产浇注成型用的连铸机,包括支座、支腿,所述支腿固定在支座上,所述支腿上设置有连铸机,所述连铸机与支腿之间设置有传动结构,所述连铸机上设置有锭模,所述锭模由设置的连接装置连接,所述锭模上设置有固定柱,所述锭模的上部设置有硅铁模具,所述连接装置与固定柱连接在一起,所述支腿之间设置有浇筑斗,所述浇筑斗设置于连铸机的上部。该装置简化生产工序,由于连铸可以省去初轧开坯工序,不仅节约了均热炉加热的能耗,而且也缩短了从钢水到成坯的周期时间,提高金属的收得率,减少了实际生产与浇筑过程中,硅铁的
一种高温合金弯头的浇注系统及熔模铸造工艺.pdf
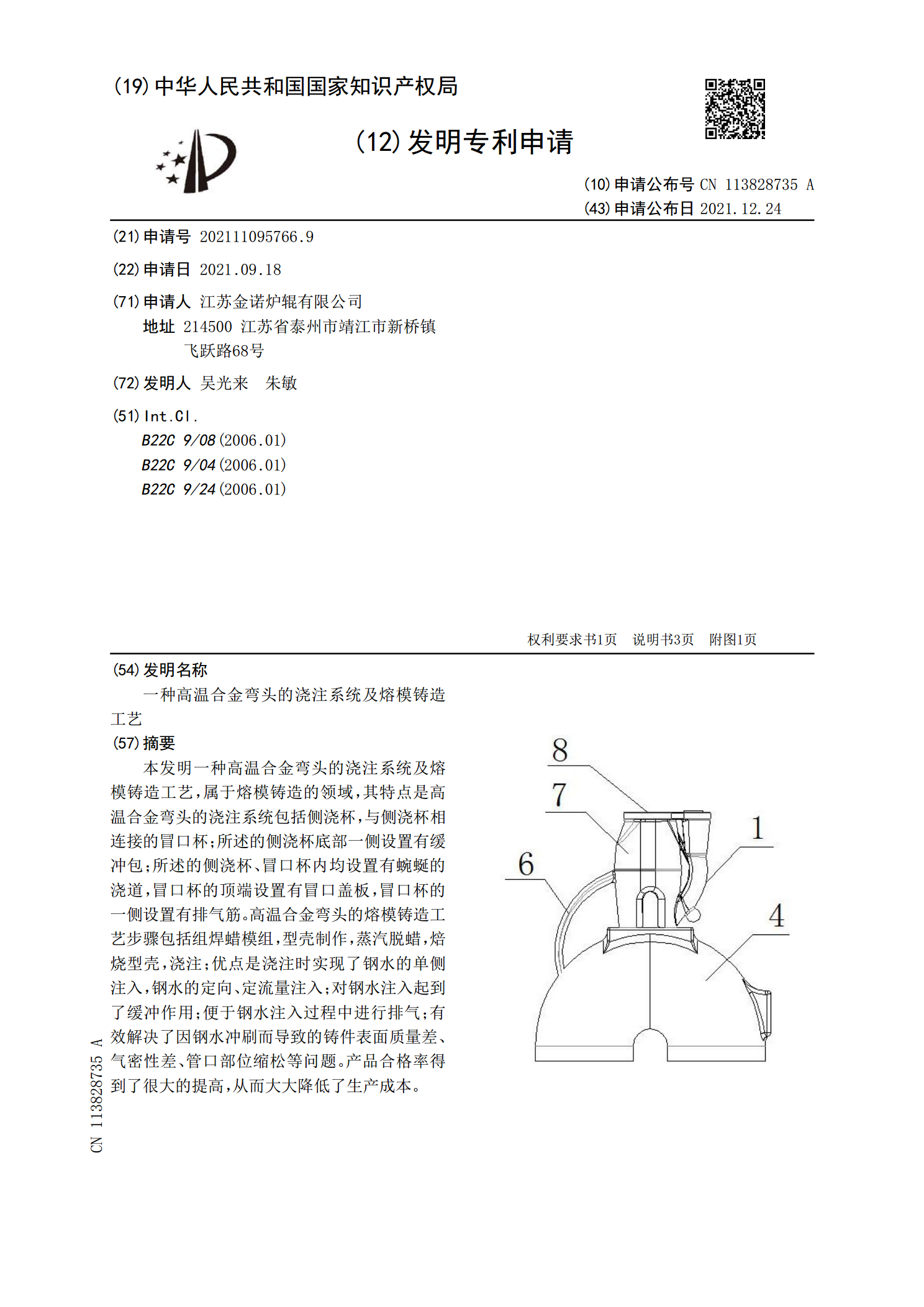
本发明一种高温合金弯头的浇注系统及熔模铸造工艺,属于熔模铸造的领域,其特点是高温合金弯头的浇注系统包括侧浇杯,与侧浇杯相连接的冒口杯;所述的侧浇杯底部一侧设置有缓冲包;所述的侧浇杯、冒口杯内均设置有蜿蜒的浇道,冒口杯的顶端设置有冒口盖板,冒口杯的一侧设置有排气筋。高温合金弯头的熔模铸造工艺步骤包括组焊蜡模组,型壳制作,蒸汽脱蜡,焙烧型壳,浇注;优点是浇注时实现了钢水的单侧注入,钢水的定向、定流量注入;对钢水注入起到了缓冲作用;便于钢水注入过程中进行排气;有效解决了因钢水冲刷而导致的铸件表面质量差、气密性差