
一种高温合金弯头的浇注系统及熔模铸造工艺.pdf

书生****文章

1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温合金弯头的浇注系统及熔模铸造工艺.pdf
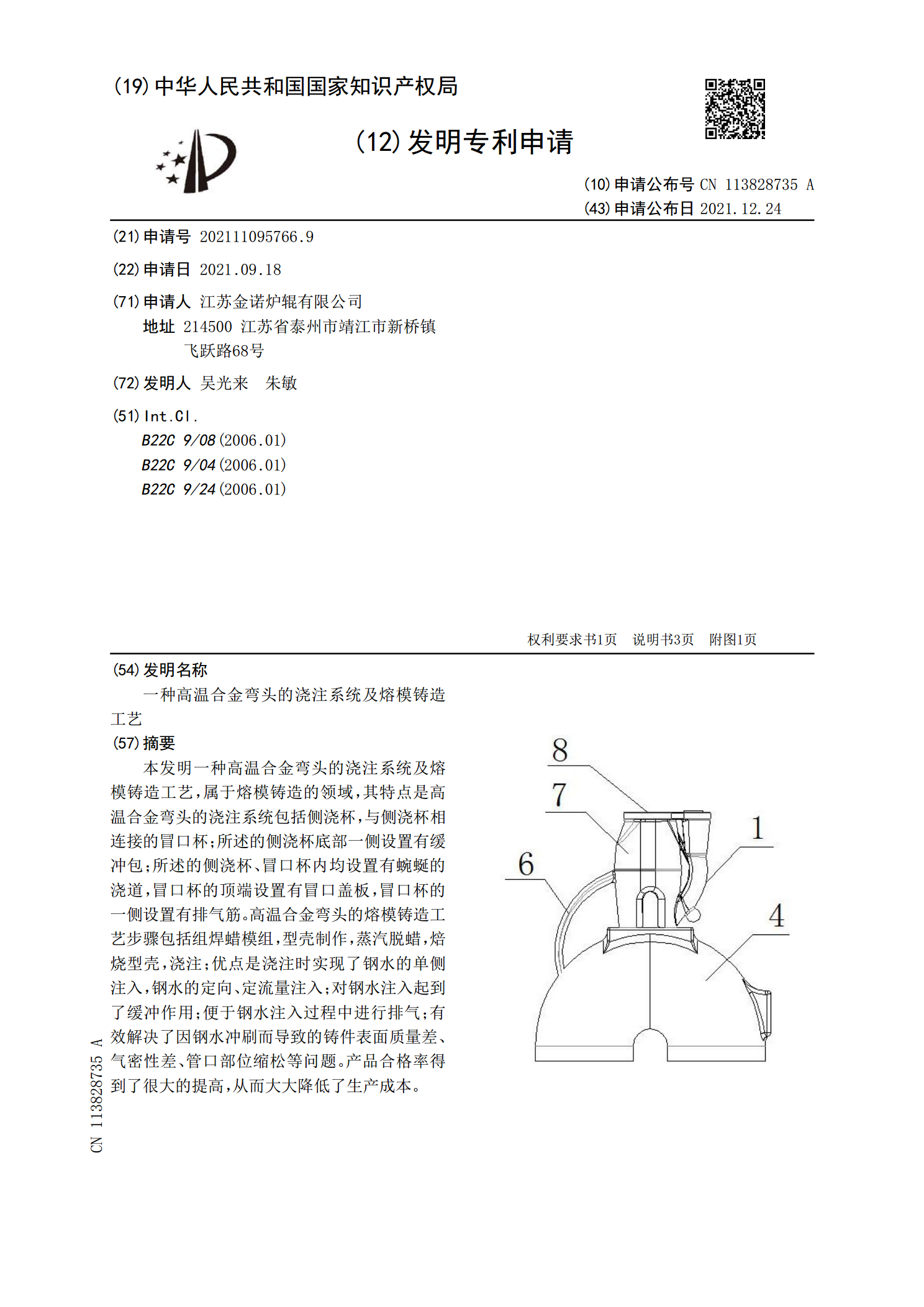
本发明一种高温合金弯头的浇注系统及熔模铸造工艺,属于熔模铸造的领域,其特点是高温合金弯头的浇注系统包括侧浇杯,与侧浇杯相连接的冒口杯;所述的侧浇杯底部一侧设置有缓冲包;所述的侧浇杯、冒口杯内均设置有蜿蜒的浇道,冒口杯的顶端设置有冒口盖板,冒口杯的一侧设置有排气筋。高温合金弯头的熔模铸造工艺步骤包括组焊蜡模组,型壳制作,蒸汽脱蜡,焙烧型壳,浇注;优点是浇注时实现了钢水的单侧注入,钢水的定向、定流量注入;对钢水注入起到了缓冲作用;便于钢水注入过程中进行排气;有效解决了因钢水冲刷而导致的铸件表面质量差、气密性差
一种高温合金四通法兰的浇注系统及熔模铸造工艺.pdf
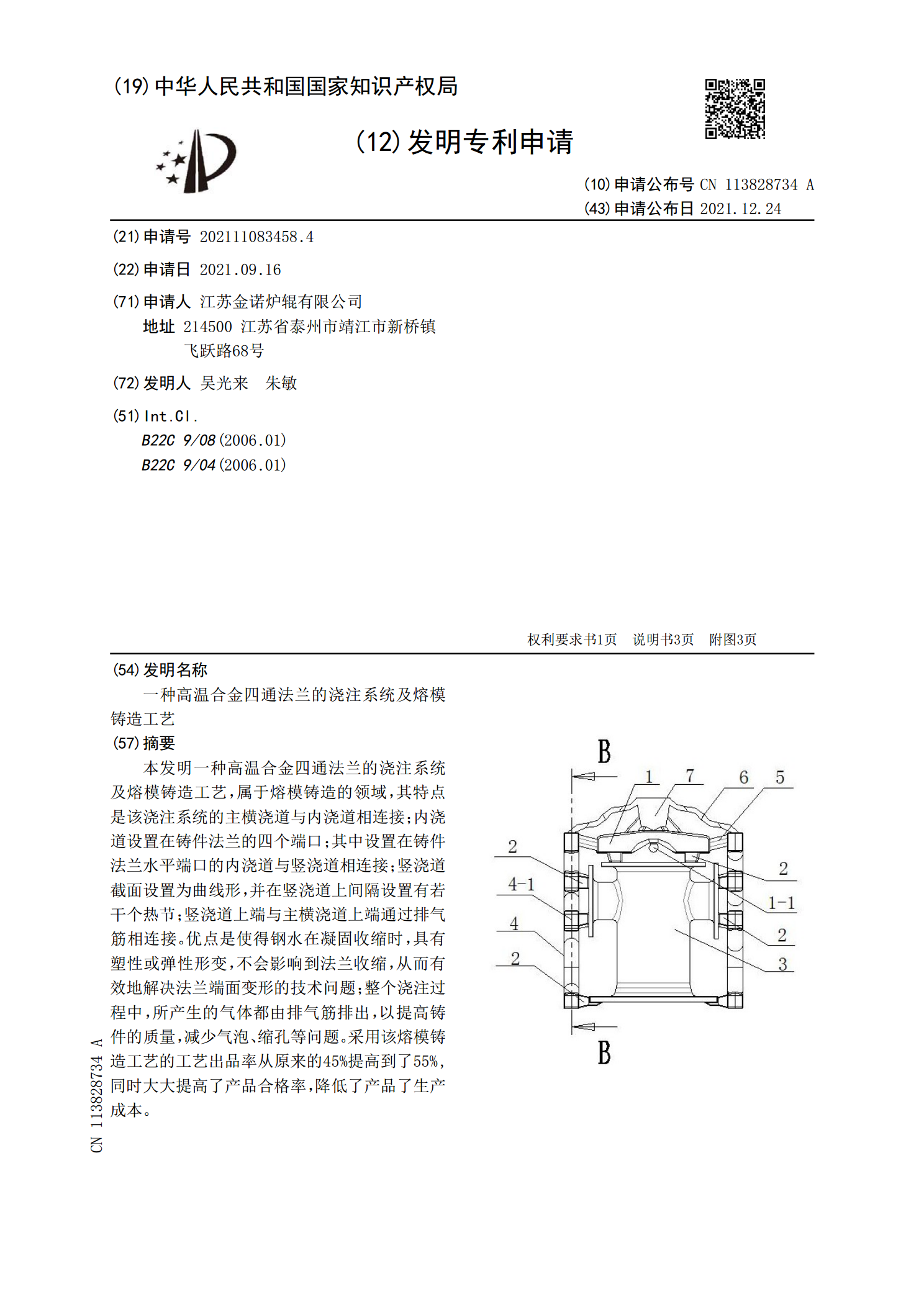
本发明一种高温合金四通法兰的浇注系统及熔模铸造工艺,属于熔模铸造的领域,其特点是该浇注系统的主横浇道与内浇道相连接;内浇道设置在铸件法兰的四个端口;其中设置在铸件法兰水平端口的内浇道与竖浇道相连接;竖浇道截面设置为曲线形,并在竖浇道上间隔设置有若干个热节;竖浇道上端与主横浇道上端通过排气筋相连接。优点是使得钢水在凝固收缩时,具有塑性或弹性形变,不会影响到法兰收缩,从而有效地解决法兰端面变形的技术问题;整个浇注过程中,所产生的气体都由排气筋排出,以提高铸件的质量,减少气泡、缩孔等问题。采用该熔模铸造工艺的工

高温合金支撑管熔模铸造模具及其浇注工艺.pdf
本发明公开了高温合金支撑管熔模铸造模具,特点是浇注模,支撑管模一体成型;浇注模包括拱形横浇道,横浇道下方连接有内浇道;支撑管模设置在浇注模下方,支撑管模设置为与内浇道相垂直;镶块设置在支撑管模一端;支撑管模另一端设置有模具抽芯。优点是实现了两种长度的支撑管共模,提高了支撑管熔模铸造模的利用率,提高了支撑管的生产效率,简化了制造工序,降低了制造成本。还公开了高温合金支撑管浇注工艺,特点是采用上述支撑管熔模铸造模具进行制模,注蜡一次成型即为蜡模组;然后进行型壳制作,蒸汽脱蜡,焙烧型壳,浇注;优点是减少了支撑管
一种高温合金浇注用浇口杯成型工艺.pdf
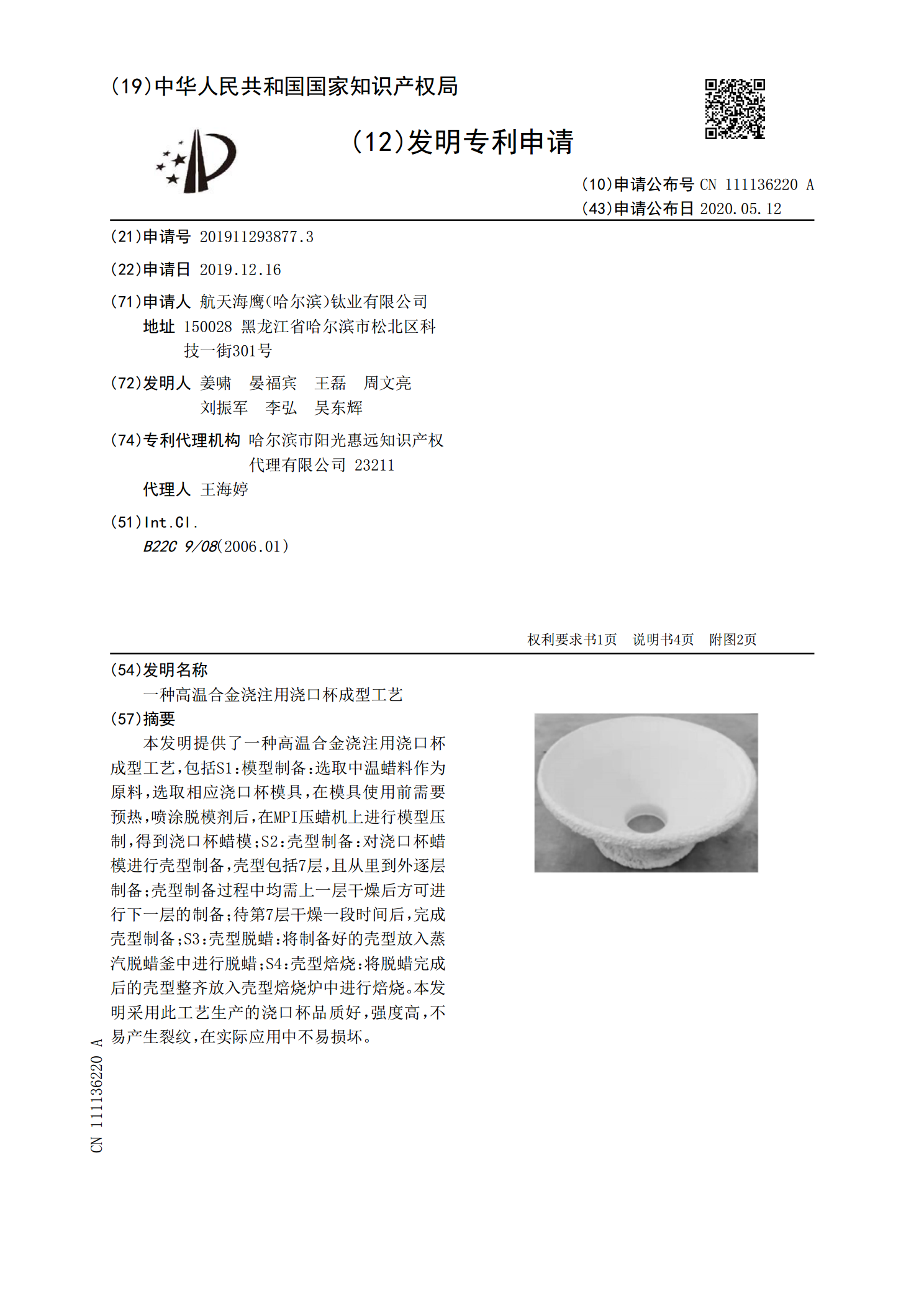
本发明提供了一种高温合金浇注用浇口杯成型工艺,包括S1:模型制备:选取中温蜡料作为原料,选取相应浇口杯模具,在模具使用前需要预热,喷涂脱模剂后,在MPI压蜡机上进行模型压制,得到浇口杯蜡模;S2:壳型制备:对浇口杯蜡模进行壳型制备,壳型包括7层,且从里到外逐层制备;壳型制备过程中均需上一层干燥后方可进行下一层的制备;待第7层干燥一段时间后,完成壳型制备;S3:壳型脱蜡:将制备好的壳型放入蒸汽脱蜡釜中进行脱蜡;S4:壳型焙烧:将脱蜡完成后的壳型整齐放入壳型焙烧炉中进行焙烧。本发明采用此工艺生产的浇口杯品质好
一种高温合金铸件的熔模铸造方法.pdf
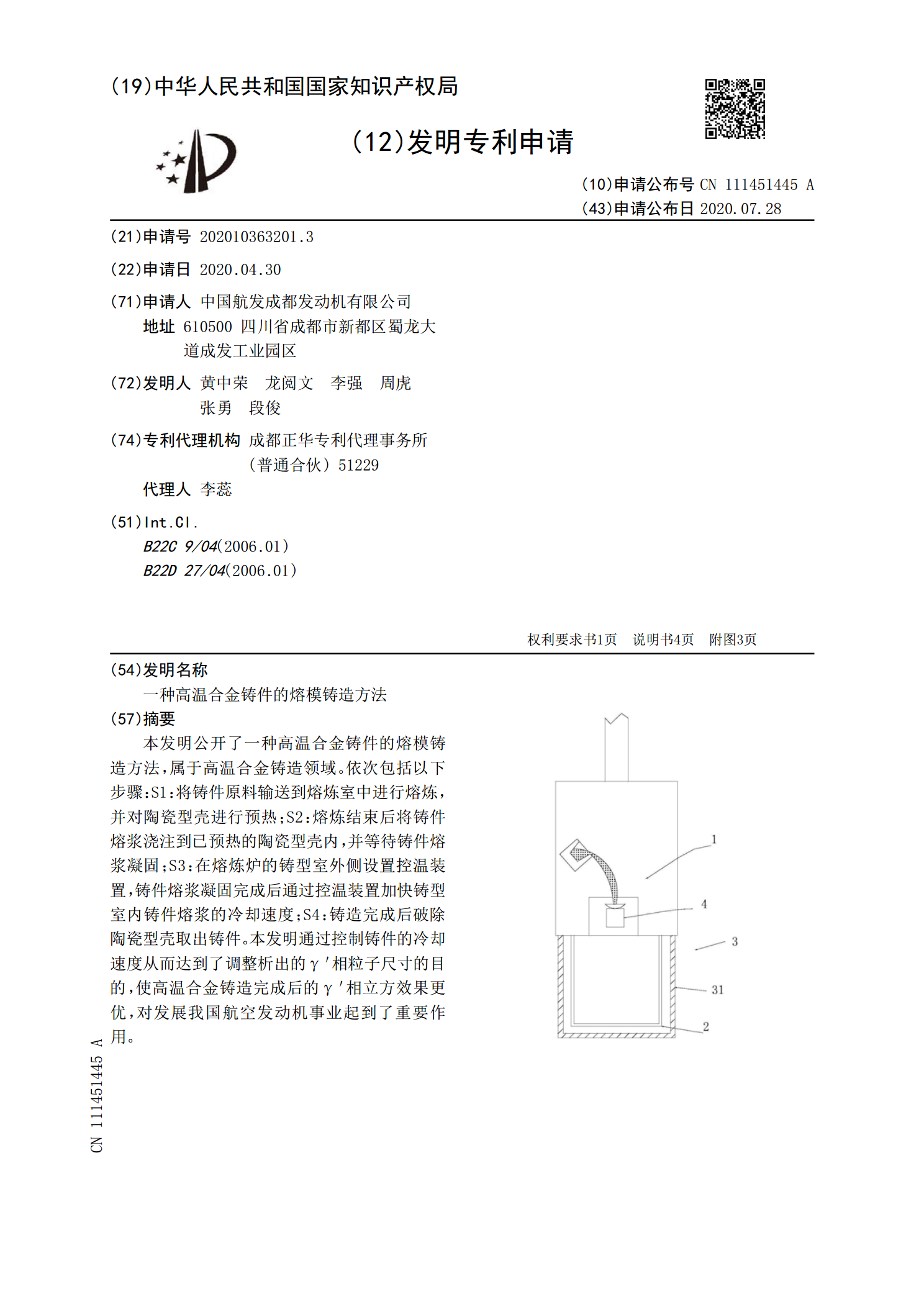
本发明公开了一种高温合金铸件的熔模铸造方法,属于高温合金铸造领域。依次包括以下步骤:S1:将铸件原料输送到熔炼室中进行熔炼,并对陶瓷型壳进行预热;S2:熔炼结束后将铸件熔浆浇注到已预热的陶瓷型壳内,并等待铸件熔浆凝固;S3:在熔炼炉的铸型室外侧设置控温装置,铸件熔浆凝固完成后通过控温装置加快铸型室内铸件熔浆的冷却速度;S4:铸造完成后破除陶瓷型壳取出铸件。本发明通过控制铸件的冷却速度从而达到了调整析出的γ'相粒子尺寸的目的,使高温合金铸造完成后的γ'相立方效果更优,对发展我国航空发动机事业起到了重要作用。