
一种浇注成型高温耐火炉的填充材料及其成型工艺.pdf

是湛****21

1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种浇注成型高温耐火炉的填充材料及其成型工艺.pdf
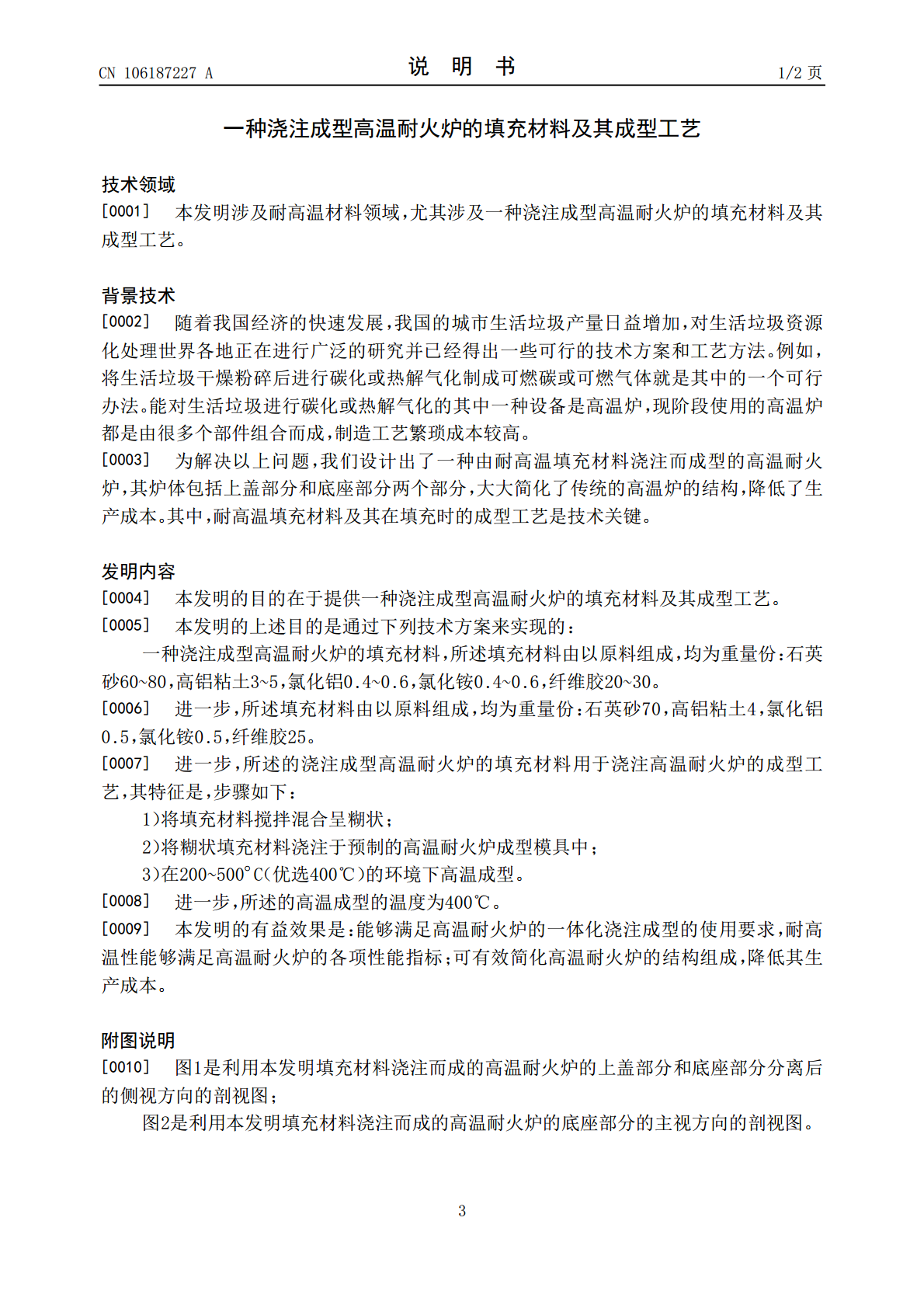
本发明公开了一种浇注成型高温耐火炉的填充材料,所述填充材料由以原料组成,均为重量份:石英砂60~80,高铝粘土3~5,氯化铝0.4~0.6,氯化铵0.4~0.6,纤维胶20~30;所述的浇注成型高温耐火炉的填充材料用于浇注高温耐火炉的成型工艺,其特征是,步骤如下:1)将填充材料搅拌混合呈糊状;2)将糊状填充材料浇注于预制的高温耐火炉成型模具中;3)在200~500°C的环境下高温成型。本发明能够满足高温耐火炉的一体化浇注成型的使用要求,耐高温性能够满足高温耐火炉的各项性能指标;可有效简化高温耐火炉的结构组
一种高温合金浇注用浇口杯成型工艺.pdf
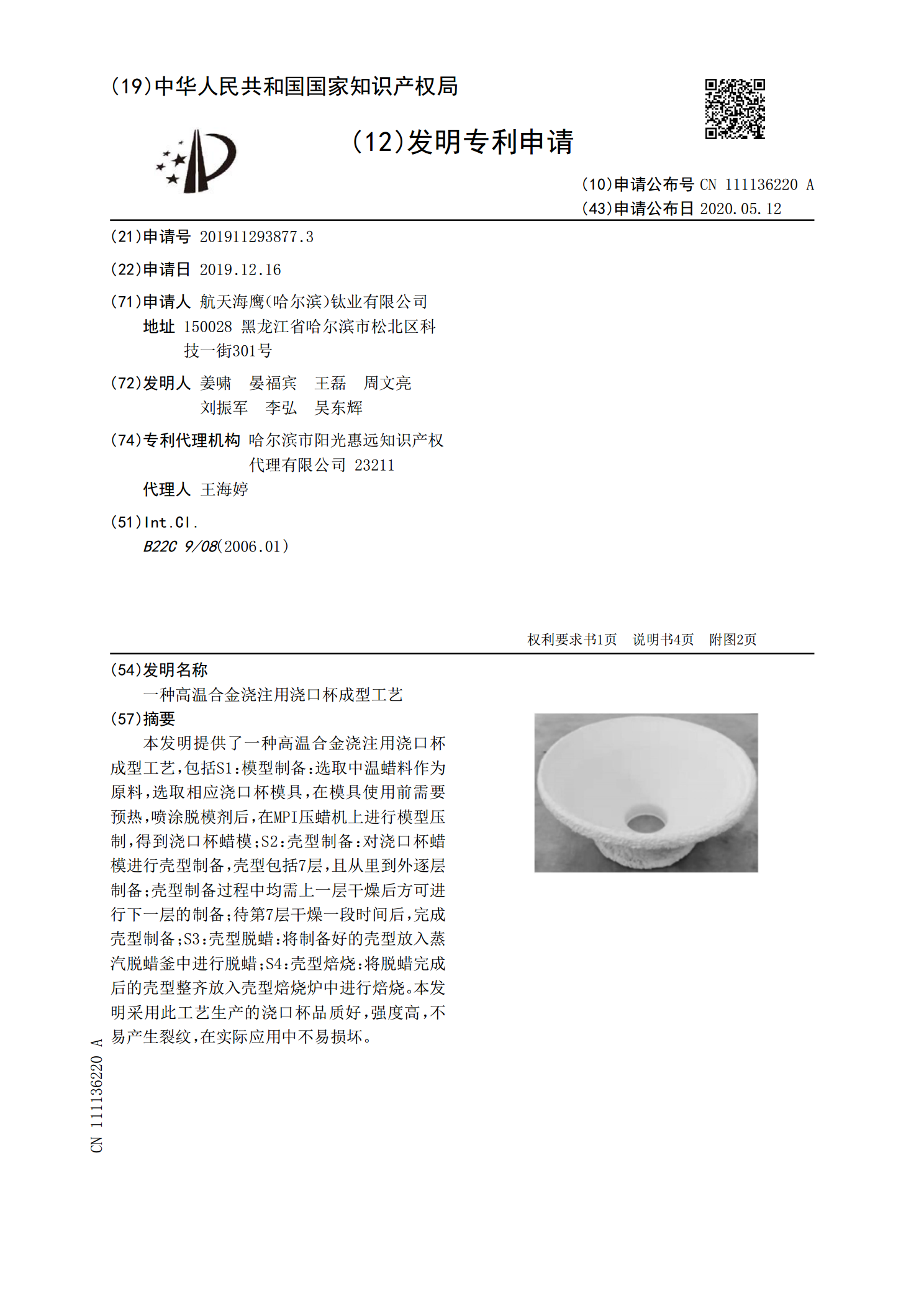
本发明提供了一种高温合金浇注用浇口杯成型工艺,包括S1:模型制备:选取中温蜡料作为原料,选取相应浇口杯模具,在模具使用前需要预热,喷涂脱模剂后,在MPI压蜡机上进行模型压制,得到浇口杯蜡模;S2:壳型制备:对浇口杯蜡模进行壳型制备,壳型包括7层,且从里到外逐层制备;壳型制备过程中均需上一层干燥后方可进行下一层的制备;待第7层干燥一段时间后,完成壳型制备;S3:壳型脱蜡:将制备好的壳型放入蒸汽脱蜡釜中进行脱蜡;S4:壳型焙烧:将脱蜡完成后的壳型整齐放入壳型焙烧炉中进行焙烧。本发明采用此工艺生产的浇口杯品质好
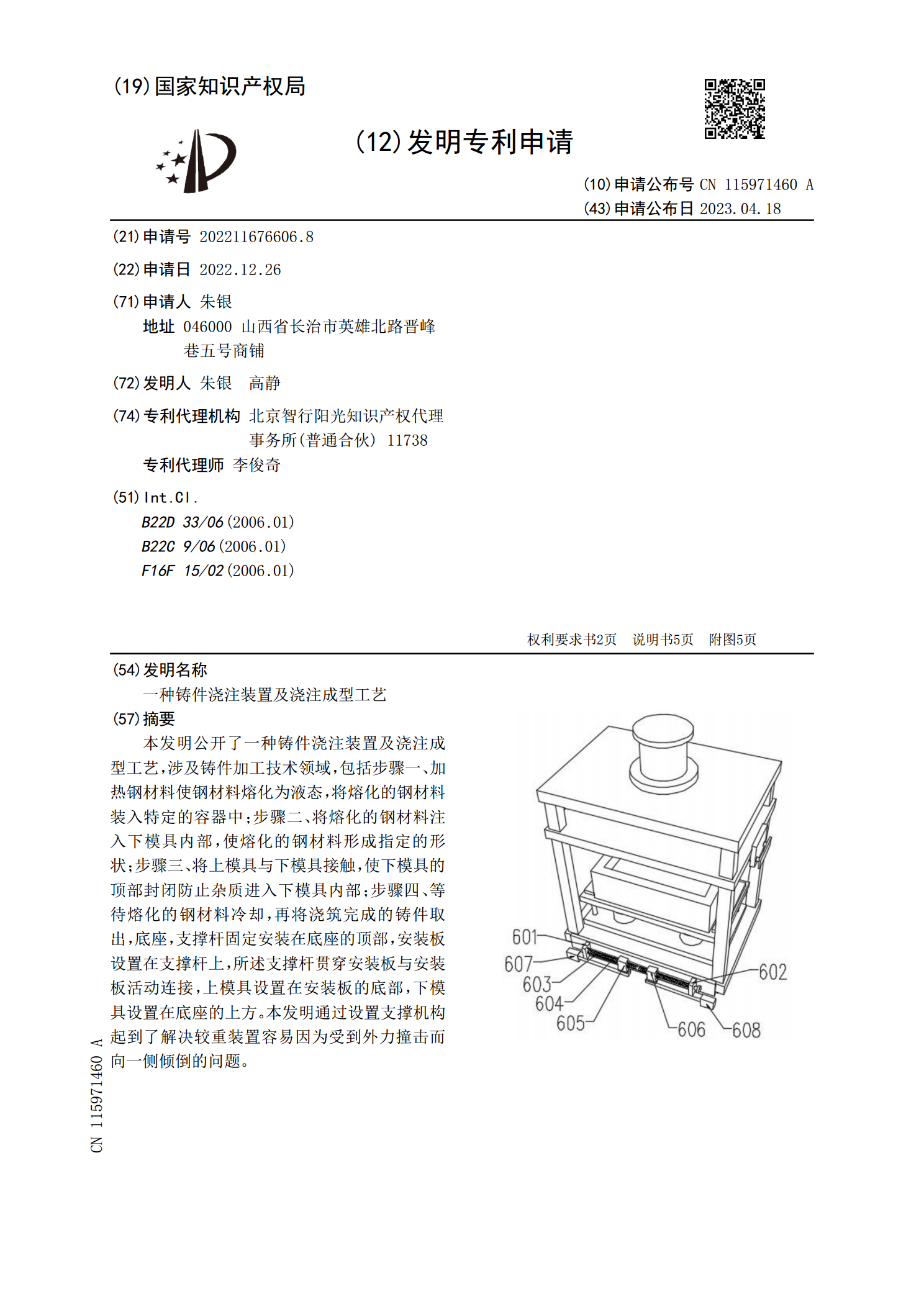
一种铸件浇注装置及浇注成型工艺.pdf
本发明公开了一种铸件浇注装置及浇注成型工艺,涉及铸件加工技术领域,包括步骤一、加热钢材料使钢材料熔化为液态,将熔化的钢材料装入特定的容器中;步骤二、将熔化的钢材料注入下模具内部,使熔化的钢材料形成指定的形状;步骤三、将上模具与下模具接触,使下模具的顶部封闭防止杂质进入下模具内部;步骤四、等待熔化的钢材料冷却,再将浇筑完成的铸件取出,底座,支撑杆固定安装在底座的顶部,安装板设置在支撑杆上,所述支撑杆贯穿安装板与安装板活动连接,上模具设置在安装板的底部,下模具设置在底座的上方。本发明通过设置支撑机构起到了解决
高分子填充改性材料及其成型工艺.pdf
本发明公开了高分子填充改性材料,属于高分子材料技术领域,改性材料包括以下重量百分比的原料:聚四氟乙烯50‑75%,聚酰亚胺10‑25%,聚苯酯5‑20%,聚四氟乙烯为悬浮聚四氟乙烯树脂,聚四氟乙烯细树脂的粒径为15μm‑50μm,所述聚四氟乙烯的数均分子量为800‑1200万;聚酰亚胺的粒度为300‑500目;聚苯酯的粒度为300‑500目。本发明还公开了高分子填充改性材料的成型工艺,成型步骤包括:将聚四氟乙烯、聚酰亚胺和聚苯酯按照重量比称重,加入至高速混合机内进行充分混合;将混合后的原料放入模具内,并压
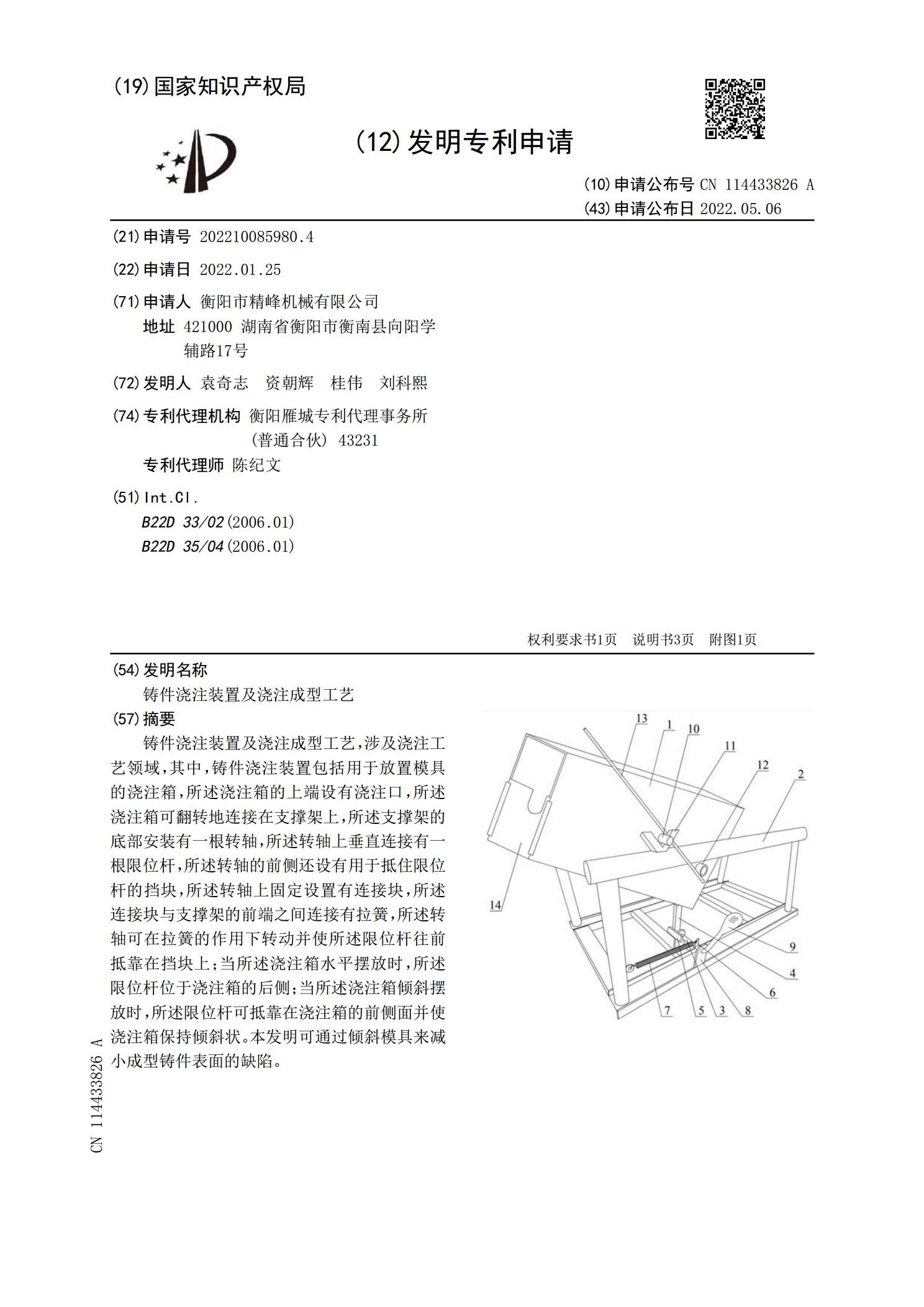
铸件浇注装置及浇注成型工艺.pdf
铸件浇注装置及浇注成型工艺,涉及浇注工艺领域,其中,铸件浇注装置包括用于放置模具的浇注箱,所述浇注箱的上端设有浇注口,所述浇注箱可翻转地连接在支撑架上,所述支撑架的底部安装有一根转轴,所述转轴上垂直连接有一根限位杆,所述转轴的前侧还设有用于抵住限位杆的挡块,所述转轴上固定设置有连接块,所述连接块与支撑架的前端之间连接有拉簧,所述转轴可在拉簧的作用下转动并使所述限位杆往前抵靠在挡块上;当所述浇注箱水平摆放时,所述限位杆位于浇注箱的后侧;当所述浇注箱倾斜摆放时,所述限位杆可抵靠在浇注箱的前侧面并使浇注箱保持倾