
民机起落架轮毂用高强2014铝合金铸锭成分精控方法.pdf

猫巷****傲柏

1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
民机起落架轮毂用高强2014铝合金铸锭成分精控方法.pdf
本发明公开的民机起落架轮毂用高强2014铝合金铸锭成分精控方法,采用的炉料为不低于99.90%精度的铝锭,搅拌顺序为:①在炉料融化25%‑40%时,电磁搅拌25‑35min;②炉料化平时,叉车搅拌3‑7min,然后电磁搅拌25‑35min;③加入Mg锭,对Mg锭烫化时,叉车搅拌3‑7min,然后电磁搅拌25‑35min;④补料时,叉车搅拌3‑7min,然后电磁搅拌12‑18min;⑤炉内精炼时,电磁搅拌35‑45min;同时对铝液进行除氢和除渣,将铝液倒入铸模中进行铸造,铸造温度为725‑745℃,铸造速
民机起落架轮毂用高强2014铝合金铸锭铸造方法.pdf
本发明公开的民机起落架轮毂用高强2014铝合金铸锭铸造方法,炉料的加入顺序依次为部分铝锭、AL‑Si、AL‑Mn、Cu、剩余铝锭,然后熔化后依次加入AL‑Zr、Al‑Ti、Mg锭。本发明实施例提供的民机起落架轮毂用高强2014铝合金铸锭铸造方法,优化炉料加入顺序,按照从小到大方式加入,优化Al‑Si、Al‑Mn、Al‑Zr中间合金不同加入顺序,减少烧损,创新Cu、Mg纯金属加入方式,提高元素配比精准度。从而提高了产品质量。
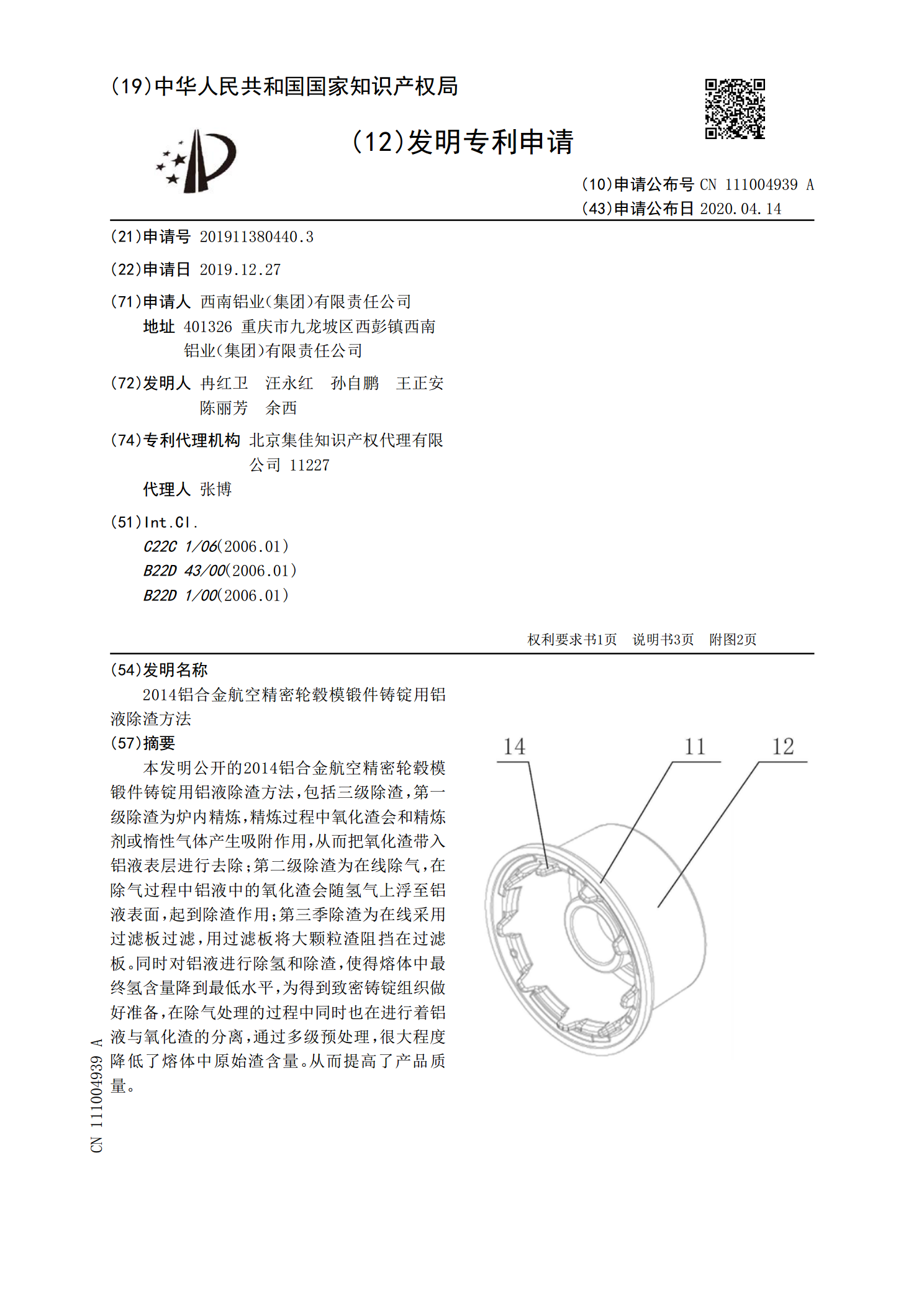
2014铝合金航空精密轮毂模锻件铸锭用铝液除渣方法.pdf
本发明公开的2014铝合金航空精密轮毂模锻件铸锭用铝液除渣方法,包括三级除渣,第一级除渣为炉内精炼,精炼过程中氧化渣会和精炼剂或惰性气体产生吸附作用,从而把氧化渣带入铝液表层进行去除;第二级除渣为在线除气,在除气过程中铝液中的氧化渣会随氢气上浮至铝液表面,起到除渣作用;第三季除渣为在线采用过滤板过滤,用过滤板将大颗粒渣阻挡在过滤板。同时对铝液进行除氢和除渣,使得熔体中最终氢含量降到最低水平,为得到致密铸锭组织做好准备,在除气处理的过程中同时也在进行着铝液与氧化渣的分离,通过多级预处理,很大程度降低了熔体中
一种锻压轮毂用铝合金铸锭.pdf
本发明涉及铝合金制备领域,更具体的讲是一种锻压轮毂用铝合金铸锭,由下述组分组成:铬0.18‑0.23%、钼0.1‑0.2%、铜0.22‑0.27%,镁1.0‑1.1%、锰0.05‑0.1%、锌<0.05%、硅0.72‑0.78%、钕0.1‑0.2%、钆0.1‑0.2%、铁0.2‑0.25%、钛0.015‑0.03%,其余为铝和不可避免的杂质,本发明通过添加钼、钕、钆元素使得本发明铝合金晶体更加细化,有效增加了铝合金的机械性能,屈服强度可达296MPa、抗拉强度可达379MPa、延伸率可达14.6%,同时控

一种重卡轮毂用高强铝合金及其制备方法.pdf
本发明涉及铝合金生产技术领域,涉及一种重卡轮毂用高强铝合金及其制备方法,包括将原材料按照Si5.5~6.2%,Mg0.25~0.40%,Ti0.12~0.17%,Fe0.02~0.10%,Sr0.10~0.16%,Cu0.04~0.75%,Te0.03~0.08%;单个杂质≤0.05%,杂质总量≤0.15%,余量为Al的比例加热熔化,进行一次精炼;待合金成分合格后将铝液继续加热,随后转入保温炉进行保温;进行二次精炼并静置、在线细化、除气、过滤、铸造、均质化处理、固溶处理、水冷淬火、人工时效处理后得到成品。