
一种超薄铜带退火不粘带工艺.pdf

飞舟****文章

1/7

2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超薄铜带退火不粘带工艺.pdf
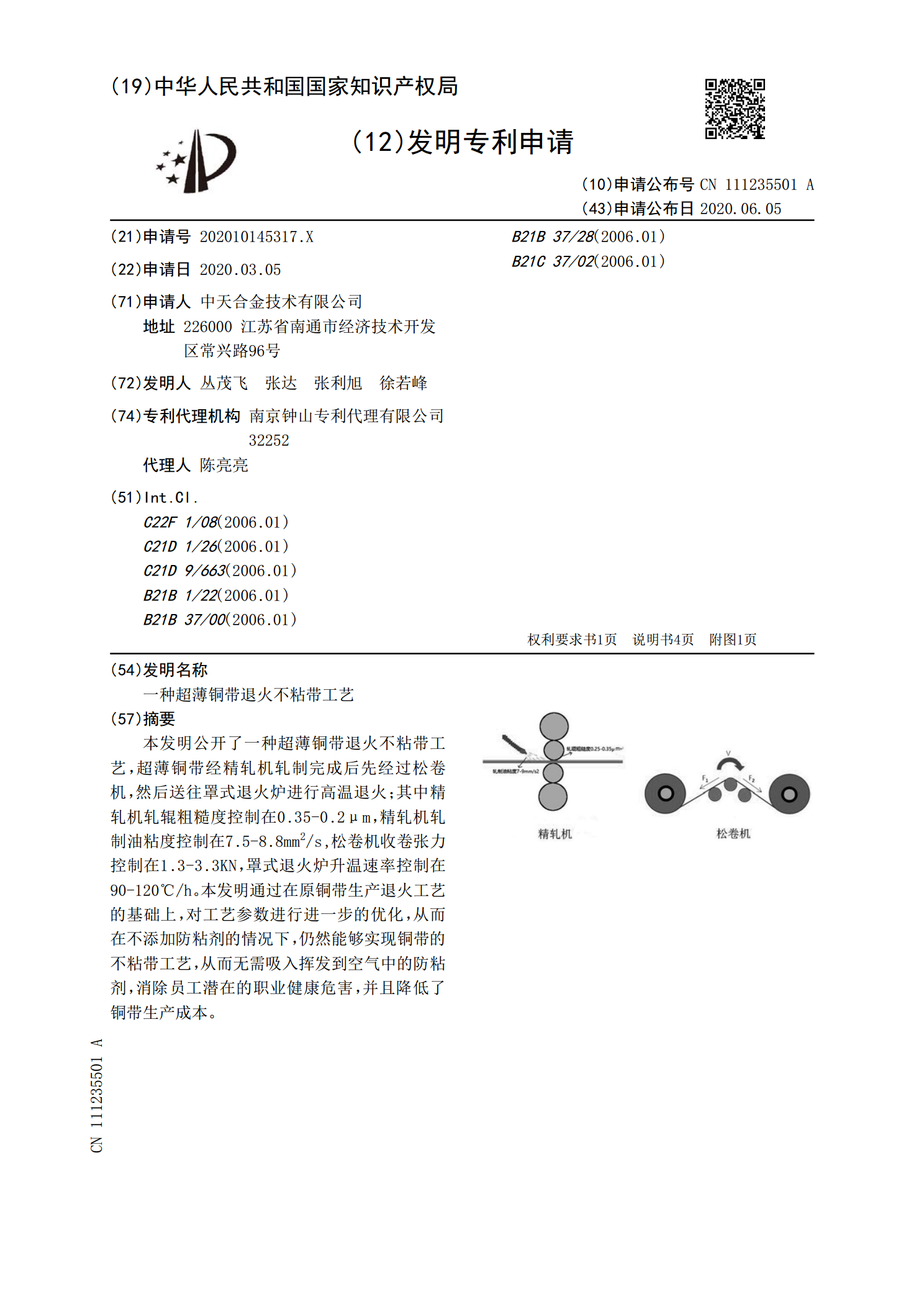
本发明公开了一种超薄铜带退火不粘带工艺,超薄铜带经精轧机轧制完成后先经过松卷机,然后送往罩式退火炉进行高温退火;其中精轧机轧辊粗糙度控制在0.35‑0.2μm,精轧机轧制油粘度控制在7.5‑8.8mm

一种紫铜带退火工艺.pdf
本发明公开了一种紫铜带退火工艺,包括以下步骤:1)第一阶段升温和保温:从室温直接升至第一阶段保温温度,并在第一阶段保温温度进行保温处理;2)第二阶段升温和保温:从第一阶段保温温度升温至第二阶段保温温度,并在第二阶段保温温度进行保温处理;3)从第二阶段保温温度升温至工艺温度,并在工艺保温温度480℃±5℃进行工艺保温处理;4)冷却:由工艺保温温度冷却至温度70‑100℃出炉。分段退火,降低了退火后紫铜带的晶粒尺寸,得到更细密的结晶组织;并且缩短了总体退火时间,降低了能耗。
一种超薄铜带生产工艺.pdf
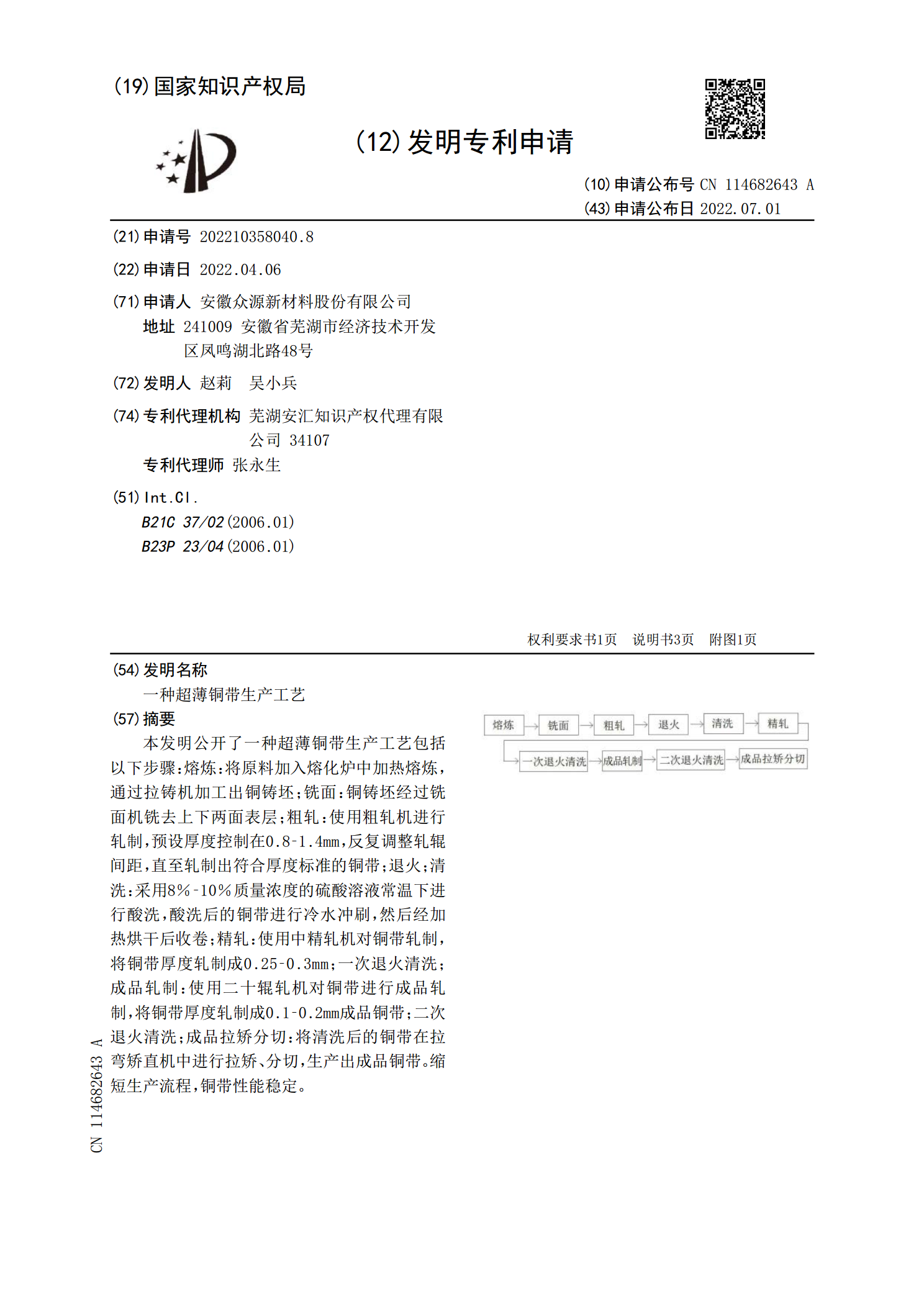
本发明公开了一种超薄铜带生产工艺包括以下步骤:熔炼:将原料加入熔化炉中加热熔炼,通过拉铸机加工出铜铸坯;铣面:铜铸坯经过铣面机铣去上下两面表层;粗轧:使用粗轧机进行轧制,预设厚度控制在0.8‑1.4mm,反复调整轧辊间距,直至轧制出符合厚度标准的铜带;退火;清洗:采用8%‑10%质量浓度的硫酸溶液常温下进行酸洗,酸洗后的铜带进行冷水冲刷,然后经加热烘干后收卷;精轧:使用中精轧机对铜带轧制,将铜带厚度轧制成0.25‑0.3mm;一次退火清洗;成品轧制:使用二十辊轧机对铜带进行成品轧制,将铜带厚度轧制成0.1
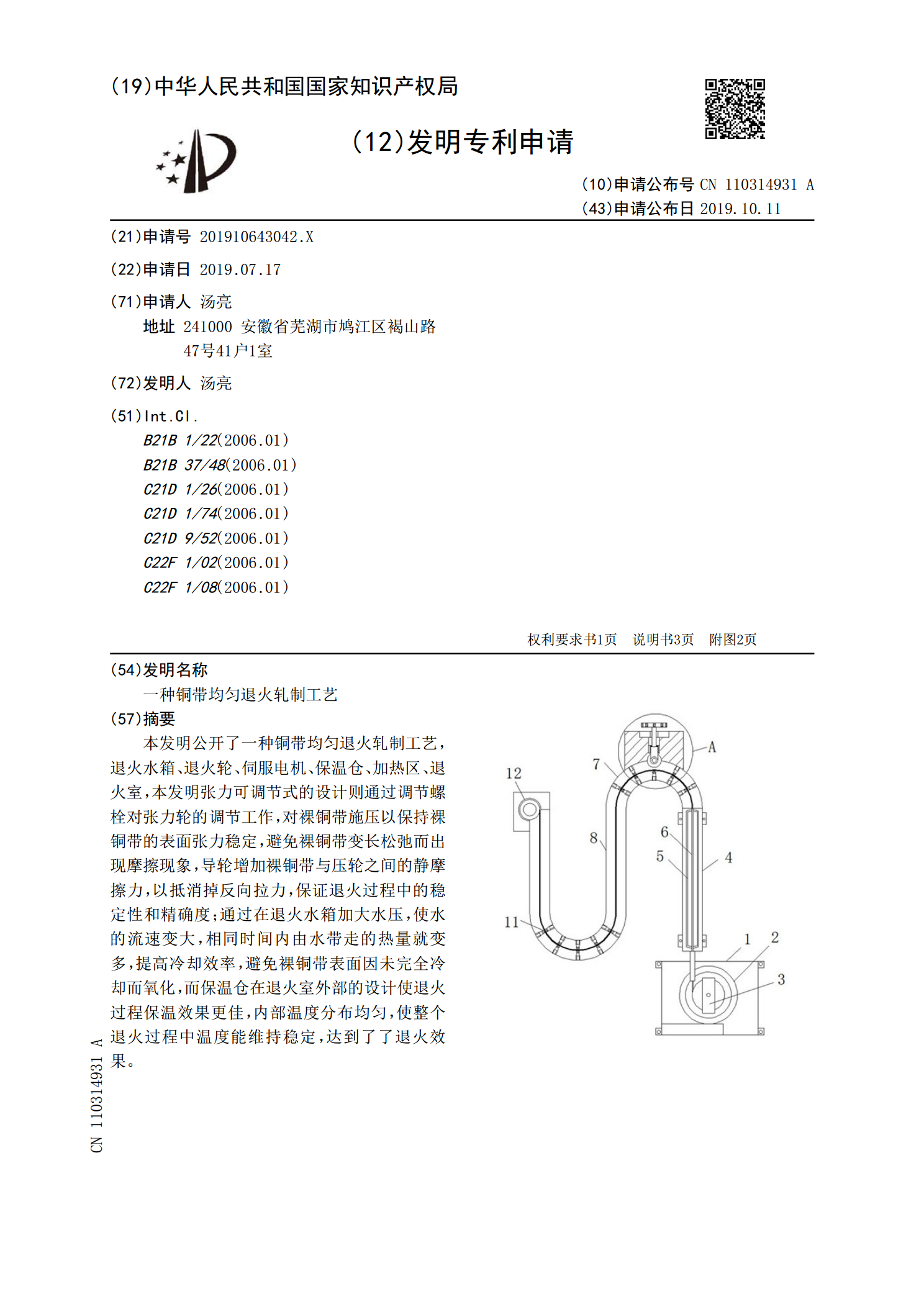
一种铜带均匀退火轧制工艺.pdf
本发明公开了一种铜带均匀退火轧制工艺,退火水箱、退火轮、伺服电机、保温仓、加热区、退火室,本发明张力可调节式的设计则通过调节螺栓对张力轮的调节工作,对裸铜带施压以保持裸铜带的表面张力稳定,避免裸铜带变长松弛而出现摩擦现象,导轮增加裸铜带与压轮之间的静摩擦力,以抵消掉反向拉力,保证退火过程中的稳定性和精确度;通过在退火水箱加大水压,使水的流速变大,相同时间内由水带走的热量就变多,提高冷却效率,避免裸铜带表面因未完全冷却而氧化,而保温仓在退火室外部的设计使退火过程保温效果更佳,内部温度分布均匀,使整个退火过程
一种铜带罩式退火工艺.pdf
本发明所揭示的一种铜带罩式退火工艺,包括如下步骤:a、将铜带卷放入退火炉内抽真空,然后充入氮气;b、通过加热罩对内罩进行分段式加热,其中第一阶段采用120℃/h加热速率,加热至铜带温度达到180℃,第二阶段采用75℃/h的升温速率加热至铜带温度达到250℃;c、加热至退火温度后保温5h;d、保温结束后,将加热罩更换为冷却罩,采用先风冷再水冷的形式进行冷却至74℃,风冷阶段的风机转速为1100r/min,冷却阶段保持炉内持续充入氮气;e、冷却结束后打开内罩进行卸料。本发明通过简化了工艺步骤,缩短退火时间,提