
一种超薄铜带生产工艺.pdf

山梅****ai


1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超薄铜带生产工艺.pdf
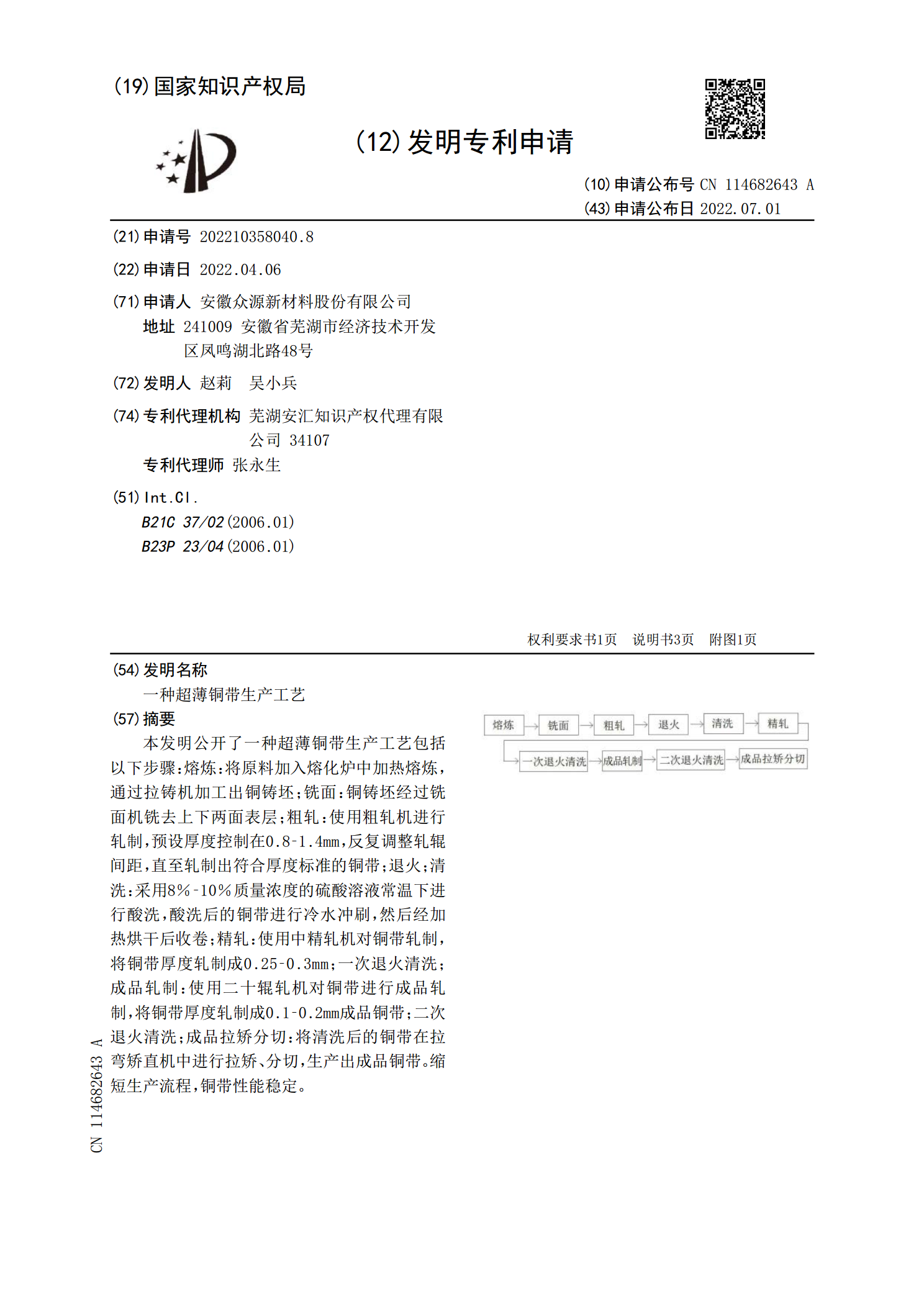
本发明公开了一种超薄铜带生产工艺包括以下步骤:熔炼:将原料加入熔化炉中加热熔炼,通过拉铸机加工出铜铸坯;铣面:铜铸坯经过铣面机铣去上下两面表层;粗轧:使用粗轧机进行轧制,预设厚度控制在0.8‑1.4mm,反复调整轧辊间距,直至轧制出符合厚度标准的铜带;退火;清洗:采用8%‑10%质量浓度的硫酸溶液常温下进行酸洗,酸洗后的铜带进行冷水冲刷,然后经加热烘干后收卷;精轧:使用中精轧机对铜带轧制,将铜带厚度轧制成0.25‑0.3mm;一次退火清洗;成品轧制:使用二十辊轧机对铜带进行成品轧制,将铜带厚度轧制成0.1
一种铜带生产工艺.pdf
本发明公开了一种铜带生产工艺,具体包括以下步骤:(1)熔炼、连铸;(2)铣面;(3)热轧;(4)退火;(5)酸洗、清洗;(6)精轧;(7)剪切、包装、入库。本发明的有益条件在于:进行对原料熔炼合金材料的加入,控制原材料质量,热轧控制加热温度与加热环境后,可在很大程度上减少铜材在加热炉内氧化烧损,控制成品的成材率,减少一系列的因铜材加热氧化而产生的质量问题,退火参数控制,降低变形抗力,恢复塑性,通过本方法生产的铜带成品质量性能佳。
一种超薄铜带退火不粘带工艺.pdf
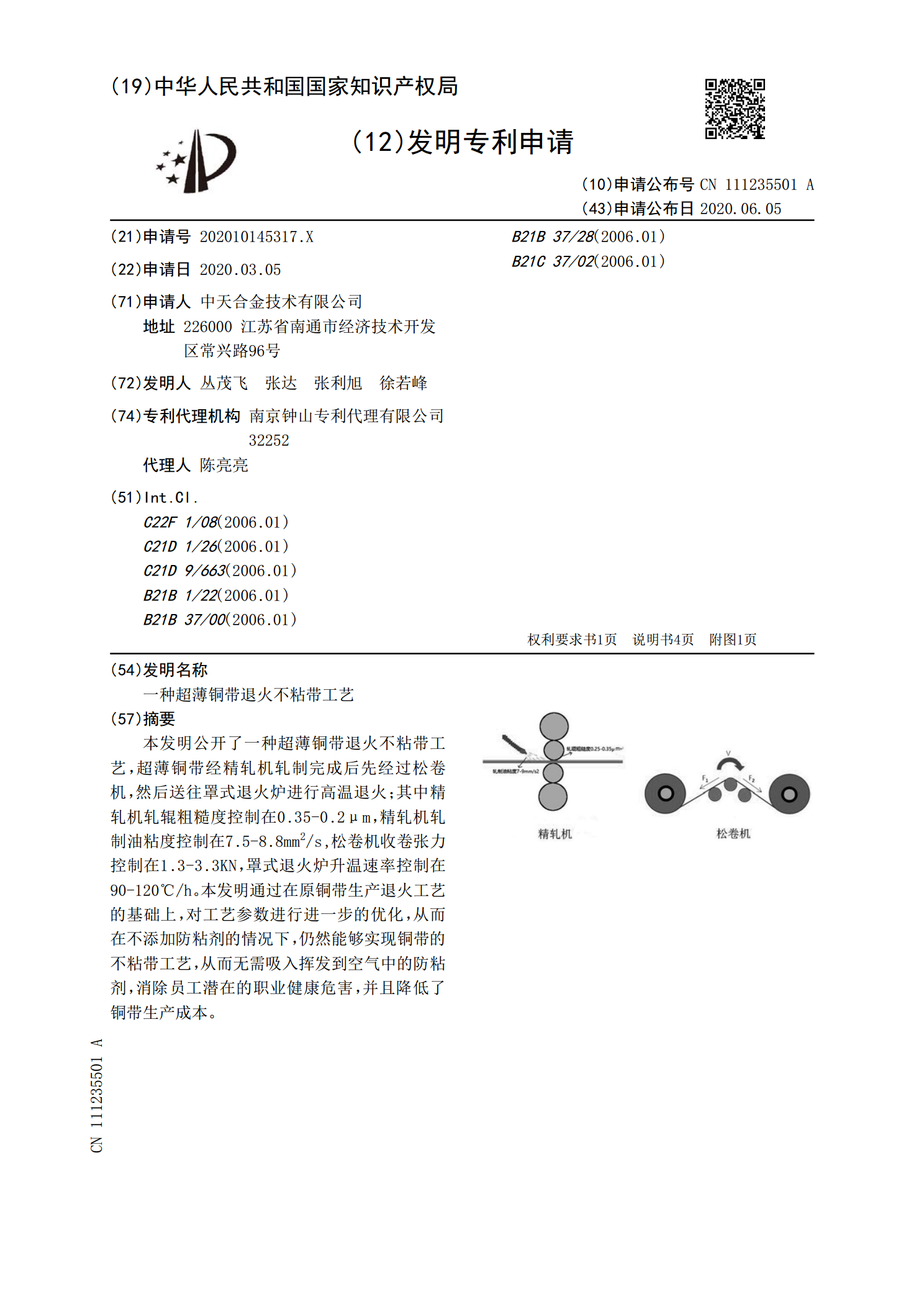
本发明公开了一种超薄铜带退火不粘带工艺,超薄铜带经精轧机轧制完成后先经过松卷机,然后送往罩式退火炉进行高温退火;其中精轧机轧辊粗糙度控制在0.35‑0.2μm,精轧机轧制油粘度控制在7.5‑8.8mm
一种超薄宽幅软态紫铜带的生产方法.pdf
本发明公开了一种软态紫铜带的生产方法,属于紫铜带的生产工艺,该方法解决了该类材料轧制起步难的问题;轧制成功后的硬态成品带材经过清洗除油后,通过拉弯矫直改善整卷带材的板型,然后经剪切机将大卷重的成品带材分切为500kg左右卷重的小卷,以较小的张力将材料卷取在耐高温材料所制的套筒上,之后将分切好的成品带材使用辊底式光亮退火炉进行退火,由于成品材料在卷取时的张力小、卷重小,同时又受到辊底炉内保护气氛的保护,退火后带材完全达到不粘结、不氧化、性能良好的效果,可直接包装入库进行销售。本发明具有厚度薄、板面宽、板型优
一种锡黄铜带的生产工艺.pdf
本发明公开了一种锡黄铜带的生产工艺,属于有色金属铜轧制及热处理技术领域。包含如下步骤:(1)熔炼拉铸;(2)热轧;(3)铣削加工;(4)粗轧;(5)切边;(6)一次退火;(7)一次清洗;(8)中轧;(9)松卷;(10)二次退火;(11)二次清洗;(12)中精轧;(13)气垫退火清洗;(14)精轧;(15)低温退火;(16)四次清洗;(17)拉弯矫直;(18)分条入库。本发明选择采用旧料、回料为主的投炉方式,保障成分合格的基础上,减少了纯金属投炉带来的成本增加,减少了成本,且所得产品的抗拉强度≥600MPa