
一种无镍双相不锈钢的制备方法.pdf

英瑞****写意

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种无镍双相不锈钢的制备方法.pdf
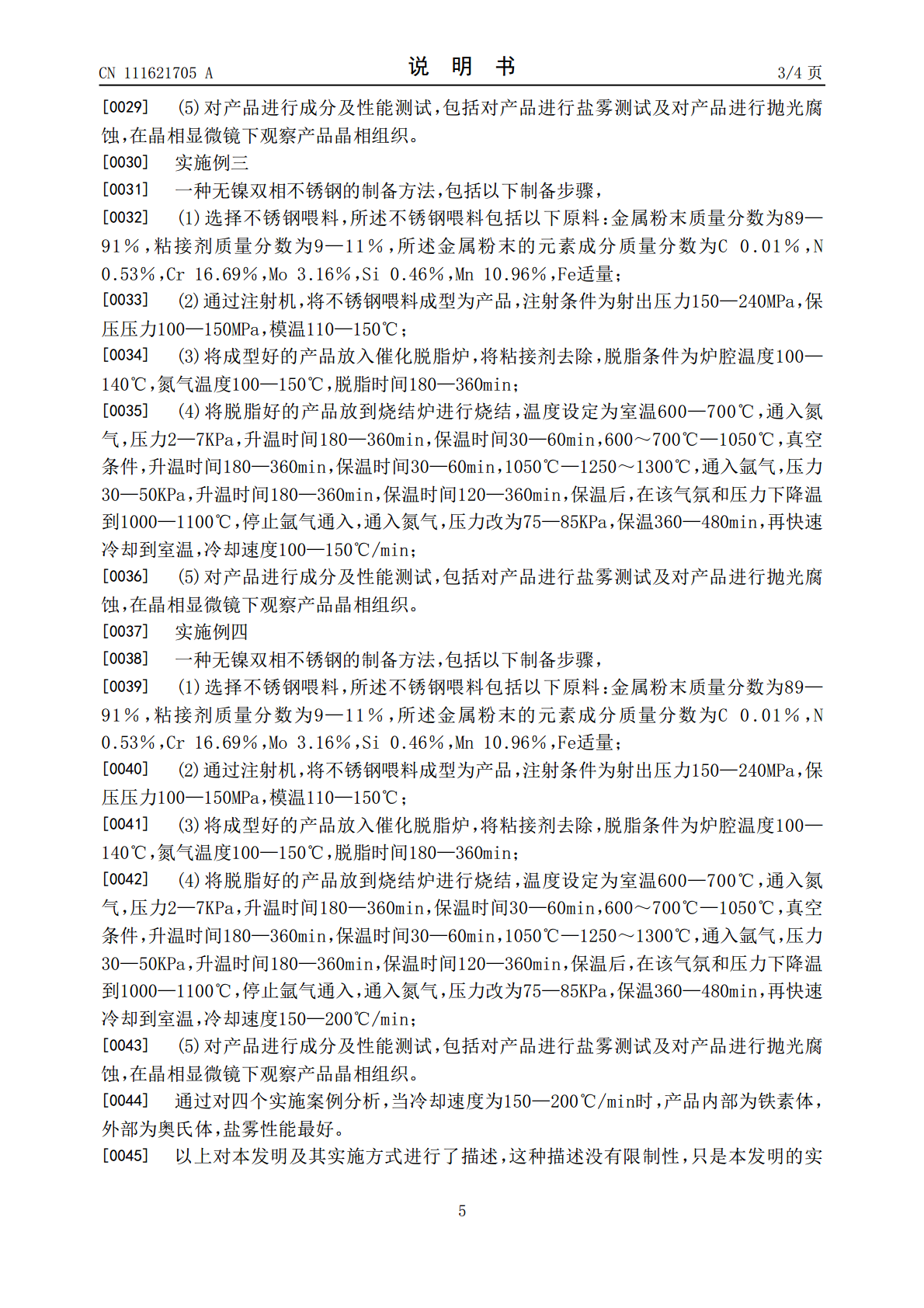
本发明公开了一种无镍双相不锈钢的制备方法,包括以下制备步骤,(1)选择不锈钢喂料,所述不锈钢喂料包括以下原料:金属粉末质量分数为89—91%,粘接剂质量分数为9—11%,所述金属粉末的元素成分质量分数为C0.01%,N0.53%,Cr16.69%,Mo3.16%,Si0.46%,Mn10.96%,Fe适量;(2)通过注射机,将不锈钢喂料成型为产品;(3)将成型好的产品放入催化脱脂炉,将粘接剂去除;(4)将脱脂好的产品放到烧结炉进行烧结;(5)对产品进行成分及性能测试,包括对产品进行盐雾测试及对
一种节镍型双相不锈钢及其制备工艺.pdf
本发明涉及一种节镍型双相不锈钢制备工艺,它包括以下步骤:1)在电炉中母液成分控制在C:>1.0%,Si:<1.0%,Cr:12-21%,Ni:1.5-1.9%,P:<0.025%,出钢温度控制在1580-1630℃,将电炉中母液和中频炉的高碳铬铁母液混合形成混合母液,其中高碳铬铁母液成分为C:6-10%,Si炉内吹氧脱碳、吹氮及成分调整;再在钢包精炼炉中精炼及微合金加入成分最终调整,调整后铬镍当量比≥2.2。适当控制铬镍当量比有利于双相不锈钢高温铁素体的形成,使其尽量在单相区中热加工,进而有利提高双相不锈
一种低镍双相不锈钢热轧板卷的制备方法.pdf
本发明涉及一种低镍双相不锈钢热轧板卷的制备方法,属于金属压力加工技术领域,该双相不锈钢制备工艺流程:修磨→加热→开坯轧制→冷却→加热→粗轧→精轧→冷却→卷取;铸坯修磨后加热至1150~1195℃,加热炉均热段保温时间为50~70min;开坯轧制采用3~5道次,开坯时道次相对压下率控制在8~20%,轧制速度控制在2~7mm/s,开坯轧制中,运行轨道有保温罩对板坯进行保温;精轧采用炉卷轧机进行轧制,轧制5~9道次,道次相对压下率控制10~25%,轧制速度控制在2~12m/s,终轧温度在≥850℃;层流冷却后卷
一种双相不锈钢及其制备方法.pdf
本发明公开了一种双相不锈钢及其制备方法,该双相不锈钢包括以下成分:C、Si、Ni、Mn、Cr、N、Ca、Mg、Ti、Co、Y,余量为Fe及不可避免的杂质,且该杂质的重量百分比≤0.1%。其制备工艺是先对上述原料进行脱水除气处理以及纯铁的熔炼,然后有序地加入其它部分原料,炉内充入氩气作为保护气体,控制压强及温度,之后再依次地加入剩余的C、Ti、Co、Y、Mn,再将混合母液输送至AOD炉内吹氧脱碳、吹氮及成分调整,最后依次通过真空浇注、轧制、固溶处理和淬火处理后便制得。本发明的双相不锈钢相比现有技术,不仅具有
一种耐腐蚀的双相不锈钢及其制备方法.pdf
本发明公开了一种耐腐蚀的双相不锈钢及其制备方法,该双相不锈钢包括以下成分:C、Mn、Ni、Cr、Si、N、Al、Mo、B、Te、Nb,余量为Fe及不可避免的杂质。其制备方法是先将原料置于电炉中冶炼,控制电炉中母液成分及温度,然后转移至氩氧精炼炉内进行吹氧脱碳、吹氮及成分调整,最后通过浇铸、锻造、轧制固溶和淬火处理制得。针对现有技术中双相不锈钢在原料成本方面的不足,本发明调整了钢中各元素及其配比,适当得降低了双相不锈钢中贵重元素镍的含量,提高了铬及其它元素的含量,增加了B、Te和Nb元素,使本发明的不锈钢制