
汽车板簧轧制前加热工艺.pdf

是湛****21

1/10
2/10

3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽车板簧轧制前加热工艺.pdf
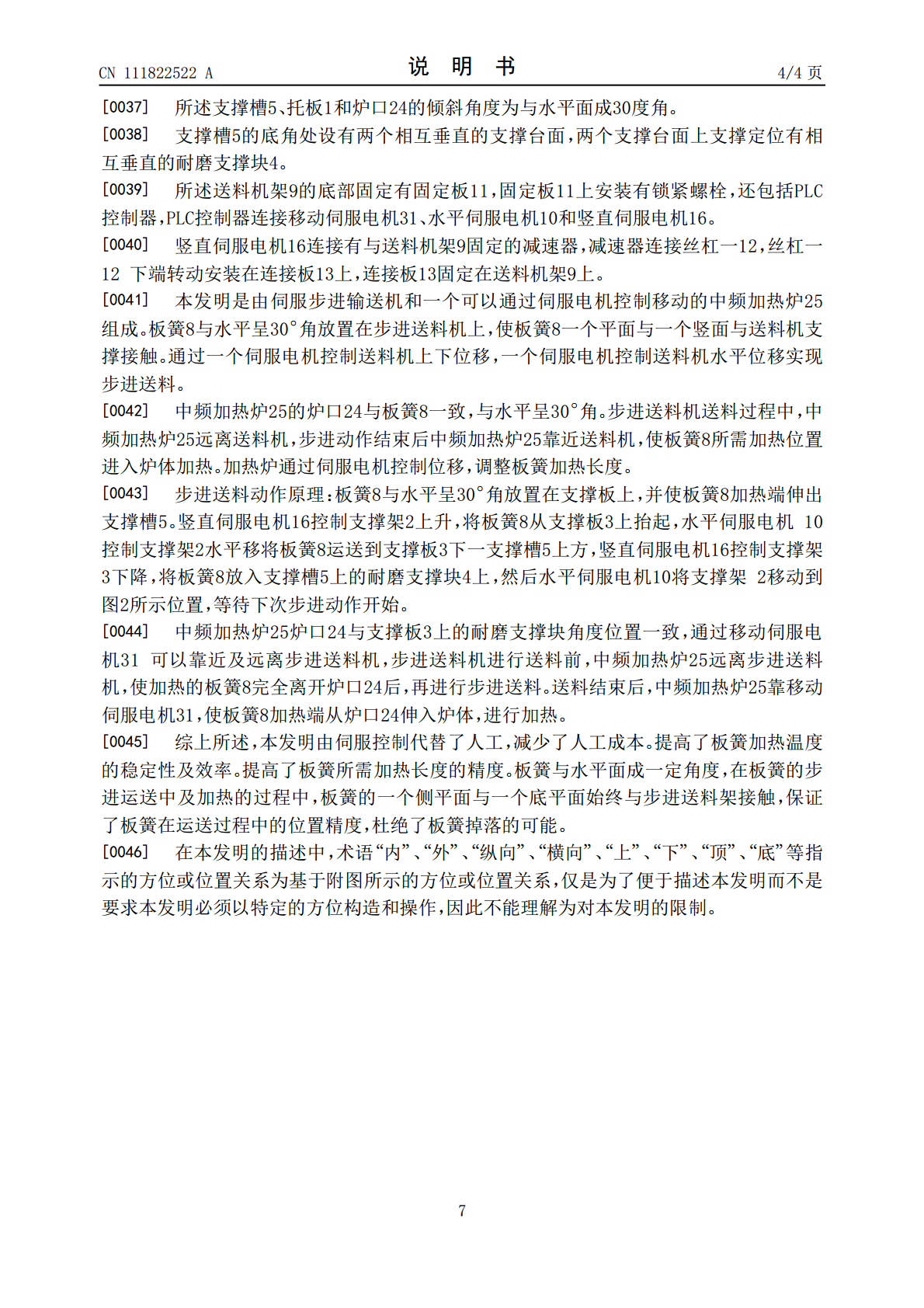
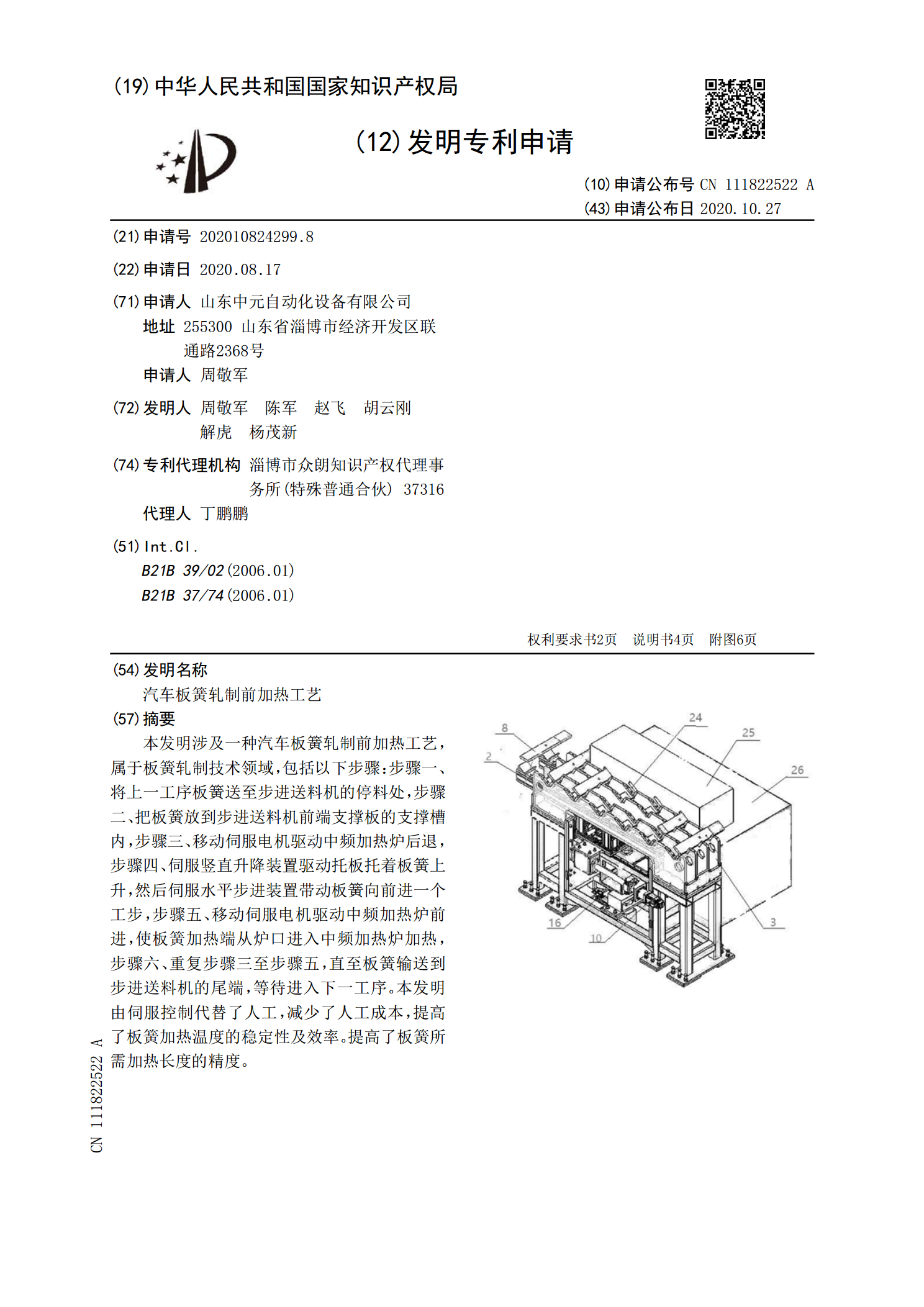
本发明涉及一种汽车板簧轧制前加热工艺,属于板簧轧制技术领域,包括以下步骤:步骤一、将上一工序板簧送至步进送料机的停料处,步骤二、把板簧放到步进送料机前端支撑板的支撑槽内,步骤三、移动伺服电机驱动中频加热炉后退,步骤四、伺服竖直升降装置驱动托板托着板簧上升,然后伺服水平步进装置带动板簧向前进一个工步,步骤五、移动伺服电机驱动中频加热炉前进,使板簧加热端从炉口进入中频加热炉加热,步骤六、重复步骤三至步骤五,直至板簧输送到步进送料机的尾端,等待进入下一工序。本发明由伺服控制代替了人工,减少了人工成本,提高了板簧
汽车板簧制造工艺及设备.pdf
2斗一27锻压技术1996年第3期汽车板簧制造工艺及设备山西太原铝材厂(0300l)岳峰0493;f山西省科学技术委员会罗上银4摘要介绍了汽车板簧卷耳和包耳的型式,井介绍了板簧的生产工艺和生产设备,着重介绍了全液压卷耳机的结构和技术参数。关键词一鼬{工艺设备全液压卷耳机刹一邕,锏礴钢板簧是汽车重要的专用零件它承受着件为了保证和加强板簧的正常]:作,及确保自重和载重,是在恶劣条件F工作的受力零汽车的安垒运行,往往在卷耳的外面通常采用件。由于它的工作条件不好,故它又是汽车上加强机构,这一机构称之为包耳。其包耳
汽车板簧短锥轧机前中频加热炉步进送料装置.pdf
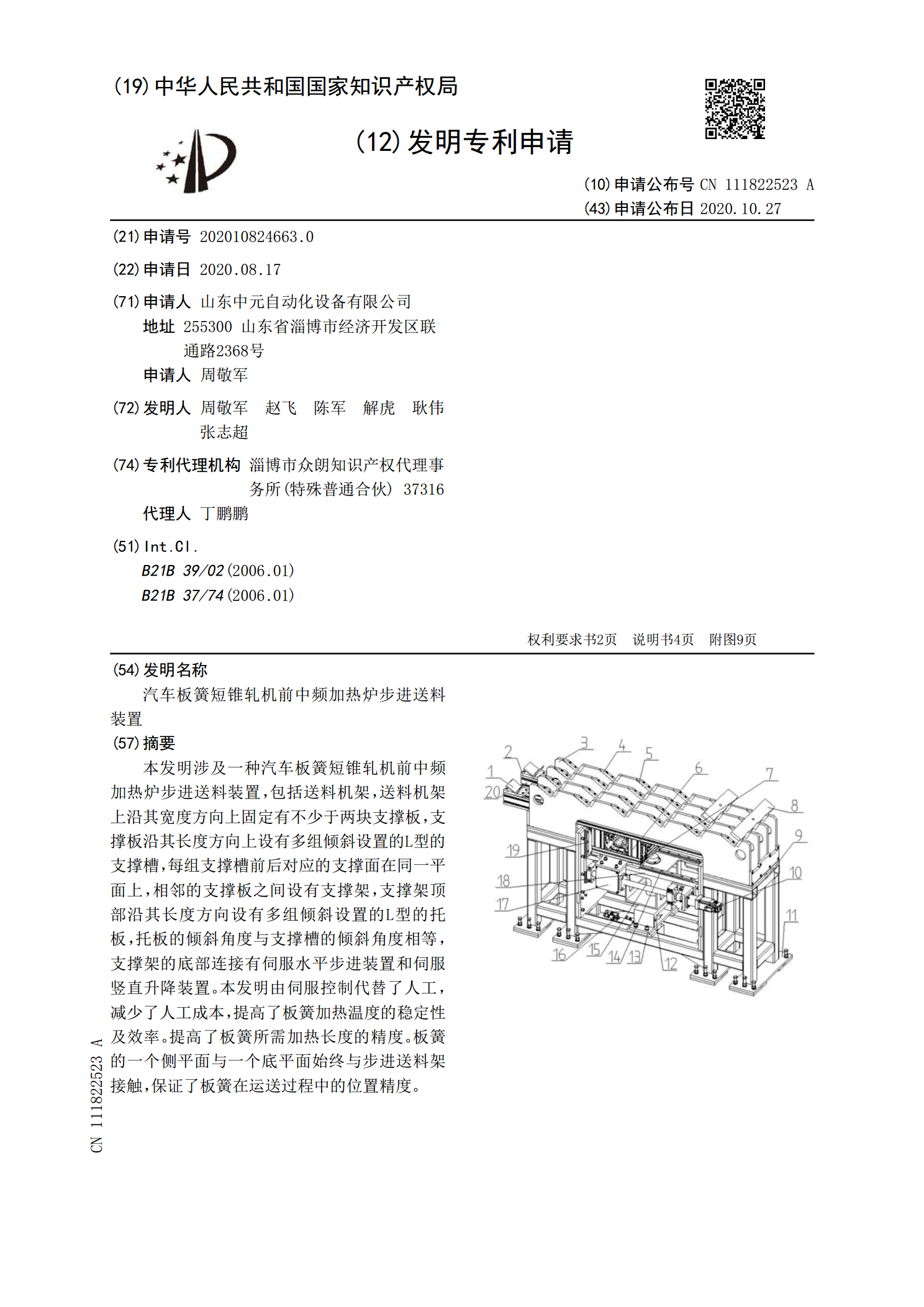
本发明涉及一种汽车板簧短锥轧机前中频加热炉步进送料装置,包括送料机架,送料机架上沿其宽度方向上固定有不少于两块支撑板,支撑板沿其长度方向上设有多组倾斜设置的L型的支撑槽,每组支撑槽前后对应的支撑面在同一平面上,相邻的支撑板之间设有支撑架,支撑架顶部沿其长度方向设有多组倾斜设置的L型的托板,托板的倾斜角度与支撑槽的倾斜角度相等,支撑架的底部连接有伺服水平步进装置和伺服竖直升降装置。本发明由伺服控制代替了人工,减少了人工成本,提高了板簧加热温度的稳定性及效率。提高了板簧所需加热长度的精度。板簧的一个侧平面与一

汽车板簧凸台加工工艺.pdf
本发明属于冲压工艺,具体涉及一种汽车板簧凸台加工工艺,通过热冲压的方式,使板簧的金属热流体在冲床冲头的作用和模具型腔的约束下向边缘流动形成凸台,步骤如下:A初成型:首先根据所需的板簧尺寸下料成坯件,再将坯件送至加热炉中加热,加热后固定坯件在冲床上的冲压位置,冲压成凸台雏形;B整形、挤压:调整坯件的位置使冲头和凸台中心处于垂直的直线上,更换冲头,通过冲头和板簧下方销钉的综合作用进行第二次冲压,在型腔中心冲压出孔,使金属热流体填满整个型腔;C成型:经上述步骤后,通过冷却、修边完成汽车板簧凸台的加工。通过上述工

汽车板簧挡板浇铸工艺.pdf
本发明公开了汽车板簧挡板浇铸工艺,包括将己内酰胺融化液转至脱水炉中,加入其重量的2‑5%的乙烯‑丙烯共聚物A‑C540A、0.15‑0.3%的氢氧化钠,恒温设定140±10℃,时间控制10±2分钟进行脱水处理,然后加入己内酰胺融化液重量的0.4‑0.8%的HDI单体1,6‑己基二异氰酸酯进行摇匀;再将所得液体倒入模具中聚合,恒温设定180‑190℃,保温4分钟,出模后放置冷却得制品。本发明改进辅料添加,加入一定量的增韧剂,固化剂由HDI单体替代甲苯,生产出板簧挡板具有更优越的性能。