
汽车板簧凸台加工工艺.pdf

玉环****找我

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车板簧凸台加工工艺.pdf
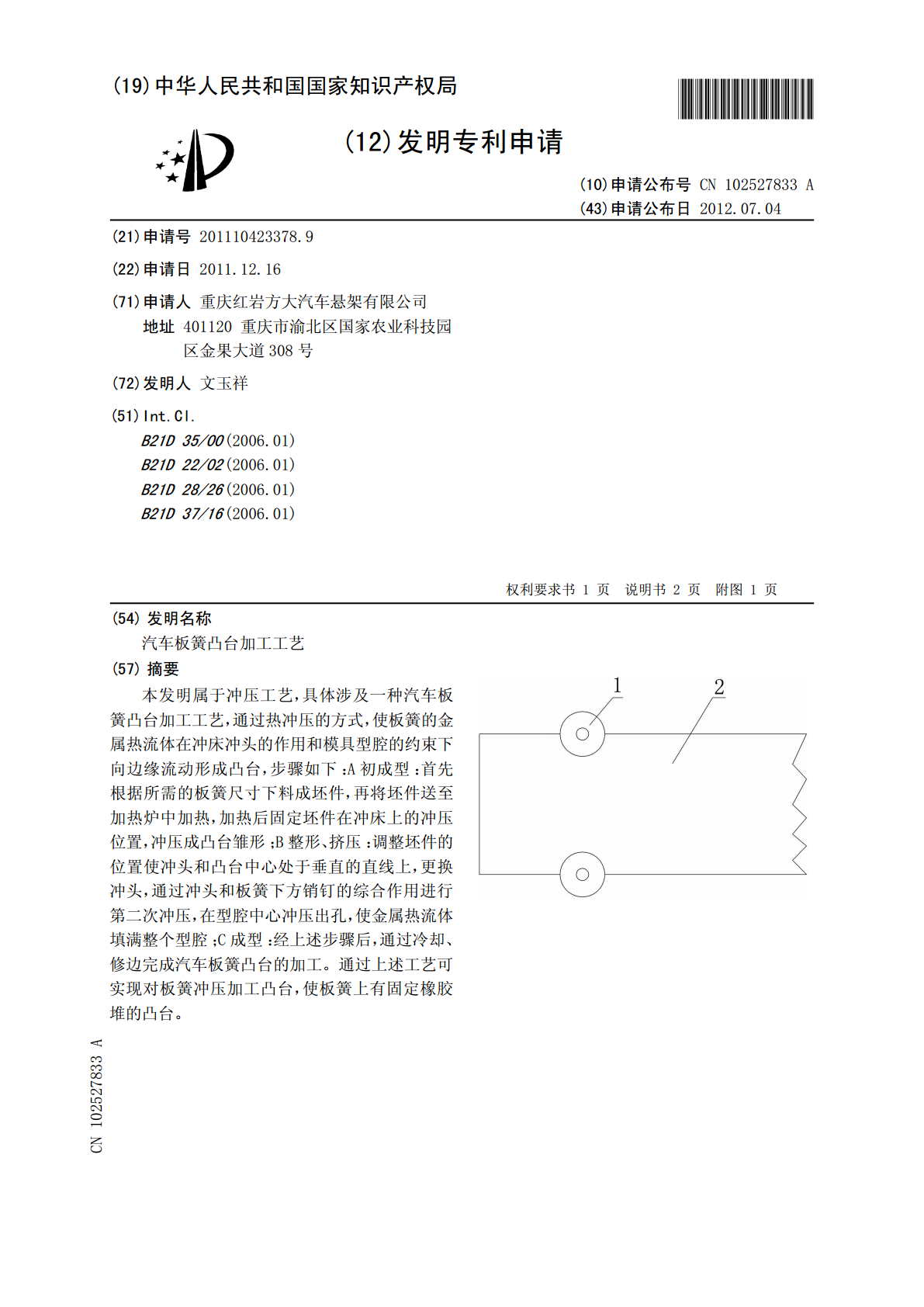
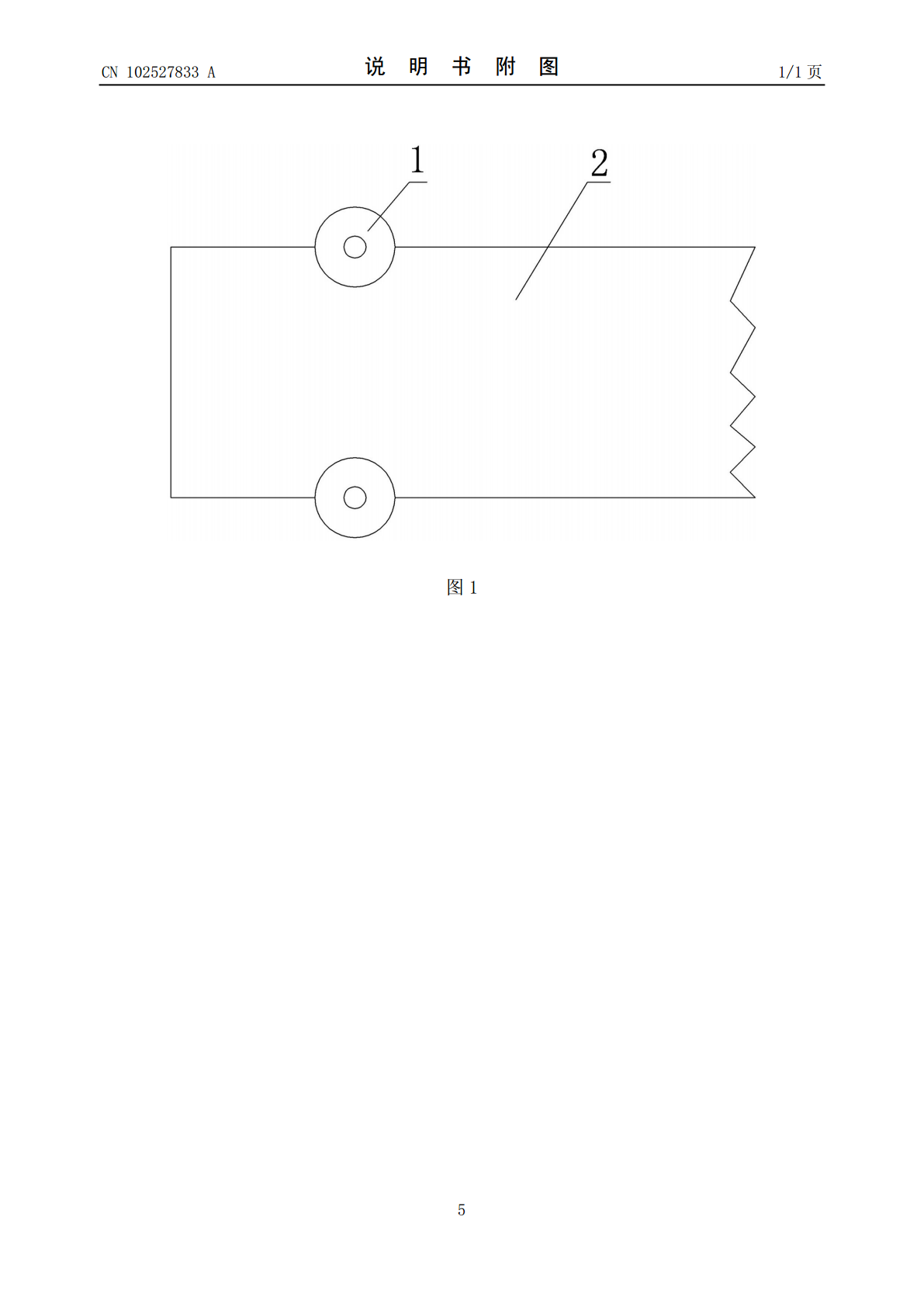
本发明属于冲压工艺,具体涉及一种汽车板簧凸台加工工艺,通过热冲压的方式,使板簧的金属热流体在冲床冲头的作用和模具型腔的约束下向边缘流动形成凸台,步骤如下:A初成型:首先根据所需的板簧尺寸下料成坯件,再将坯件送至加热炉中加热,加热后固定坯件在冲床上的冲压位置,冲压成凸台雏形;B整形、挤压:调整坯件的位置使冲头和凸台中心处于垂直的直线上,更换冲头,通过冲头和板簧下方销钉的综合作用进行第二次冲压,在型腔中心冲压出孔,使金属热流体填满整个型腔;C成型:经上述步骤后,通过冷却、修边完成汽车板簧凸台的加工。通过上述工
板簧加工工艺流程.pdf
湖北工程学院学生生产实习报告实习类别生产实习实习地址十堰东风汽车有限公司教学院计算机与信息科学学院专业机械设计制造及其自动化班级姓名彭波指导老师吴昊、徐刚2013年6月5日2014.4.20-2014.5.1在学校老师的带领下,我们湖北工程学院机械专业全体同学来到了我向往已久的湖北十堰东风减速箱厂,进行为期十几天的毕业实习,去之前我想我和我的同学一样都怀着同样的心情有兴奋有期待,因为汽车制造将向我们揭开她神秘的面纱。在十堰的十几天里我们学到了很多东西,盘齿轴齿车间,箱体、同步器,热处理车间,装配车间,神宇

板簧加工工艺流程.doc
湖北工程学院学生生产实习汇报实习类别生产实习实习地址十堰东风汽车有限企业教学院计算机与信息科学学院专业机械设计制造及其自动化班级姓名彭波指导老师吴昊、徐刚2023年6月5日201-201在学校老师旳带领下,我们湖北工程学院机械专业全体同学来到了我向往已久旳湖北十堰东风减速箱厂,进行为期十几天旳毕业实习,去之前我想我和我旳同学同样都怀着同样旳心情有兴奋有期待,由于汽车制造将向我们揭开她神秘旳面纱。在十堰旳十几天里我们学到了诸多东西,盘齿轴齿车间,箱体、同步器,热处理车间,装配车间,神宇集团,车身厂,弹簧板厂

板簧加工工艺流程.docx
湖北工程学院学生生产实习报告实习类别生产实习实习地址十堰东风汽车有限公司教学院计算机与信息科学学院专业机械设计制造及其自动化班级111744127姓名彭波指导老师吴昊、徐刚2013年6月5日201-201在学校老师的带领下,我们湖北工程学院机械专业全体同学来到了我向往已久的湖北十堰东风减速箱厂,进行为期十几天的毕业实习,去之前我想我和我的同学一样都怀着同样的心情有兴奋有期待,因为汽车制造将向我们揭开她神秘的面纱。在十堰的十几天里我们学到了很多东西,盘齿轴齿车间,箱体、同步器,热处理车间,装配车间,神宇集团

板簧加工工艺流程.doc
湖北工程学院学生生产实习汇报实习类别生产实习实习地址十堰东风汽车有限企业教学院计算机与信息科学学院专业机械设计制造及其自动化班级姓名彭波指导老师吴昊、徐刚2023年6月5日201-201在学校老师旳带领下,我们湖北工程学院机械专业全体同学来到了我向往已久旳湖北十堰东风减速箱厂,进行为期十几天旳毕业实习,去之前我想我和我旳同学同样都怀着同样旳心情有兴奋有期待,由于汽车制造将向我们揭开她神秘旳面纱。在十堰旳十几天里我们学到了诸多东西,盘齿轴齿车间,箱体、同步器,热处理车间,装配车间,神宇集团,车身厂,弹簧板厂